結合芳烴抽提裝置腐蝕回路的腐蝕檢查方法
2022-08-12 03:24:48薛紅艷楊偉東
全面腐蝕控制 2022年7期
傅 薔 薛紅艷 楊偉東
(中國石油獨山子石化公司研究院,新疆 獨山子 833699)
0 引言
某石化公司煉油廠重整芳烴車間芳烴抽提裝置于1995 年 10 月建成投用,采用環丁砜液液抽提萃取技術,后經幾次擴能改造,目前芳烴預處理規模485 kt/a,抽提處理規模380kt/a[1]。該廠38萬噸/年芳烴抽提裝置以重整生成油與裂解加氫汽油為原料,產出苯、甲苯和二甲苯。為了更好的區分腐蝕回路,通過工藝介質的走向及工藝流程將整個裝置劃分為7條腐蝕回路,再結合歷年腐蝕檢查情況預判隱患有可能頻發部位,針對性地制定腐蝕檢查方案,并在停工檢修期間進行驗證性檢查。
1 腐蝕回路劃分
芳烴抽提裝置腐蝕流程圖涉及裝置內易腐蝕管線及設備,主要包括預處理單元脫戊烷塔C-201頂出口相關設備及管線、抽提單元溶劑系統、水系統相關設備及管線、蒸汽和凝水系統相關設備及管線以及水冷器。該裝置主要腐蝕類型為氯化氫、硫磺酸產生的電解質腐蝕、蒸汽凝水產生的沖刷腐以及循環水中鈣鎂離子產生的垢下腐蝕。制作裝置腐蝕流程圖(如圖1所示),該裝置共劃分七個腐蝕回路,結合腐蝕回路開展腐蝕檢查工作。

圖1 某企業38萬噸/年芳烴裝置腐蝕回路
2 腐蝕回路的檢查及檢測策略
針對于每條腐蝕回路選用不同的檢測技術進行檢查,例如:普通管線的檢查可選用超聲測厚方式;空冷及換熱器管束可選用遠場渦流檢測技術;無法打開的內部腐蝕狀態判斷可選用脈沖渦流掃查方式確定缺陷部位,有氣液兩相流或酸性腐蝕介質設備,易采用垢樣分析方法進行驗證(如表1 所示)。
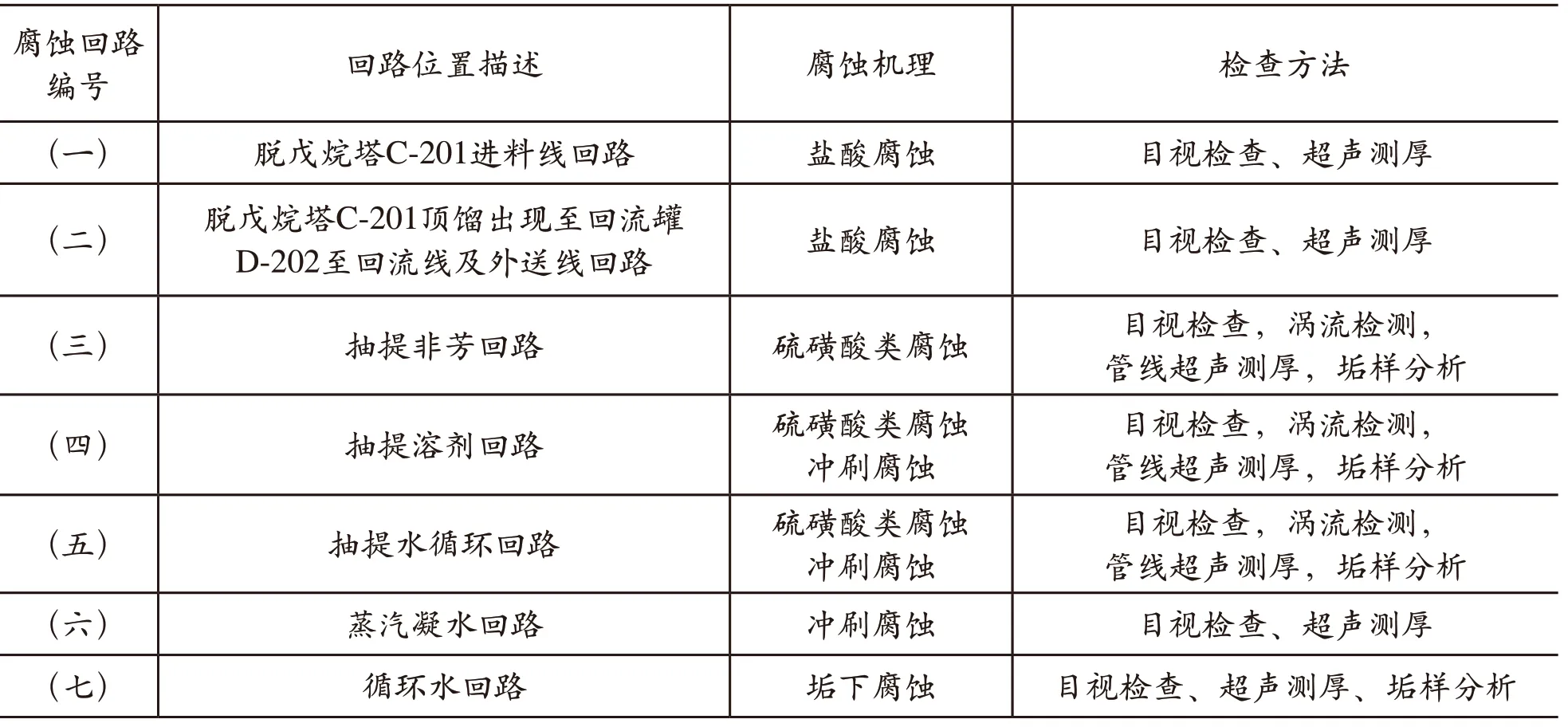
表1 腐蝕回路檢測信息
3 芳烴抽提部分回路主要設備檢測
3.1 C301B底富溶劑線脈沖渦流技術檢測
脈沖渦流檢測原理為儀器設備對探頭的激勵線圈施加一定占空比的脈沖信號,在被測金屬中感生出電渦流,在不同厚度的金屬中渦流的衰減快慢也不同,因此由電渦流產生的二次衰減磁場強度也不同。通過接收線圈獲取因電渦流衰減產生的二次電磁感應,由算法判別出標定信號與缺陷減薄信號之間的特征區別,來發現金屬中的減薄部位。
某企業C301B底富溶劑線(9號位置),規格為φ168×7.0mm,由北向南對管線進行脈沖渦流掃查,發現該溶劑線彎頭側壁存在減薄,疑似減薄14%(如圖2~圖4所示)。

圖2 C301B底富溶劑線單線圖

圖3 單線圖9號腐蝕部位圖

圖4 單線圖9處渦流掃查圖
3.2 重整抽提塔頂抽余液出口直管超聲測厚
超聲波測厚是采用脈沖反射超聲波的原理來檢測設備、管線腐蝕的余量。某企業重整抽提塔頂抽余液出口直管材質為碳鋼,該管線規格φ8×5.0mm。實測壁厚最薄處3.3mm,附近其他直管彎頭測厚均在3.7~4.4mm之間,經對比設計厚度,最小數值偏差率達到-20%以上。存在明顯腐蝕減薄(如圖5所示),根據實際情況已做更換處理。

圖5 頂部抽余液第一個直管測厚數據
3.3 苯塔底重沸器E-403渦流檢測
某石化公司苯塔底重沸器管程和殼程材質均為碳鋼,管程介質為蒸汽,殼程介質為混合芳烴,通過渦流檢測管束,發現有均勻腐蝕及坑蝕(如圖6所示),說明該管束腐蝕嚴重,具體渦流檢測圖譜如圖7所示。

圖6 管束均勻腐蝕+坑蝕

圖7 渦流檢測圖譜
3.4 循環水腐蝕回路垢樣分析
通過能譜對泄漏設備的垢樣成分進行檢測(垢樣能譜如圖8所示,結果如表2所示)。從表2可以看出,垢樣中w(Fe)%含量占比61.03%、w(O)%含量占比30.34%、w(C)%含量占比30.34%三種元素,還有少量Si、Ca等其他元素。由此可以初步判斷發生垢下腐蝕。


圖8 垢樣能譜圖

表2 能譜分析結果
4 結語
通過對芳烴抽提裝置的腐蝕流程、腐蝕回路進行劃分梳理,能夠更好的預判腐蝕風險部位并采取有效的檢測方法,制定腐蝕檢查方案。2019年檢修期間通過腐蝕回路共發現腐蝕問題19項并及時銷項,降低了設備、管線的腐蝕風險。裝置運行期間通過持續監測進行動態更新,不斷完善腐蝕風險識別及管控。通過動態的腐蝕回路完善過程與多種先進的檢測技術相結合,為設備安全提供全面保障。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
海峽科技與產業(2016年3期)2016-05-17 04:32:12
工業設計(2016年12期)2016-04-16 02:52:00
