智能剝鋅機鋅片剝離過程建模及瞬態動力學分析
2022-08-06 08:12:56張志國
有色設備 2022年2期
張志國,姜 智,王 勇,姜 勇,郭 鑫,5
(1.呼倫貝爾馳宏礦業有限公司,內蒙古 呼倫貝爾 021000;2.青島港灣職業技術學院,山東 青島 266404;3.云南馳宏鋅鍺股份公司會澤冶煉分公司,云南 會澤 654211;4.礦冶科技集團有限公司,北京 100160;5.北京科技大學 機械工程學院,北京 100083)
據不完全統計,我國鋅冶煉企業大小超過350家,只有云南馳宏鋅鍺、新疆紫金等少數大型企業采用大極板電解和自動剝鋅,其余絕大部分采用小極板電解和人工剝鋅[1]。目前,國外擁有成熟大極板自動剝鋅技術的公司只有保爾沃特(Paul Wurth)、日本三井(MESCO)和芬蘭奧圖泰(Outotec)公司。而國內只有幾家院所企業對大極板自動剝鋅技術進行了深入研究,尤以礦冶科技集團有限公司研發的智能剝鋅機技術最為成熟[2-3]。2015 年完成國內首臺套大極板自動剝鋅機工業示范應用,各項指標遠超進口剝鋅機,達到國際領先水平。目前已在云南馳宏鋅鍺、新疆紫金有色、山東恒邦、金鼎鋅業、陜西鋅業等多家企業成功應用。本文以礦冶科技集團有限公司研發的全新一代智能剝鋅機BGRIMM-3.2 為研究對象,在前期研究成果的基礎上,對鋅片的剝離過程進行了深入研究,詳細分析了不同內聚模型下剝離載荷與刀具行程的瞬態動力學特性,為智能剝鋅機鋅片剝離過程優化和智能控制提供理論參考和技術支持。
1 智能剝鋅機基本結構及剝離過程分析
智能剝鋅系統主要包括上部剝鋅系統和下部接鋅碼垛系統[4],其中鋅片剝離過程的主體裝備結構,如圖1 所示。
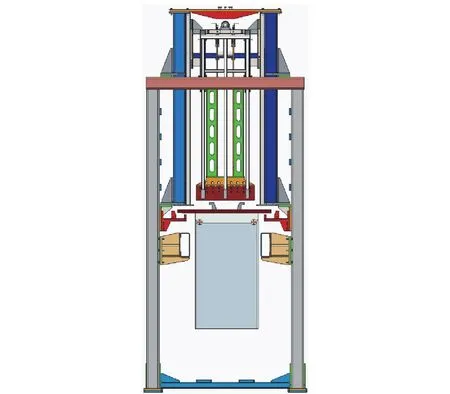
圖1 剝離主體裝備示意圖
鋅片剝離過程如下[5-6]:
(1)待剝離的陰極板被放置在陰極板支撐架上,由鋅板支撐架和陰極板限位塊共同作用,限制陰極板的位移。
(2)主剝刀架在陰極板的上方,開合油缸處于收縮狀態,主剝刀處于打開狀態。
(3)主油缸伸出,主剝刀向下進刀,使主剝刀的刀刃到達陰極板上沿以下,鋅片上沿以上。
(4)開合油缸伸出,刀刃閉合。
(5)主油缸繼續伸出,主剝刀開始剝鋅,直至油缸伸出完畢,主剝刀刀刃到達鋅片下沿下方,鋅片與陰極板剝離完畢。
(6)開合油缸收回,刀刃打開。
(7)主油缸收回到初始位置,等待剝離完的陰極板被運走。
2 鋅片剝離過程建模及仿真
2.1 剝離模型的構建及簡化假設
將鋅鋁粘結層用內聚力模型進行等效,建立鋅鋁結合層的力學模型和剝鋅機構三維模型,其中剝離刀具角度為30 度,鋅片厚度為4 mm,長度為1 560 mm,鋁陰極板厚度為7 mm,長度為1 760 mm。將此三維結構模型轉化并導入有限元軟件中[7],為保證有限元計算結果收斂,對剝鋅機構及層結構模型進行以下理想化的假設:
(1)為解決模擬過程中已剝離鋅片穿透兩側擋板和刀具造成計算結果不收斂的問題,將擋板和刀具假設為剛體,不考慮其變形。
(2)實際剝離過程中刀具與陰極板之間存在縫隙,所以忽略鋅片與刀具之間的摩擦。
(3)假設刀具與鋅片溫度場為穩態溫度場,不考慮刀具剝離過程中溫度變化的影響。
(4)鋅片和鋁陰極板為均勻連續的各向同性材料。
(5)假設沿粘結層厚度方向的粘結應力為常數,忽略粘結層厚度對粘結應力沿橫向分布的影響。
在以上假設前提下,設置模型各結構的材料參數,劃分各結構有限元網格并施加載荷和約束,求解刀具與鋅片接觸面各時刻的載荷,對刀具剝離鋅片過程進行仿真模擬。
2.2 網格劃分與材料參數設置
(1)網格劃分
本文建立的幾何模型,對于鋅片、陰極板和擋板主要使用四面體的單元類型;對于刀具主要使用了六面體和五面體的單元類型,以達到在保證計算精確性的前提下縮短計算時間的目的。
為探索裂紋拓展行為,在鋅片和陰極鋁板之間插入一層零厚度的內聚力層來模擬裂縫的產生,這層單元的單元類型選擇六面體單元。網格劃分完成后,網格劃分結果如圖2 所示。
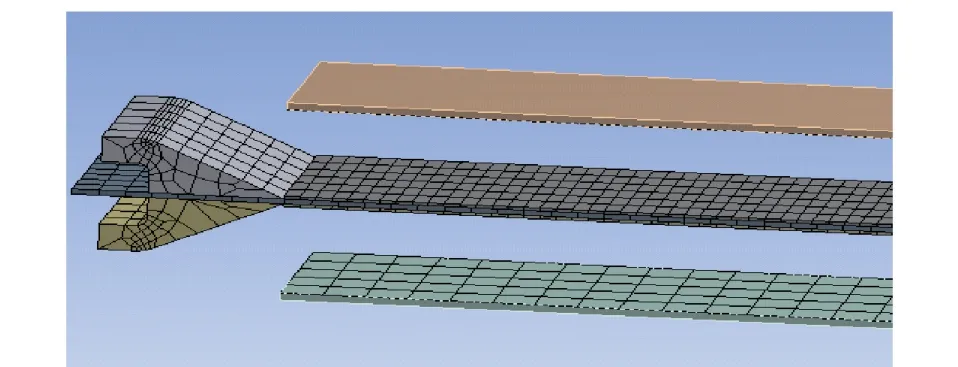
圖2 模型有限元網格劃分
(2)材料參數選擇
在ANSYS 材料庫中選擇主剝刀,鋁,鋅片的材料參數,本文主要應用的材料參數是其彈性模量和泊松比,刀具,鋁,鋅片的材料參數,如表1 所示。
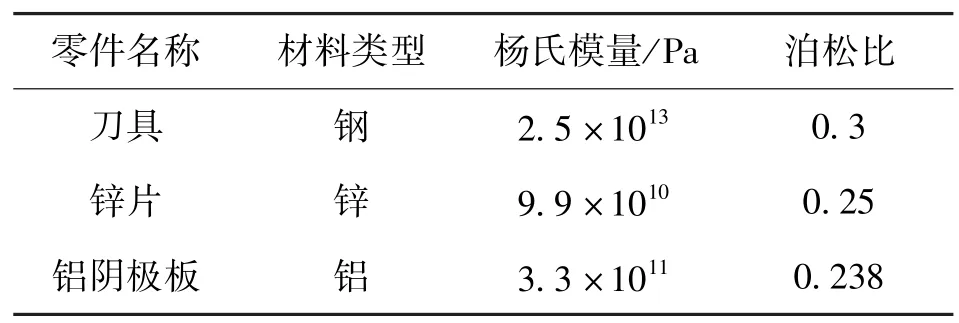
表1 零件材料參數
(3)模型控制參數的確定
結合界面強度主要用來描述材料沿界面破壞時結合界面的承載能力,對于鋅鋁結合界面,在不考慮面端奇異點或不存在奇異點的情況下,目前方向垂直于結合界面的正應力和與界面相切的剪應力常被用作內聚力模型的控制參數[8]。
它們對應的強度值稱為結合界面的剝離強度與剪切強度,確定該參數的方法主要有兩種:一種是直接針對特定的對象做拉伸斷裂實驗,根據實驗測得在給定裂紋嘴張開位移時載荷的大小;另一種是根據材料的斷裂韌度實驗測得的載荷及載荷位移曲線,與數值仿真得到的相應曲線擬合,根據擬合效果判斷選擇的內聚力模型參數是否合適[9]。
譚敏[10]等采用萬能測量試驗機測得在最終開裂位移值等于0.5 mm 的條件下鋅片不同部位結合強度值如圖3 所示。
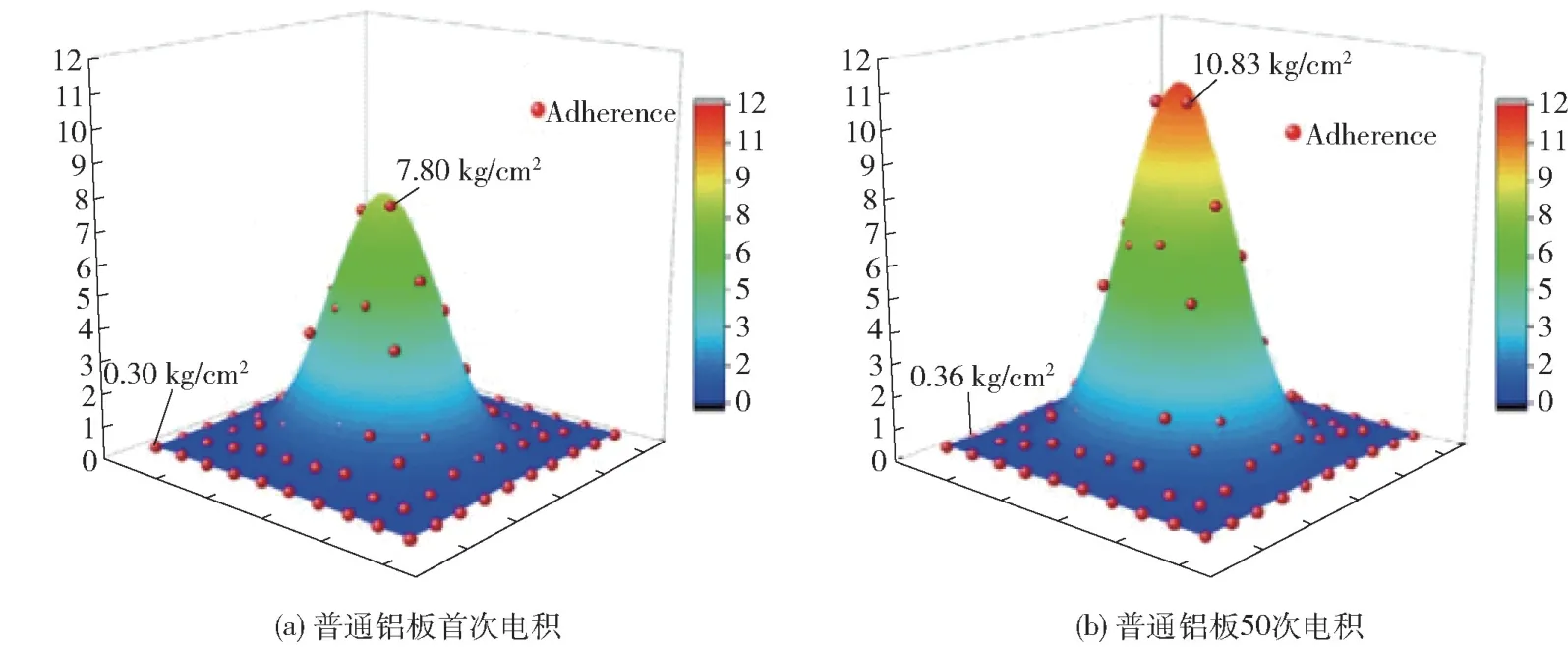
圖3 鋅片剝離強度示意圖
從圖3 中可以看出,鋁作為陰極首次電沉積制鋅,與鋅的最大結合強度為7.8 kg/cm2。當電積的次數增加到50 次時,鋁鋅結合界面的最大結合強度達到了10.83 kg/cm2。且鋁陰極板中心位置附近結合強度最大,鋅與鋁的結合更加緊密,四周則逐漸減小。目前方向垂直于結合界面的正應力和與界面相切的剪切應力常被用作內聚力模型的控制參數,考慮到鋅片主要受正應力作用而與陰極板分離,本文控制參數選取經過50 次電沉積的鋁板的鋅鋁結合峰值10.83 kg/cm2作為結合界面的粘結正應力值,0.5 mm 作為粘結層拉伸開裂位移值。
2.3 接觸及約束設置
在鋅片剝離過程中,鋅片與陰極板的分離以法向分離為主,只存在極少量的切向滑動,接觸區域的切向應力遠遠其超過法向應力,所以設置鋅片與陰極板接觸類型為綁定接觸;相比于剝離載荷而言,刀具與鋅片、已剝離鋅片與擋板之間的摩擦力的大小遠遠小于剝離載荷,且在剝離過程中,由于鋅片兩側擋板的存在,已剝離鋅片受到擋板的阻擋,與刀具始終保持著接觸,所以設置刀具與陰極板、刀具與鋅片之間的接觸類型為無摩擦接觸;在實際的剝離過程中,刀具沿固定的直線軌跡運動,且與陰極板之間存在極小的間隙,接觸類型設置為不分離接觸是合適的。
對接觸界面進行算法選擇時,為提高計算結果精確度,鋅片與刀具之間接觸選擇一般朗格朗日算法,利用投影法探測觸面和目標面的節點;同時為縮短計算收斂時間,將次要的鋅片與擋板,刀具與陰極板等接觸算法設置為增廣拉格朗日算法,探測方法選擇高斯積分點探測。如圖5 所示,在陰極板左側端面施加固定約束,約束住左側面所有節點的橫向位移。對于鋅片兩側擋板,為避免剛體位移,施加對地面的固定約束。
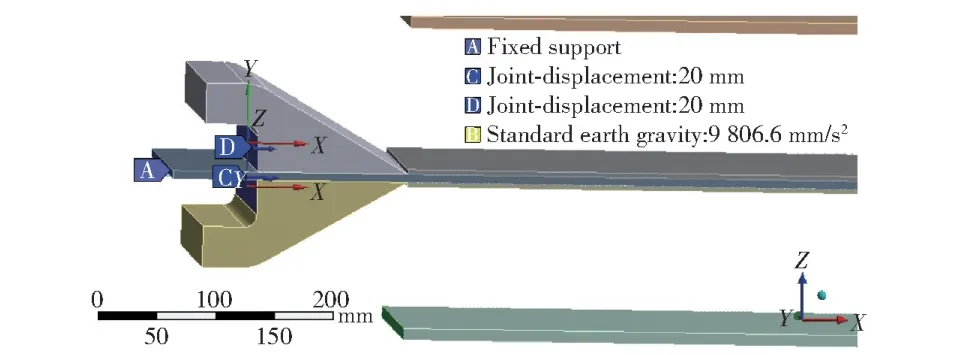
圖4 約束及載荷設置
對于剝離刀具而言,采用位移加載的方式,對刀具左側面所有節點施加均勻的x方向位移,令其移動1 200 mm,加載步數為200 步。最后在x方向施加大小為9 806.6 mm/s2的重力載荷。為保證計算結果的收斂性,將內聚力單元的網格粘性系數設置為0.000 5。
3 鋅片剝離過程瞬態動力學分析
3.1 單一正應力內聚模型剝離過程仿真
設置剝刀運行3 s,行程為1 200 mm,并在這一過程中采取四種剝離速度,其中0~20 mm 速度為0.2 m/s;20~300 mm 速度為0.28 m/s;300~900 mm 速度為0.6 m/s;900~1 200 mm 速度為0.3 m/s。求解剝離過程中刀具與鋅片接觸面(如圖5 所示)所承受載荷,即剝離刀具在沿x方向移動過程中綠色部分的各支點力的向量和,并繪制剝離載荷與剝刀位移之間的關系曲線。
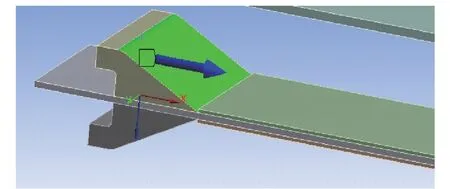
圖5 刀具與鋅片接觸面示意圖
經過處理后可以得到剝離載荷與刀具位移關系,如圖6 所示。
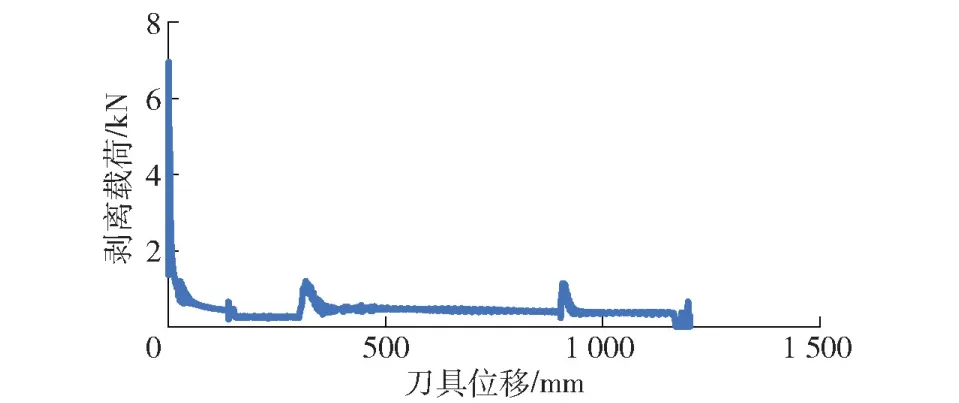
圖6 剝離載荷與刀具位移關系
可以看出剝離載荷在剝離起始階段迅速增大,在0.5 mm 時達到峰值后開始迅速下降,在運行137.19 mm 后穩定。隨后剝離速度增大,在速度突變點剝離載荷顯著增大,穩定剝離時的高速時的剝離載荷大小相比低速剝離時有所增大。刀具在運行1 161 mm 后完成鋅片的剝離。圖中出現的幾次載荷的突增分別對應刀具運動速度的突變點變位置,勻速剝離階段的剝離載荷比較穩定且遠小于剝離載荷峰值。這一過程與實際剝鋅作業中載荷的變化過程是相符合的。
3.2 混合內聚模型剝離過程仿真
上述使用的內聚力模型是剝離界面承受單一法向拉力而分離的內聚力模型,在實際的鋁鋅結合界面的剝離過程中,由于電解工藝和鋅板個體差異的影響,剝離界面可能同時承受法向拉應力和切向剪切應力,而剝離界面由于承受切向剪應力而引起結合界面發生切向滑移,這可能會降低原有模型的準確性,使數值計算的結果產生較大的誤差,為探索剝離過程中粘結界面剪切滑移對剝離過程的影響,在剝鋅的內聚力模型中加入切向滑移量,并進行了有限元計算,對比研究不同的裂紋拓展方式對于剝鋅載荷及剝離行程的影響。
混合模式的斷裂起始準則一般使用冪次定律斷裂準則,它描述的是混合模式條件下,粘結結構的斷裂由各個單一模式上斷裂所需能量共同控制[11],其控制方程如式(1)所示:

以上條件滿足時,混合模式的斷裂能。式(1)中,Gn、Gs、Gt的值分別指三個方向上(法向、第一切向及第二切向)張力與相應位移所做的功。而我們可以分別定義的值,它們分別指三個方向上發生斷裂時所需臨界斷裂能。
為探索剝離界面同時承受法向正應力和切向剪應力作用時的剝離效果,比較混合模式與單一正應力模式對剝離效果的影響,損傷演化模型仍然使用雙線性模型[12],如圖8 所示。
圖7 是雙線性模型的法向與切向應力一分離本構曲線。圖中三角形所圍成的面積代表該方向的斷裂能G。由于實際中粘結層的許用拉應力數值遠遠超過粘結層的許用剪切應力,對粘結層的等效剪切應力取極限值,使其等于其等效正應力,并設置0.5 mm 的剪切滑移上限值,在此條件下計算鋅片剝離過程剝離載荷和刀具位移關系。模型相關參數如表2 所示,其中0~20 mm 速度為0.2 m/s;20~250 mm速度為0.28 m/s;300~900 mm 速度為0.6 m/s;900~1 200 mm 速度為0.3 m/s。其余參數與單一正應力內聚力模型相同。
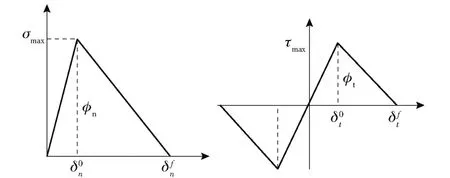
圖7 雙線性模型法向-切向力分離本構曲線圖
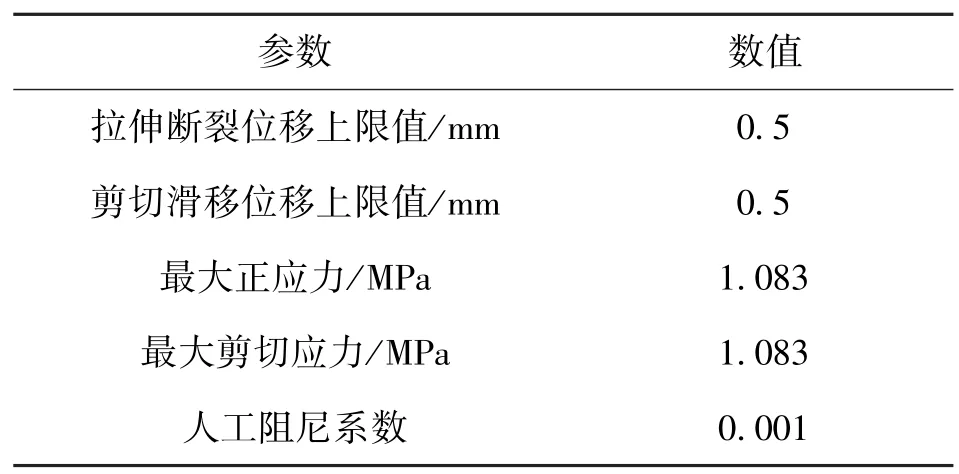
表2 混合模式內聚力模型參數
剝離載荷與刀具行程關系的有限元計算結果如圖8 所示。
對比圖6 和圖8 可以看出混合模式的剝離載荷峰值大小與單一正應力剝離模式的剝離載荷峰值大小基本一致。刀具運動行程要略超過單一正應力剝離模式的行程。穩定剝離狀態下,混合模式下的剝鋅力略低于單一模式下的剝鋅力。
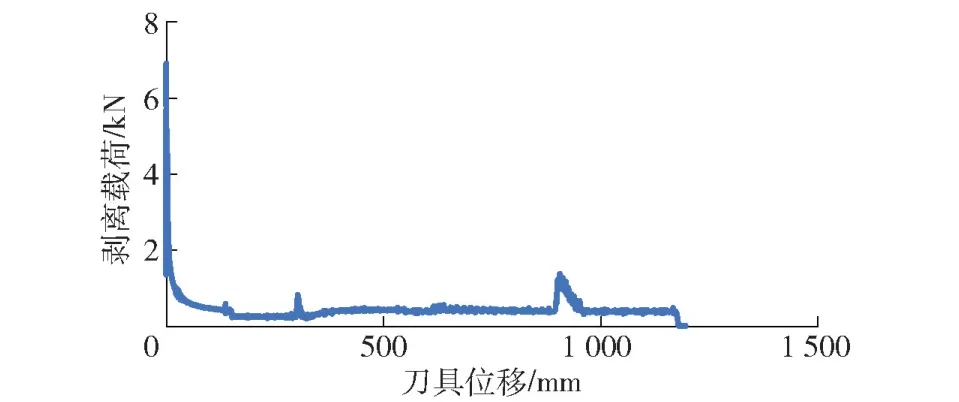
圖8 混合模式下刀具行程與剝離載荷變化規律
對比兩種不同模式的內聚力模型可以看出,在混合模式下,粘結層剪切應力取極值時,模型的仿真計算結果與單一正應力模式時的結果相近,在實際的粘結結構中,剪切應力將遠大于該極小值,粘結層裂紋的拓展方式將以拉伸斷裂形式為主,且從模型控制參數的獲取難度來看,剝離能量釋放率是基于能量守恒定律,難以通過實驗測量直接獲取較為準確的數據,一般通過測量粘結層的拉應力和剪切應力理論計算得到,而粘結層的拉應力可通過拉伸斷裂實驗直接測得。綜合考慮,在智能剝鋅機鋅片剝離過程優化和智能控制研究過程中,可以選取單一正應力內聚力模型對鋅片剝離過程進行模擬仿真研究。
4 結論
(1)提出了一種基于鋅鋁粘結結構內聚力等效模型的鋅片剝離過程建模方法,并對鋅片剝離過程進行了瞬態動力學仿真。
(2)仿真結果可以看出:剝離載荷在剝離開始后迅速增大到峰值后急劇減小,在刀具移動137.19 mm 后達到穩定,穩定剝離時的剝離載荷遠小于峰值;隨著剝離速度增加,速度突變點處剝離載荷顯著增大,穩定剝離時,高速剝離相比低速剝離時載荷有所增大;刀具運行1 161 mm 后完成鋅片的剝離,遠小于鋅片的實際長度。
(3)分別對單一主應力內聚模型和混合內聚模型的鋅片剝離過程進行仿真對比,結果表明:兩種模型的載荷計算結果較為接近,但混合模型的剝離行程稍高于單一主應力模型;穩定剝離狀態下,混合模式下的剝鋅力略低于單一模式下的剝鋅力。綜合考慮,在智能剝鋅機鋅片剝離過程優化和智能控制研究過程中,可以選取單一正應力內聚力模型對鋅片剝離過程進行模擬仿真研究。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
當代陜西(2020年13期)2020-08-24 08:22:02
數學物理學報(2020年2期)2020-06-02 11:29:24
制造技術與機床(2017年5期)2018-01-19 02:49:17
金秋(2017年4期)2017-06-07 08:22:16
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03