C5210合金生產工藝對組織和性能的影響
2022-08-18 03:17:18劉羽飛胡斐斐趙久輝
銅業工程 2022年3期
關鍵詞:工藝
劉羽飛,胡斐斐,趙久輝
(江西銅業集團銅板帶有限公司,江西 南昌 330096)
1 引言
在銅及銅合金帶材中,錫磷青銅帶材由于具備良好的耐磨、耐蝕、易電鍍以及高彈性等特點而應用廣泛,主要用于電子信息行業中,如電視、電腦、汽車、手機中的耳機插孔、RF連接器、內存卡槽和USB接口等[1-2]。隨著電子信息產業的快速發展,電子信息產品中的零部件逐漸向復雜化、大電流化和小型化方向發展,同時對錫磷青銅合金帶材的要求也越來越高,需要更高的力學性能和更薄的厚度,因而近年來業內對錫磷青銅開展了大量的研究[3-5]。在工業生產過程中,一般采用水平連鑄的方式制備錫磷青銅鑄坯,因為水平連鑄制造的鑄坯厚度較薄,能縮短生產工藝流程,降低生產成本,還能減小使用占地面積。但水平連鑄制備的錫磷青銅鑄坯容易出現疏松、氣孔等缺陷,因而近年來水平連鑄制備錫磷青銅也有大量的研究[6-10],主要研究改進結晶器結構、提高電磁攪拌技術、改進水平連鑄拉鑄速度和鑄造溫度等,進而減少水平連鑄坯的疏松、氣孔等缺陷以提高鑄坯質量,從而增加后續錫磷青銅鑄坯軋制成帶材的成材率。除鑄坯質量之外,錫磷青銅的晶粒組織和力學性能對錫磷青銅帶材的市場化應用也至關重要,更高力學性能的錫磷青銅帶材可以用在更高端的零部件中,而更細小的晶粒組織能進行更復雜的沖壓折彎[11]。
本文主要研究C5210錫磷青銅合金帶材制備過程中電磁攪拌技術、軋制工藝和退火制度對錫磷青銅帶材的晶粒組織、力學性能和折彎性能的影響。
2 實驗方法和步驟
本文主要采用了兩種不同的工藝制備C5210錫磷青銅合金帶材,該合金成分如表1所示,主成分為7.8%的Sn元素和0.15%的P元素,另外含有少量的Fe、Ni和Zn元素。制備厚度0.15mm的錫磷青銅合金帶材工藝一如圖1所示:水平連鑄制備厚度16mm的連鑄坯,連鑄坯銑面后在800℃保溫5h進行均勻化處理,均勻化后粗軋開坯由14.5mm冷軋至2.5mm,后續經過多道次冷軋和中間退火制備0.15mm的C5210合金帶材。工藝二與工藝一主要區別為:(1)水平連鑄時采用了電磁鑄造;(2)先進行粗軋開坯再進行均勻化處理;(3)退火制度不同,工藝一中鐘罩爐退火1、鐘罩爐退火2和鐘罩爐退火3的退火條件分別為560℃保溫6h、460℃保溫6h和440℃保溫6h,氣墊爐退火溫度為750℃,退火速度為70m/min;工藝二中退火溫度更低,鐘罩爐退火1、鐘罩爐退火2和鐘罩爐退火3的退火條件分別為480℃保溫6h、420℃保溫6h和400℃保溫6h,氣墊爐退火溫度為700℃,退火速度為70m/min。
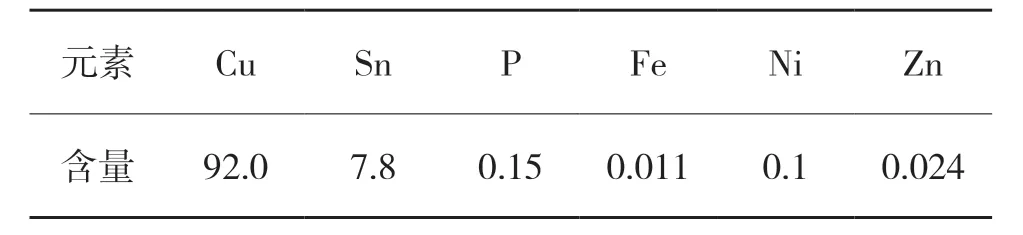
表1 C5210錫磷青銅合金化學成分 %
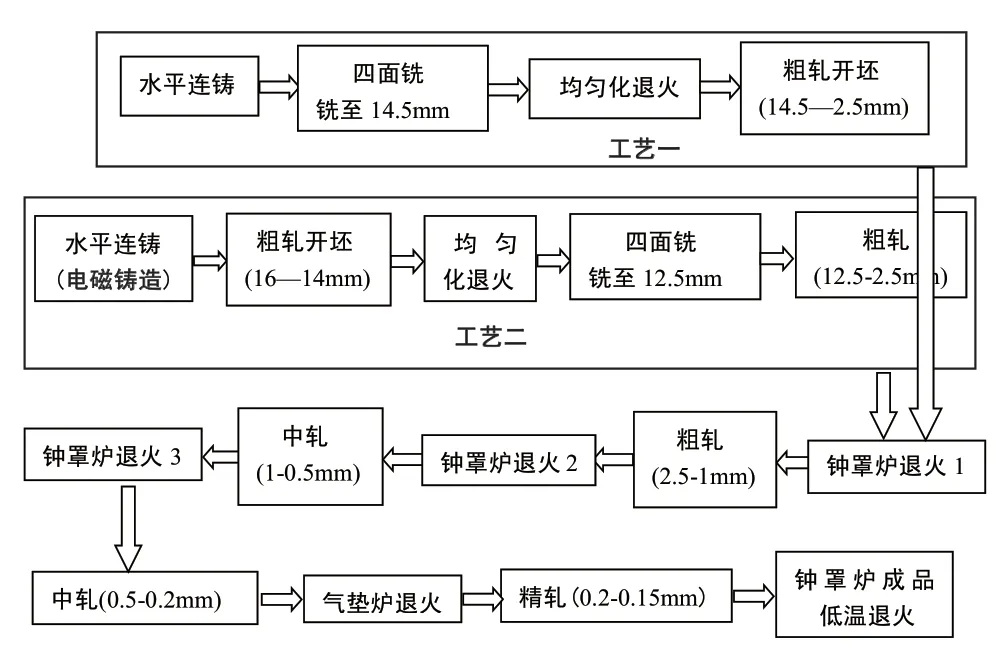
圖1 制備厚度0.15mm的C5210錫磷青銅合金帶材工藝
兩種工藝制備C5210合金帶材通過線切割取得帶材金相、室溫拉伸和硬度試樣,觀察其金相組織,測試室溫拉伸性能和硬度。對兩種工藝制備0.15mm厚度的C5210合金進行沖壓、折彎測試,觀察其折彎性能。
采用帶引伸計的DDL100型萬能材料試驗機進行室溫拉伸試驗,拉伸速度設置為2 mm/min,試驗機自動記錄載荷、位移數據,實驗測量抗拉強度及延伸率。維氏硬度采用硬度測試儀器華銀200HVS-5數顯硬度計進行測試,每次測量所加載荷為5 kg,加載時間為15 s,每個樣品至少測量5次,去掉最大值和最小值后取平均值作為試驗的硬度值。
3 實驗結果與分析
3.1 兩種工藝對帶材質量的影響
C5210合金在水平連鑄過程中易發生反偏析而在連鑄坯中出現疏松、氣孔等缺陷,在后續軋制過程中連鑄坯內部的缺陷會逐漸出現在帶材表面,出現如圖2所示的疏松起皮、綠印、斷晶和裂邊等缺陷。相比于工藝一,工藝二在水平連鑄過程中引入了電磁鑄造技術,在C5210錫磷青銅熔鑄過程中增加了10~30A的電磁場,由于電磁場的攪拌作用使得C5210合金在熔鑄過程中各元素分布更均勻,從而減少了Sn元素的反偏析。圖3為兩種工藝下是否增加電磁鑄造技術制備的連鑄坯中Sn元素沿著厚度方向的分布圖,增加了電磁鑄造技術后Sn元素含量分布標準偏差由之前的1.42%降低為0.62%,顯著減少鑄坯內部由于Sn反偏析而形成的疏松、氣孔缺陷,制備的帶材表面形成的如圖2所示的帶材缺陷同樣顯著減少。此外,工藝一是在均勻化后再進行冷軋開坯,而工藝二是冷軋開坯后再進行均勻化,相對于工藝一,工藝二能更好地消除連鑄坯料內部一些缺陷,因為工藝二中冷軋開坯后可以壓合一些疏松和氣孔之后再進行均勻化時,由于發生再結晶這些氣孔和疏松可能發生愈合,從而進一步改善連鑄坯料的質量。
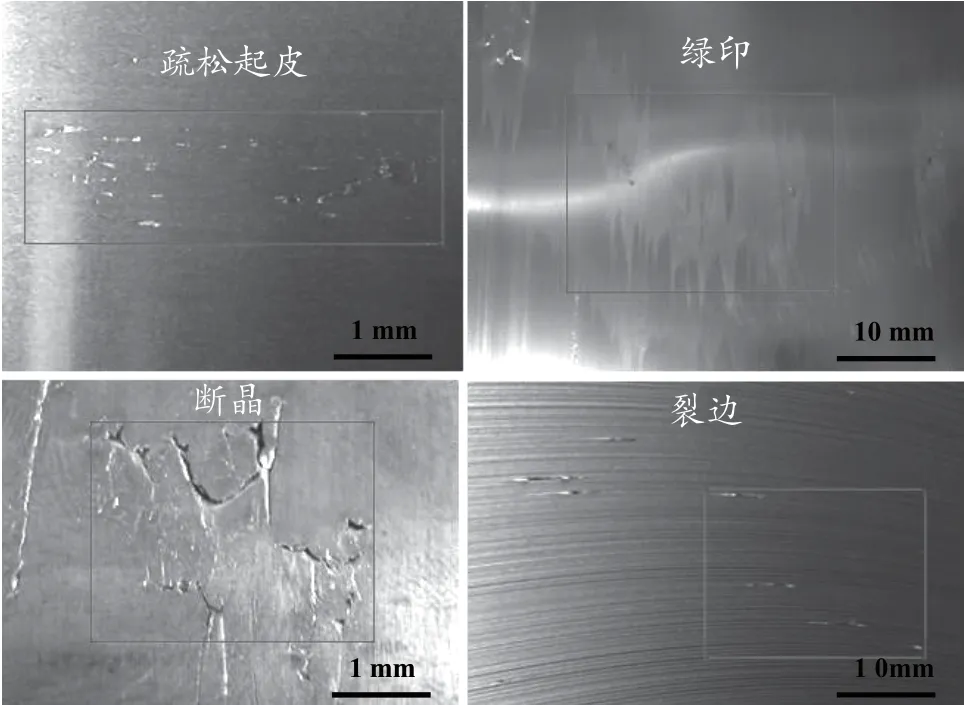
圖2 制備的錫磷青銅C5210合金帶材的表面缺陷
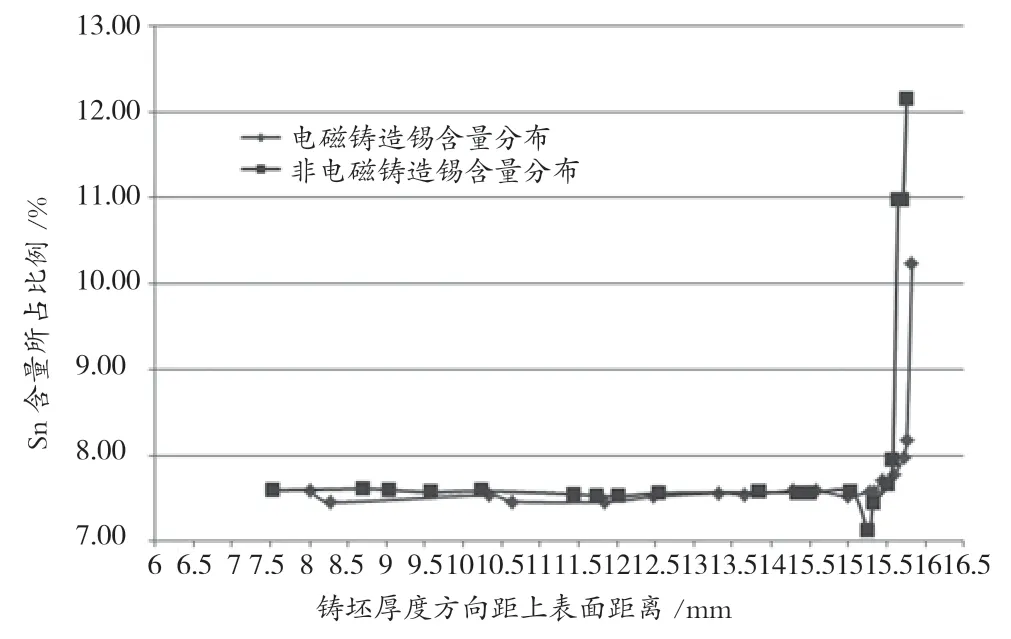
圖3 采用兩種工藝制備鑄坯中錫含量分布對比圖
表2為是否采用電磁鑄造技術制備C5210合金帶材各階段的合格率,在采用電磁鑄造技術后制料合格率由60.8%提高至62.5%,留底料合格率由81.13%提高至95.23%,成品合格率由76.9%提高至86.59%。同時采用電磁鑄造技術后石墨使用壽命由6天提高至10天。此外,是否采用電磁鑄造技術對鑄造后水平連鑄坯料晶粒組織影響較大,如圖4(a)所示,工藝一中未采用電磁鑄造技術制備的連鑄坯大多由100~500μm的近似等軸的晶粒組成,這些粗大晶粒之間分布著部分小于100μm的等軸晶粒。圖4(b)所示為工藝二采用電磁鑄造技術制備連鑄坯的金相組織,圖中晶粒尺寸明顯更小且晶粒大小更均勻,基本由100~200μm等軸晶粒組成。
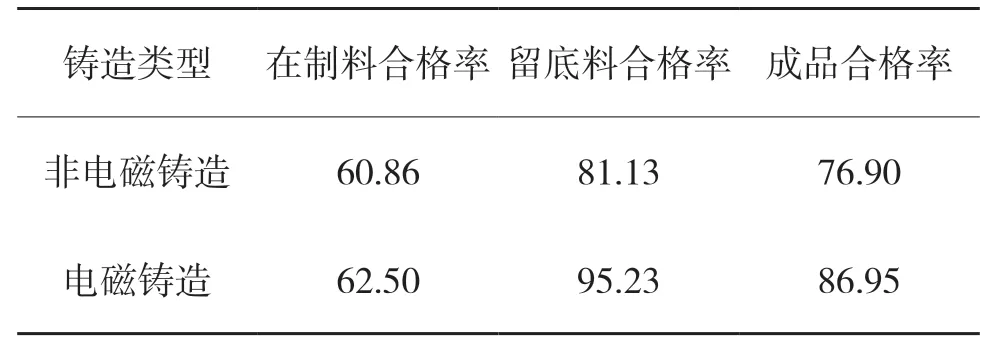
表2 電磁鑄造與非電磁鑄造各階段合格率對比 %

圖4 采用兩種工藝水平連鑄的鑄坯表面晶粒組織
3.2 兩種工藝對帶材組織和性能的影響
圖5為工藝一和工藝二在鐘罩爐退火1中退火后的金相組織,表3為退火后的室溫拉伸抗拉強度和延伸率、維氏硬度以及金相組織的晶粒度統計。采用工藝一退火后基本為等軸的再結晶晶粒,同時也形成少量的孿晶,平均晶粒尺寸為55μm左右。采用工藝二退火后也是完全再結晶組織,也形成了少量的孿晶,但晶粒尺寸明顯更小,其平均晶粒尺寸為28μm。在工藝一中經過鐘罩爐退火1退火后的抗拉強度為360MPa,延伸率為66%,維氏硬度為84 N/mm2。在工藝二中經過鐘罩爐退火1退火后的抗拉強度增加至410MPa,維氏硬度增加至95 N/mm2,延伸率為62%。

表3 兩種工藝下鐘罩爐退火1退火后的各項性能
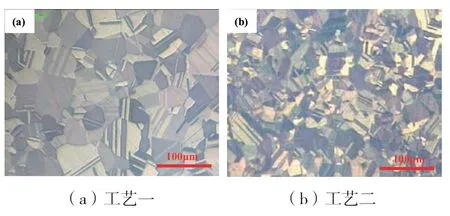
圖5 兩種工藝下鐘罩爐退火1退火后的金相
圖6為工藝一和工藝二在氣墊爐退火后的金相組織,表4為氣墊爐退火后的室溫拉伸抗拉強度和延伸率、維氏硬度以及金相組織中晶粒度的統計。工藝一退火后基本發生了完全再結晶,形成了平均晶粒尺寸為9μm左右的等軸晶粒,退火后抗拉強度為440MPa,延伸率為68%,維氏硬度為104 N/mm2。工藝二中退火后形成了晶粒尺寸更小的完全再結晶組織,平均晶粒尺寸為2.5μm左右,退火后抗拉強度增加至480MPa,延伸率為65%,維氏硬度為115 N/mm2。
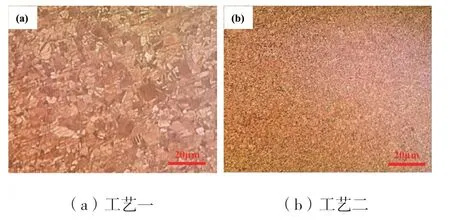
圖6 兩種工藝下氣墊爐退火后的金相
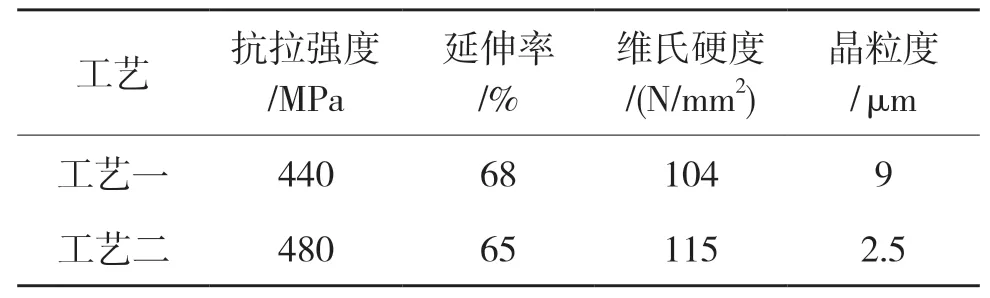
表4 兩種工藝下氣墊爐退火后的各項性能
圖7為工藝一和工藝二在精軋后的金相組織,表5為精軋的室溫拉伸抗拉強度和延伸率、維氏硬度以及金相晶粒度的統計。工藝一中精軋后和氣墊爐退火后的晶粒組織基本沒有差別,由平均晶粒尺寸為9μm左右的等軸晶粒組成,精軋后的抗拉強度為750MPa,延伸率為11%,維氏硬度為241 N/mm2。工藝二中精軋后和氣墊爐退火后的晶粒組織同樣沒有差別,由平均晶粒尺寸為2.5μm左右的等軸晶粒組成,精軋后抗拉強度為760MPa,延伸率為15%,維氏硬度為242 N/mm2。
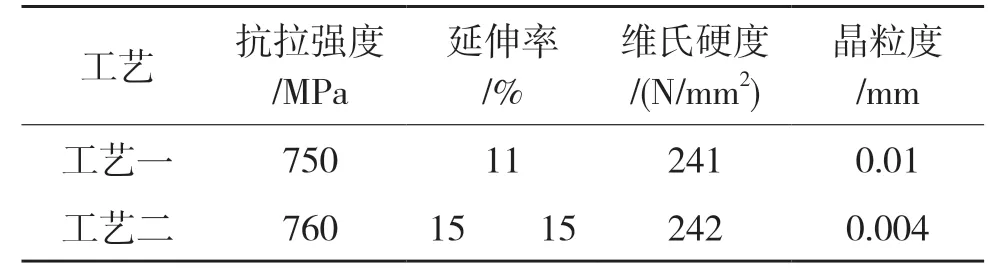
表5 兩種工藝下精軋后的各項性能
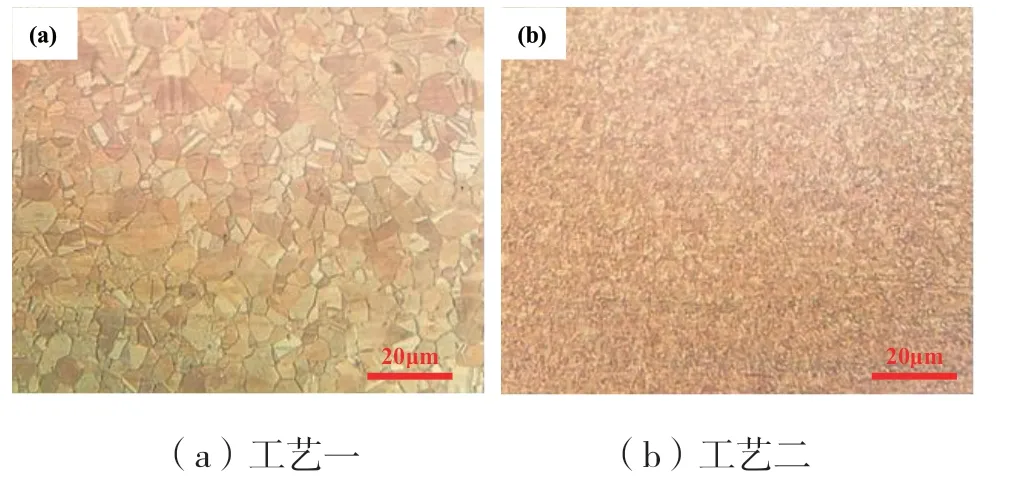
圖7 兩種工藝下精軋后的金相
在鐘罩爐退火,氣墊爐退火以及精軋后,相對于工藝一,工藝二制備的C5210合金帶材的力學性能明顯更高,主要是因為在工藝二中,晶粒組織中晶粒尺寸更小,通過晶界強化貢獻的強度更多。工藝二中晶粒尺寸更小主要是因為增加了電磁攪拌工藝使得連鑄坯晶粒更小,以及工藝二中退火的溫度更低,晶粒再結晶后長大速度更慢。
3.3 兩種工藝對帶材的沖壓和折彎性能的影響
圖8為采用兩種工藝制備的0.15mm厚C5210合金帶材折彎后的表面形貌,折彎R/T=1,即折彎半徑R=1.5mm。采用工藝一制備的帶材折彎后表面出現明顯的裂紋,而采用工藝二制備的帶材折彎后表面光滑且未見折彎裂紋。
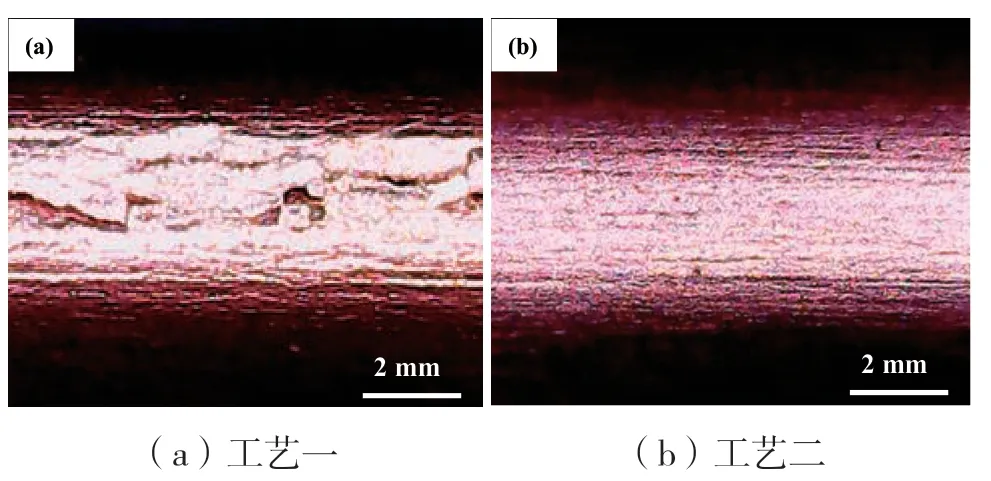
圖8 采用兩種工藝折彎后表面形貌
圖9為兩種工藝制備的0.15mm厚C5210合金帶材沖壓后在折彎位置的表面形貌,采用工藝一制備的帶材沖壓后表面出現明顯的裂紋,而采用工藝二制備的帶材表面未見裂紋。
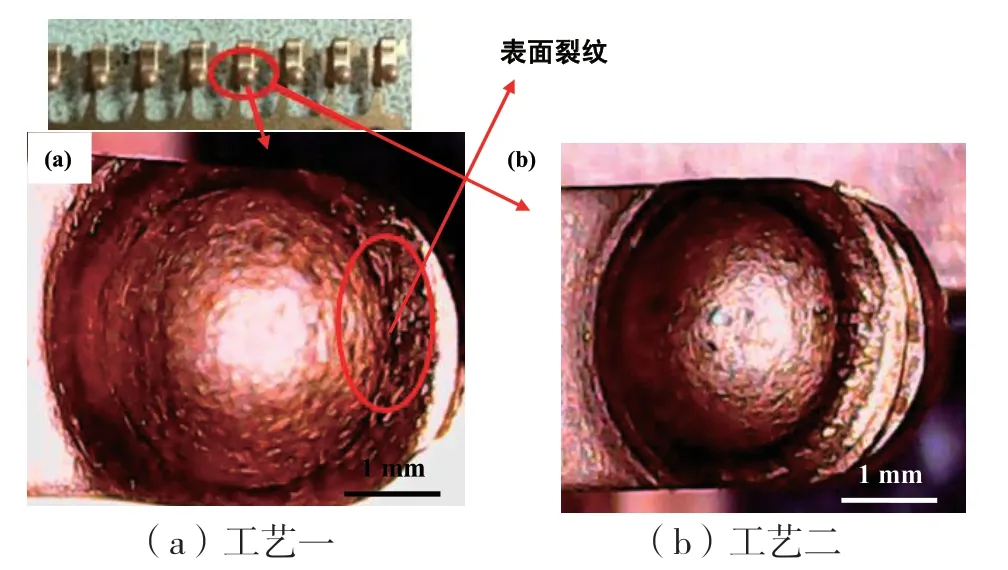
圖9 采用兩種工藝沖壓后表面形貌
圖10為采用兩種工藝制備的0.15mm厚C5210合金帶材沖壓制備的零部件圖,采用工藝一制備的帶材沖壓后折彎位置出現明顯的裂紋,采用工藝二制備的帶材沖壓后在折彎處表面光滑,未見裂紋。
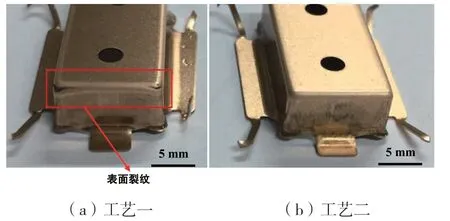
圖10 采用兩種工藝沖壓后的成品
兩種工藝制備的0.15mm厚C5210合金帶材折彎性能差別較大,采用工藝二制備的帶材折彎性能明顯更好,這主要是因為采用工藝二制備的帶材晶粒組織更小,在折彎過程中有更多的晶粒能協調變形,變形均勻性更好。
4 結論
本文主要采用了兩種工藝制備厚度0.15mm的C5210合金帶材,工藝一是水平連鑄坯均勻化后進行冷軋開坯軋制,后續經過多道次冷軋和退火處理;工藝二是采用電磁攪拌鑄造技術進行水平連鑄,在冷軋開坯軋制后進行均勻化處理,后續再進行多道次冷軋和退火處理,且退火溫度更低。此外,還得到以下結論:
(1)水平連鑄制備C5210合金時采用電磁鑄造技術使得連鑄坯晶粒尺寸由300μm左右減小至100μm左右。此外,增加電磁鑄造技術以及先冷軋開坯后均勻化處理的方式,顯著減少了后續軋制過程中出現疏松起皮、綠印、斷晶和裂紋等缺陷。
(2)采用工藝二制備的C5210合金帶材的晶粒尺寸更小,室溫拉伸強度和維氏硬度更高。相比于工藝一,工藝二在鐘罩爐退火1退火后晶粒尺寸由55μm減小至28μm,抗拉強度由360MPa升高至410MPa,維氏硬度由84 N/mm2提高至95 N/mm2;工藝二在氣墊爐退火后平均晶粒尺寸由9μm減小至2.5μm,抗拉強度由440MPa提高至480MPa,維氏硬度由104 N/mm2提高至115 N/mm2。
(3)采用工藝一制備的C5210合金帶材在折彎機和沖壓制備零件后均容易出現開裂現象,而采用工藝二制備的合金帶材在折彎沖壓制備各種帶材后不會出現開裂現象。主要是因為采用工藝二制備的合金帶材晶粒尺寸更小,協調變形的能力更好。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52