N80 鋼級直縫高頻焊石油套管的研制
2022-08-24 04:06:46李遠征畢宗岳陳浩明陳佳遙唐家睿高盟召侯永利
焊管 2022年8期
0 前 言
石油套管是固定油氣井井壁用鋼管, 用于各油田的鉆采作業。 由于其所處的工作環境和條件惡劣, 要求套管不但要承受套管柱產生的拉力,還要承受地層蠕動等而產生的挫斷力、 射孔帶來的開裂力等
。 通常, 石油與天然氣開采用的套管需滿足API 標準的相關要求, API SPEC 5CT
標準規定, J55、 N80、 P110 等鋼級套管有無縫管和電焊管兩種類型, 與無縫管相比, 電焊管具有生產效率高、 尺寸精度好、 規格范圍寬、 母材缺陷少等優勢而被廣泛推廣應用
,因此, 國際上普遍采用高質量的焊管 (API SPEC 5CT) 取代無縫鋼管
。 20 世紀80 年代初,美國、 加拿大等國就已將高頻直縫電阻焊(HFW) 套管應用在3 000 m 深井中
。 在國內,由于各生產廠家對HFW 鋼管技術的掌握程度不同、 思想認識不同以及產品定位不同等種種原因
, HFW 套管發展緩慢, 目前主要以J55 鋼級為主, 并用作表層套管, 對于市場應用廣泛、 更高級別的N80 鋼級表層套管和油層套管用量很少。 為了進一步發揮HFW 套管技術與效益優勢, 為油田用戶降本增效, 采用高頻焊+全管體熱處理工藝, 開發了性能優良的N80 鋼級HFW 套管。
本研究針對試制的N80 鋼級HFW 套管開展了理化性能檢測和全尺寸實物性能試驗研究。
對于因物業服務企業擅自提高收費標準或者巧立名目亂收費而導致業主拖欠物業服務費的情形,筆者認為物業服務企業擅自提高收費標準或者亂收費的行為違反了法律規定,超出收費標準的部分應當確定為無效,業主應當按照當地政府物價部門規定的收費標準繳納物業服務費,對于多余的部分可以不繳納,同時政府價格監督管理部門應當對物業服務企業的違法收費行為給予行政處罰。
1 試驗材料
API SPEC 5CT 標準對Φ244.48 mm×11.05 mm N80 鋼級套管性能要求如下: 屈服強度為552~758 MPa, 抗拉強度>689 MPa, 延伸率≥18%,管體橫向沖擊功≥14 J。 因此, 在化學成分設計時, 一方面要考慮套管管坯的成型焊接質量, 另一方面也要考慮鋼管的淬透性, 確保管材熱處理后性能滿足標準要求。 C 和Mn 是鋼中最基本的強化元素, 可顯著提高鋼的淬透性, 但是當兩者的含量均較高時, 會產生嚴重的偏析帶, 造成焊縫韌性下降。 在鋼中添加少量的Nb、 V 和Ti,除了細化晶粒以外, 也能提高鋼的高溫回火性能和強度。 S、 P 是有害元素, 會降低管坯的塑性和韌性, 故應盡可能降低其含量。 試驗套管的化學成分見表1。

2 HFW 套管試制工藝
(1) 卷板規格為1 530 mm×11.05 mm。 板坯最終軋制溫度設定為860 ℃, 卷取溫度設定為600 ℃。 卷板制備工藝流程為: 鐵水預處理→轉爐冶煉→LF 爐精煉→連鑄→加熱→粗軋→精軋→層流冷卻→卷取→檢驗→包裝出廠。
(2) 管坯規格為Φ244.48 mm×11.05 mm。 焊接功率設定為400 kW, 焊速設定為15 m/min。 焊管坯制備工藝流程: 卷板拆卷→縱剪→鋼板邊緣加工→管成型→焊接→內外毛刺清除→焊縫無損探傷→定徑→飛剪→靜水壓試驗→稱重、 測長、打標記。
從表2 可知, 試制套管壁厚偏差和外徑偏差分別為-0.1%~1.1%和0.18%~0.82%, 優于無縫套管且完全滿足API SPEC 5CT 要求(壁厚≥-12.5%t,外徑為-0.5% OD ~+1.0% OD), 高幾何尺寸精度和均勻壁厚可有效提升管體的抗外壓擠毀性能。
(4) 采用進口數控專用螺紋機床加工API SPEC 5B
標準的偏梯螺紋。
3 試驗結果
3.1 幾何尺寸
分別在熱處理前后的試驗管上制取金相試樣, 經研磨、 拋光后用4%的硝酸酒精侵蝕, 使用Olympus-PMG3 型顯微鏡觀察試樣的顯微組織形貌, 結果如圖3 所示。 由圖3 (a) 可以看出,熱處理前焊縫區域金屬流線特征明顯, 這是由于在焊接過程中, 母材中的偏析帶和軋制線在高溫作用下并未完全熔化或溶解, 在管壁兩側壓力作用下形成的一種結晶組織; 圖3 (b) 表明, 熱處理前母材組織為鐵素體+珠光體且存在一定的偏析現象, 帶狀組織為2.5 級, 晶粒度為10 級,與熱處理前母材組織相比, 焊縫中心珠光體含量降低, 鐵素體含量增多, 這與碳元素燒損或富碳液相 (含C、 Mn 等) 被擠出有關; 圖3 (c) 和圖3 (d) 表明, 全管經熱處理后, 焊縫、 熱影響區和母材的組織相似, 組織中的鐵素體基體中彌散分布著大量細小的碳化物顆粒, 組織類型為回火索氏體+少量鐵素體, 回火索氏體是馬氏體高溫回火的產物, 具有細密的結構和優良的綜合力學性能。
在試制套管上取樣并加工拉伸試樣, 試樣尺寸為50.8 mm×31.8 mm。 按照ASTM A370
標準要求進行拉伸試驗; 同時根據ASTM E23
標準要求在0 ℃條件下進行沖擊試驗, 沖擊試樣尺寸為7.5 mm×10 mm×55 mm, 試驗結果見表3。 由表3 可知, 經過全管熱處理后的HFW 套管的母材橫向和焊縫中心的的沖擊功值大幅超出標準要求且接近一致, 基本實現了母材和焊縫的“等韌性” 匹配, 同時所試制套管的屈服強度、 抗拉強度和延伸率也達到了API SPEC 5CT 標準要求的中上線水平。
(5)單體濃度在m(AMPS)∶m(AA)∶m(AM)為6∶4∶2,水浴溫度65℃,引發劑加量0.2%,pH值為6條件下合成緩凝劑,并配置水泥漿(配方A)進行性能評價,實驗數據顯示最佳的合成單體濃度為30%(表5)。

(3) 采用步進連續式加熱爐將管坯加熱到A
以上并保溫一定時間, 經高壓水除鱗、 輥道運輸, 再由旋轉機構運送至淬火裝置, 并采用外淋+內噴冷卻方式進行快速冷卻; 在回火爐中進行全管高溫回火和熱旋轉矯直處理, 熱矯直溫度≥400 ℃。
3.2 拉伸與沖擊性能
2.4 艾滋病干預檢測服務利用 三種職業流動人口獲得免費安全套和宣傳材料的比例差異均無統計學意義(P>0.05)。三種職業流動人口僅有25人最近一年接受過HIV檢測,知道檢測結果和曾接受檢測前咨詢服務的比例均為76%(19人),其中,建筑工人接受檢測前咨詢的比例最高;企業工人知曉檢測機構、最近一年接受過HIV檢測的比例均高于其他兩種職業,見表2。

3.3 壓扁試驗
Φ244.48 mm×11.05 mm N80 鋼級直縫高頻焊套管擠毀試驗后形貌如圖4 所示, 實際抗擠毀強度最大值43.5 MPa, 最小值40.1 MPa, 平均值41.8 MPa, 遠遠超出API TR 5C3
的標準要求, 充分表明HFW 焊接套管具有優異的抗擠毀性能。

3.4 顯微組織分析
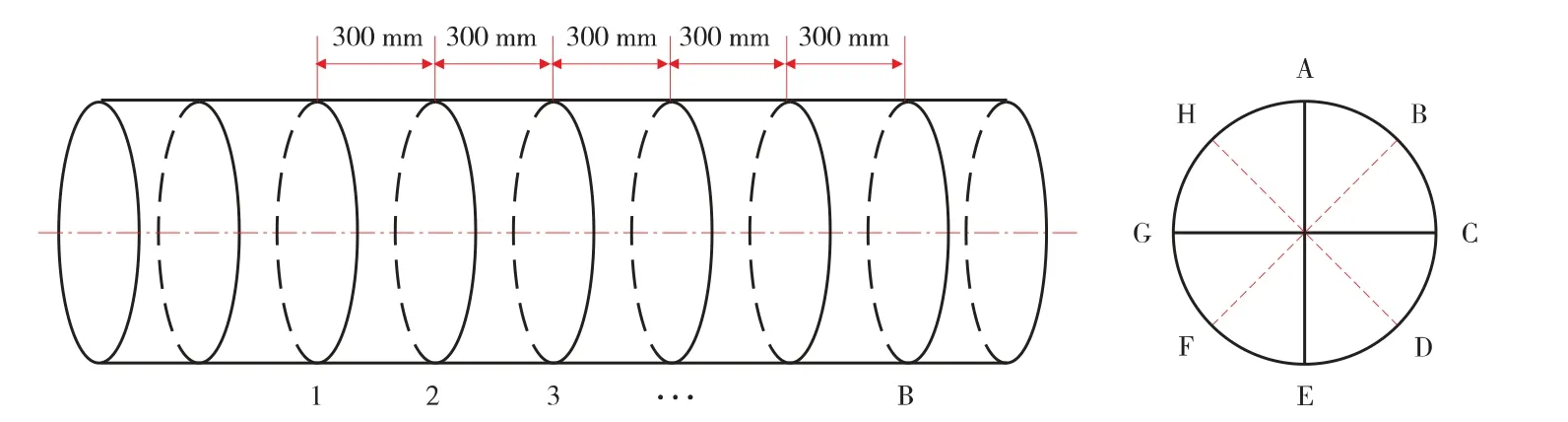
采用外徑千分尺、 壁厚測厚儀及普通長度量具等對N80 鋼級直縫高頻電阻焊套管的幾何尺寸進行測量, 檢測位置如圖1 所示, 檢驗數據見表2。
礦區內圈出Ⅰ號、Ⅱ號鉛鋅礦體,賦存于硅化強烈的阿克沙克組灰巖中,礦體呈透鏡狀,其長軸方向與圍巖走向平行,產狀與圍巖基本一致(圖5),局部有穿層現象,同時在鉛鋅礦體中亦可見灰巖的殘留體。

3.5 抗擠毀性能
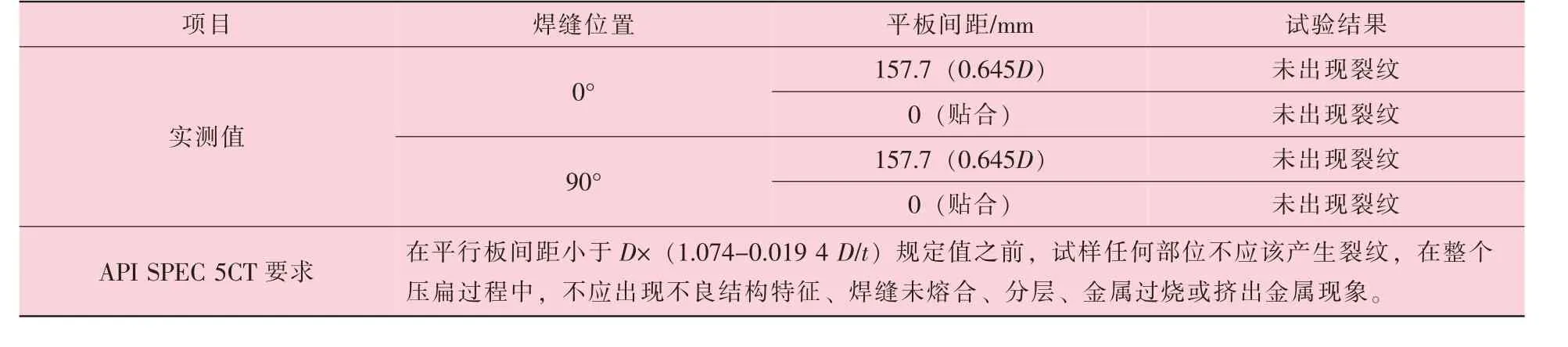
壓扁試樣管環長度為100 mm, 分別在焊縫0°和90°位置進行試驗, 結果見表4, 壓扁后試樣宏觀形貌如圖2 所示。 可以看出, 在焊縫0°和90°位置將試樣壓至平行間距157.7 mm 時,焊縫及其他位置均無裂紋; 壓至管壁貼合時, 母材沒有出現分層現象, 焊縫無裂紋, 這表明材料焊接性良好, 焊縫性能優良。
3)泛雅平臺很有效地解決了一刀切教學模式下,無法掌握每個學生的學習情況,通過平臺的作業完成情況以及課程瀏覽情況,結合每單元結束后的測試,能夠充分了解學生對課程的掌握度。但是學生們無法掌握自己相對于其他同學的學習情況,平臺可以發布課程完成度榜單以及教師給學生評價系統以激勵學生努力學習,提高效率。

3.6 接頭實物性能
試制的Φ244.48 mm×11.05 mm N80 BC 螺紋直縫高頻焊套管在室溫下進行極限載荷試驗, 試驗結果見表5。 由表5 可以看出, 試制的直縫高頻焊套管抗滑脫性能、 抗內壓至失效強度均超出標準要求13%以上, 確保了工程所需的性能要求。

4 結 論
(1) 采用高頻焊+全管體調質熱處理工藝制造的N80 鋼級套管的幾何尺寸、 理化性能和全尺寸實物性能均滿足相關標準要求。
(2) 經全管調質處理后, HFW 套管的焊縫、熱影響區和母材組織性能差異較小, 組織為回火索氏體+少量鐵素體, 基本實現了焊縫與母材“等韌性” 匹配。
(3) HFW 焊接套管尺寸精度高, 性能均勻,且具有良好的抗擠毀性能。
[1] 張作貴,董曉明,田青超,等. N80 ERW 套管調質前后焊縫組織演變的EBSD 研究[J].電子顯微學報,2010,29(1):98-103.
[2] 美國石油協會. 套管和油管規范(第10 版):API SPEC 5CT [S]. 華盛頓:美國石油協會出版業務部,2018.
[3] 張始偉. ERW 石油套管的應用及市場分析[J]. 焊管,2008,31(1):12-19.
[4] 侯慶平. 直縫ERW 石油套管N80 的研制[J]. 金屬世界,2009(1):7-9.
[5] 介升旗, 劉永平. 國內ERW 焊管發展現狀及其質量控制[J]. 焊管,2006,29(6):74-79.
[6] 郝慶樂. 中小口徑高頻焊管無縫化技術與裝備開發研究[D]. 北京:北京科技大學, 2018.
[7] 張曉磊,劉妍,袁曉鳴,等. N80 級ERW 石油套管用鋼的組織轉變及性能[J]. 包鋼科技,2021,47(4):50-53.
[8] 聶向暉,王瀅,劉小峰,等. HFW 焊縫結構參數對其沖擊性能的影響[J]. 熱加工工藝,2012,41(15):8-11,15.
[9] 肖紹嵩. 石油套管及鉆桿生產現狀及發展趨勢[J]. 石油礦場機械,2002,31(6):19-22.
[10] 劉法濤,張始偉. 由新日鐵ERW 套管看我國高鋼級ERW 套管的發展[J]. 焊管,2006,29(2):5-9.
[11] 李記科,齊玉釵,高建忠. 國內ERW 鋼管生產情況[J]. 焊管,2006,29(6):63-67.
[12] 美國石油協會. 套管、油管和管線管螺紋加工、測量和檢驗:第16 版:API SPEC 5B[S]. 華盛頓:美國石油協會出版業務部,2017.
[13] 美國材料與試驗技術委員會. 鋼產品機械性能試驗的標準試驗方法和定義:ASTM A370[S]. 西康舍霍肯:美國材料與試驗學會,2017.
[14] 美國材料與試驗技術委員會. 金屬材料缺口沖擊試驗的標準試驗方法:ASTM E23[S]. 西康舍霍肯:美國材料與試驗學會,2018.
[15] 美國石油協會. 套管或油管的性能計算 (第17 版):API Technical Report 5C3[S]. 華盛頓:美國石油協會出版業務部,2018.
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
制造技術與機床(2018年12期)2018-12-23 02:40:58
家庭影院技術(2018年4期)2018-05-09 07:07:52
制造業自動化(2017年2期)2017-03-20 14:26:13
專用汽車(2016年4期)2016-03-01 04:13:43
