螺旋槽專用數控銑床立柱拓撲優化設計
2022-08-23 01:42:38薛柏惠楊赫然孫興偉董祉序
機械工程與自動化 2022年4期
薛柏惠,楊赫然,孫興偉,董祉序,劉 寅
(沈陽工業大學 機械工程學院,遼寧 沈陽 110870)
0 引言
螺旋槽專用數控銑床[1]機械結構主要由主傳動系統、進給系統及基礎支承件等組成,立柱是連接機床床身與刀具的重要基礎支承件之一。機床加工過程中,在外載荷作用下立柱的變形和振動會影響機床的加工精度[2]。基于拓撲優化[3]的方法來改善機床的動態特性,可實現整機輕量化設計、降低制造成本。
本文以某系列螺旋槽專用數控銑床的立柱結構為研究對象,在對立柱結構進行靜、動態特性分析的基礎之上,采用拓撲優化的方法對立柱進行結構優化設計,根據拓撲優化結果改進結構,并利用響應面法對立柱改進結構參數尺寸進行優化選擇,在保證制造工藝的前提下,最終確定立柱結構最佳結構廓形及尺寸。
1 立柱有限元分析
1.1 螺旋槽專用數控銑床立柱有限元模型建立
根據某螺旋槽專用數控銑床的整體參數,在三維建模軟件SolidWorks中建立該螺旋槽專用數控銑床模型,如圖1所示。
機床立柱材料為HT150,簡化后的立柱三維模型如圖2(a)所示。利用有限元分析軟件ANSYS Workbench對其進行網格劃分,網格劃分后得到單元數為1 568 897個、節點數為1 064 893個,網格平均質量為0.89,網格質量滿足分析需求。立柱有限元模型如圖2(b)所示。
1.2 立柱靜態特性分析
機床切削力載荷常用的計算方法有兩種,即指數公式法和功率估算法,本文采用功率估算法對該銑床銑削時產生的銑削力進行計算。功率估算法將切削時電機消耗分為主切削力和進給力所消耗的功率。機床切削力計算相關參數如表1所示。
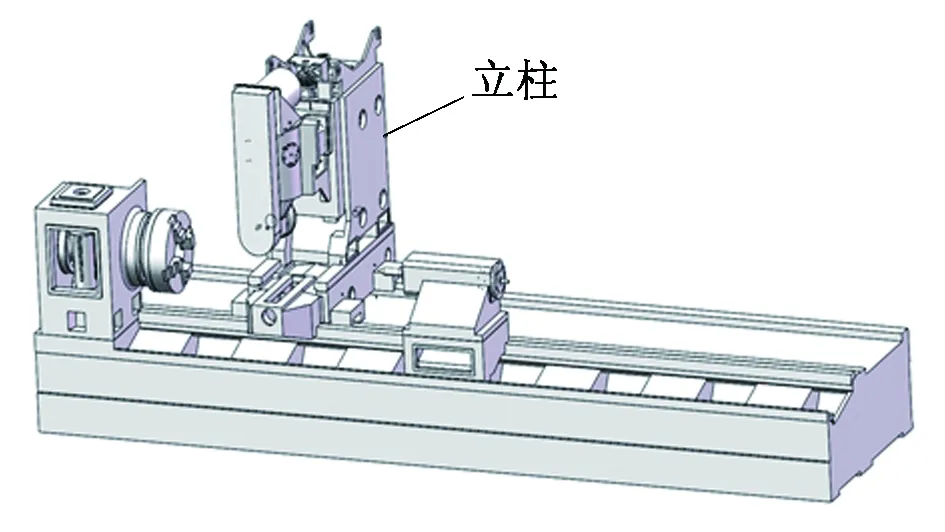
圖1 某螺旋槽專用數控銑床三維模型
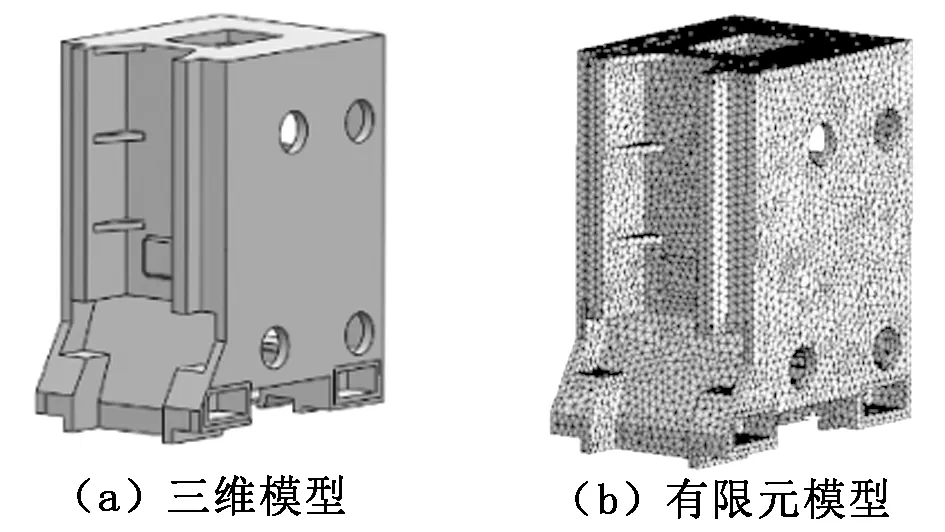
圖2 立柱三維模型和有限元模型
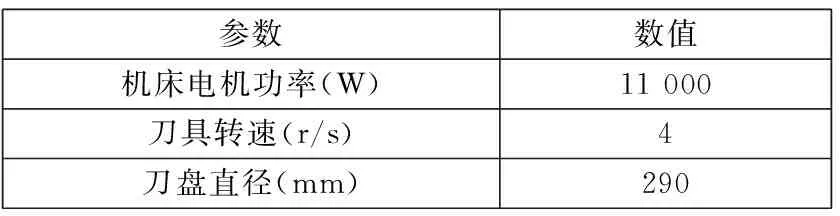
表1 機床切削力計算相關參數
該銑床在加工時進給力相對于切削力來說很小,忽略進給力所消耗的功率,將切削力功率看成電機功率的主要成分。該銑床工作時立柱所受到的切削力由式(1)及式(2)計算得出[4]:
Fc=Pcvc.
(1)
vc=πdn01 000.
(2)
其中:Fc為機床切削力,N;Pc為切削功率,W;vc為切削速度,m/s;d為刀具直徑,mm;n0為刀具轉速,r/s。
作用在立柱上的切削力各向分力可由式(3)計算得出:
Fx=F2c-F2z-F2yFy=0.3FcFz=0.5Fc.
(3)
其中:Fx為X向切削力,N;Fy為Y向切削力,N;Fz為Z向切削力,N。
在有限元分析軟件ANSYS Workbench的靜力分析模塊中施加由式(3)計算得出的切削力,同時對立柱有限元模型施加約束及載荷。最終獲得的立柱總變形云圖、等效應變云圖和等效應力云圖分別如圖3~圖5所示。
通過靜力分析可知,機床立柱最大變形出現在立柱前側與頂部連接處,最大變形量為20.48 μm,由立柱應力和應變云圖得出立柱在X軸負方向發生彎曲。
1.3 立柱模態分析
立柱的動態特性反眏其受外部激振時的結構穩定性。其中低階模態基本決定了立柱的動態性能,通過模態分析得到的立柱前4階振型云圖如圖6~圖9所示。
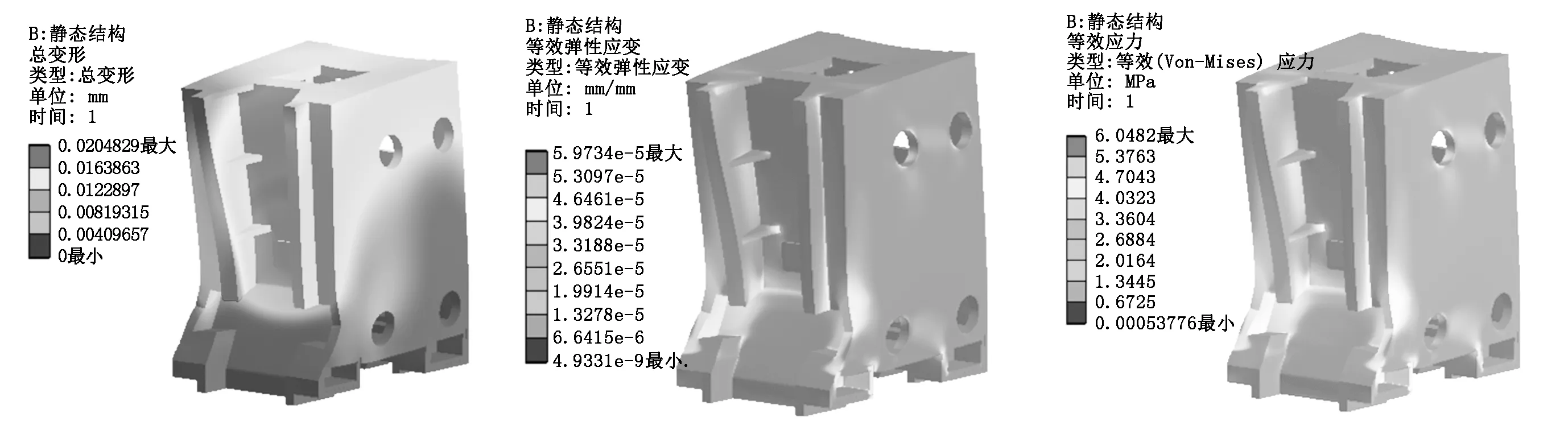
圖3 立柱總變形云圖 圖4 立柱等效應變云圖 圖5 立柱等效應力云圖
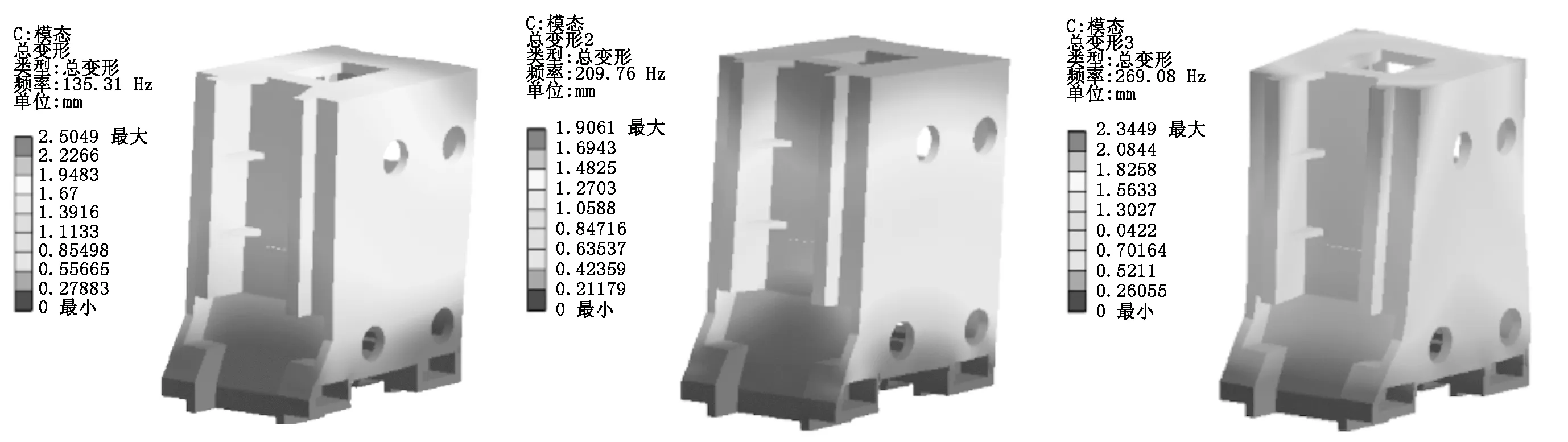
圖6 立柱第1階振型云圖 圖7 立柱第2階振型云圖 圖8 立柱第3階振型云圖
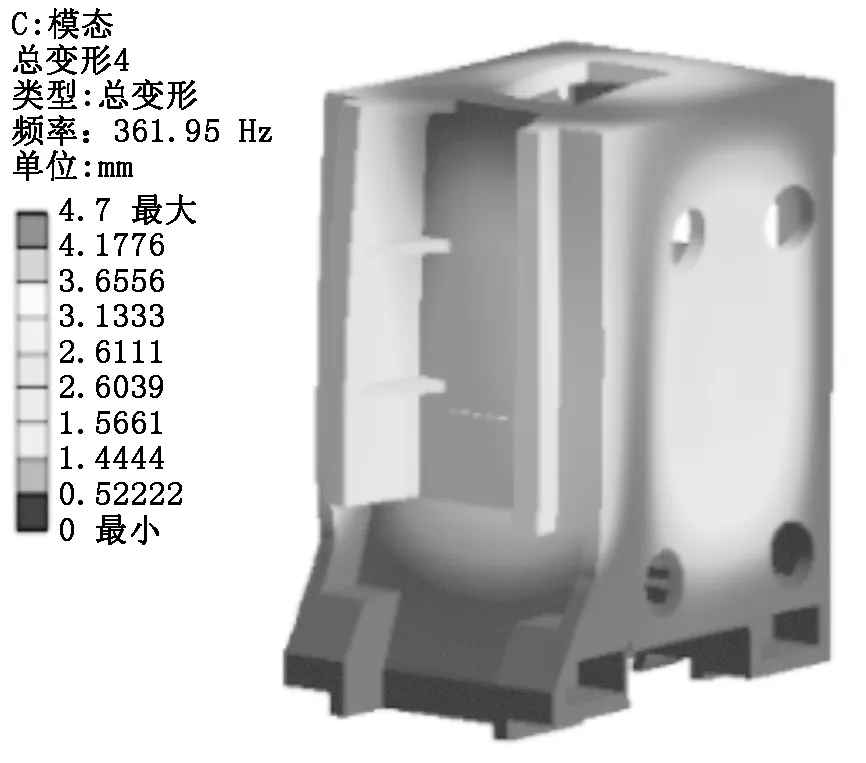
圖9 立柱第4階振型云圖
根據模態分析結果可知,立柱1階固有頻率下的模態振型為立柱上部沿Y軸左右擺動,2階固有頻率下的模態振型為立柱上部沿X軸前后呼吸振動。
2 立柱拓撲優化
由上述分析結果可知,立柱雖然滿足使用設計要求,但立柱前側與頂部連接處為變形量最大的位置,立柱前側右地腳等效應力偏大。在不影響裝配的情況下,為保證加工精度,可對立柱前側進行結構優化,改善立柱的動靜態特性;并通過拓撲優化的方法,獲得立柱材料質量的最佳分布。
本文采用拓撲優化方法中的變密度法對立柱結構進行優化設計,在拓撲優化的數學模型前引入特征函數:
ρ(x)=0x∈θvoid1x∈θmat.
(4)
其中:ρ(x)為結構材料的特征屬性;θvoid為孔洞區域;θmat為實體結構區域。若某處為保留區域,特征屬性賦值為“1”;若此處為可移除區域,則材料被刪除,特征屬性賦值為“0”。本文中立柱的拓撲優化數學模型表示為:
findX=[x1,x2,…,xn]T
mininizef(X)=FTUs.t.V≤V*F=KUxi∈{0,1}i=1,2,3,…,n.
(5)
其中:xi為特征變量,即設計變量;n為設計變量的個數;f(X)為目標函數,代表立柱結構的柔度;F為結構所受外力向量;U為結構位移向量;V為優化后立柱體積上限值;V*為優化前體積;K為總剛度矩陣。
在拓撲優化求解設置中,考慮到立柱裝配布置的需求,為避免優化后立柱結構改變使其與其他結構件裝配發生干涉,排除立柱前側、地腳固定區域、立柱頂部及立柱后側,其余部分為優化區域。
使用ANSYS Workbench的拓撲優化模塊對立柱進行拓撲優化計算。最終立柱正面和底面的優化結果如圖10所示。
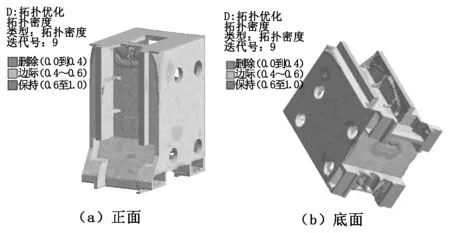
圖10 立柱優化結果
在優化分析結果中,將保留結果值定義為0.1,可移除區域顯示為立柱前側偏上部分區域、立柱底部中間區域和立柱后側絲杠裝配區域。為提高立柱剛度,在立柱前側中間部分增加筋結構。
3 基于響應面法的立柱結構尺寸優化
采用響應面優化法對立柱改進尺寸進行優化設計,設定多目標優化對立柱尺寸進行最優選取。
對拓撲優化后的立柱尺寸進行優化,其中11個設計變量相對獨立互不干涉,同時考慮到立柱裝配和制造工藝要求,對11個設計變量制定取值范圍,立柱優化選取參數名稱、初始值及取值范圍如表2所示。
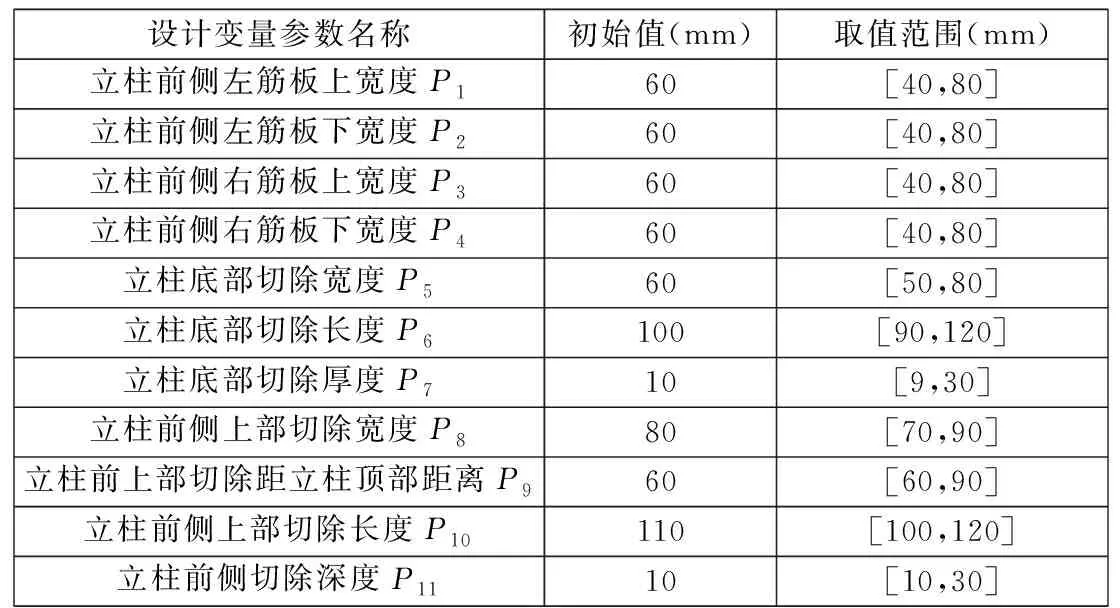
表2 立柱優化選取參數名稱、初始值及取值范圍
考慮到試驗設計的經濟性以及結構優化分析的高效率和適用性,采用擬合精度較高的Box-Behnken Design(BBD)方法[5]計算出每組的最大變形量、等效應變值、等效應力值和前4階固有頻率值。設置立柱多目標函數和約束條件如下:
minimizeDminimizeσminimizeδminimizemmaximizeM1maximizeM2maximizeM3maximizeM4s.t.m≤m*,σ<[σ].
(6)
其中:D為立柱最大變形量;σ為立柱等效應力最大值;[σ]為材料許用應力;δ為立柱最大等效應變;M1~M4分別為立柱第1階~第4階固有頻率值;m*為立柱原始總質量;m為立柱優化后總質量。
4 立柱優化結果分析
在ANSYS Workbench軟件中,使用基于響應面法優化[6]模塊對設計變量進行多目標尋優,對最終結果圓整后的立柱設計變量最優結果如表3所示。
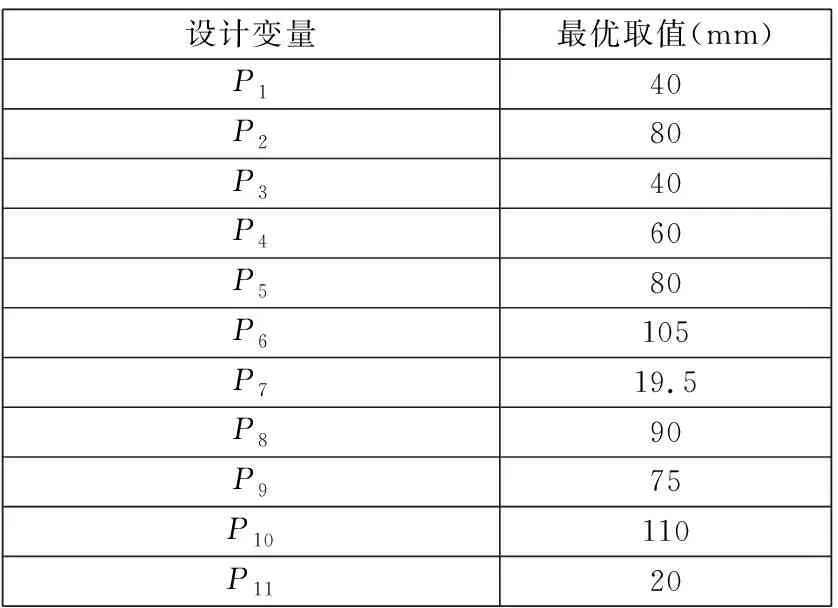
表3 立柱設計變量最優解
對優化后的結構進行仿真分析,并對立柱優化前、后的性能參數進行對比,結果如表4所示。由表4可知:最大變形量減小了24.9%,最大等效應力減小了21.3%,最大等效應變降低了15.9%,1階~4階固有頻率都有一定程度的提升,立柱優化后質量減輕且改進后立柱的鑄造難度沒有增加。
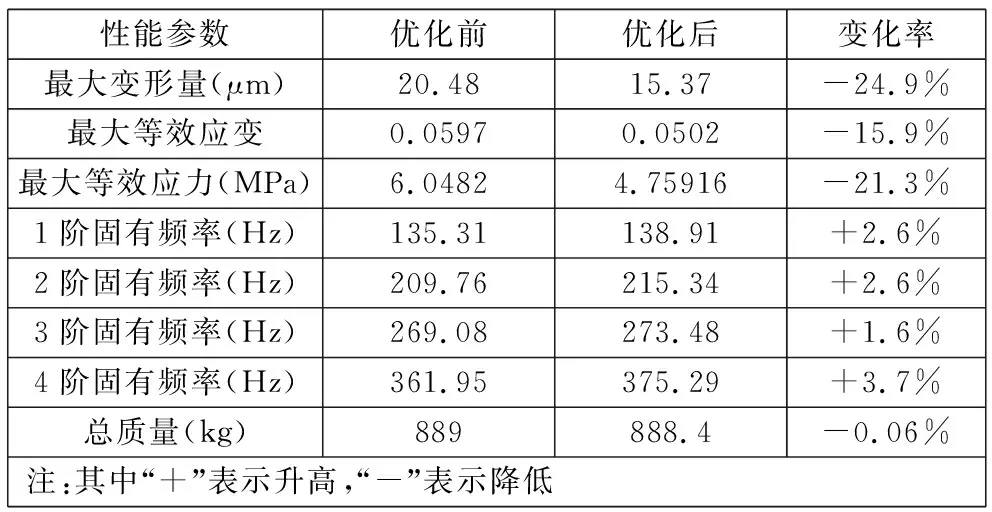
表4 立柱優化前后性能參數對比
5 結語
為改善螺旋槽專用數控銑床立柱的工作性能,從而保證機床的加工高精度,在對立柱進行有限元分析的基礎上,運用拓撲優化方法對其結構廓形進行改進并基于響應面優化的方法確定立柱結構的最優尺寸。優化后的立柱在質量有所降低的情況下,其最大變形量、最大等效應變、最大等效應力均有所下降,且其前幾階固有頻率均有較顯著的提升。本文提出的方法為機床類產品的關鍵零部件或類似機械結構優化設計提供了理論指導。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
哲學評論(2021年2期)2021-08-22 01:53:34
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中華詩詞(2019年7期)2019-11-25 01:43:04
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
現代企業(2015年9期)2015-02-28 18:56:50
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
