L360M 鋼管鎢極氬弧自動外根焊工藝
2022-08-24 04:06:48張西雷邵洪波閆光寧
焊管 2022年8期
0 前 言
目前, 焊接鋼管已經廣泛應用于核電、 壓力容器、 石油化工以及海洋工程建設中, 管道對接焊焊接質量的好壞直接關系到管道的服役可靠性與安全性。 管道施工過程中, 常用的焊接方法包括焊條電弧焊(SMAW)、 埋弧焊(SAW)、 熔化極氣體保護焊 (GMAW)、 藥芯焊絲電弧焊(FCAW) 和鎢極氣體保護焊(GTAW)等
。 焊條電弧焊因其根焊完成后, 焊縫背面會產生藥皮,影響射線檢測中缺欠的判斷, 基本不再使用; 而埋弧焊多用于車間內焊接或預制, 很少用于現場管線焊接; 目前長輸管道施工常用的熔化極氣體保護自動焊由內焊機在管道內部焊接完成, 具有焊接效率高、 質量好的優點。 但對于Φ813 mm以下管徑管道, 由于管徑的限制, 要求內焊機結構更緊湊, 同時由于施工成本的因素, 很少采用內焊自動焊工藝, 主要采用手工焊或手工半自動焊焊接工藝
。
隨著國家管網的組建, 長輸管線的施工正在大力推廣自動焊工藝, 外根焊自動焊焊接工藝更加適用于Φ813 mm 以下管徑管道的焊接。在管道施工常用的焊接工藝中, 鎢極氬弧焊具有電弧燃燒穩定、 無飛濺、 焊縫成形美觀、 適用于全位置焊接、 脈沖焊接以及減少焊接熱輸入的優點, 因此是實現單面焊雙面成形的理想焊接工藝
。
本研究以L360M Φ559 mm×12.7 mm 鋼管為例介紹鎢極氬弧自動外根焊工藝, 填充蓋面焊采用氣保護藥芯焊絲自動焊工藝。
1 試驗材料
采用L360M Φ559 mm×12.7 mm 高頻焊接鋼管進行焊接試驗, 鋼管應符合API SPEC 5L—2018 和GB/T 9711—2017 標準PSL2 規定, L360M屈服強度應不小于360 MPa 且不大于530 MPa,抗拉強度應不小于460 MPa 且不大于760 MPa,經過核實管材質量證明書, 其實際屈服強度為401 MPa, 抗拉強度為510 MPa, 符合標準要求,管材化學成分見表1
。

根據等強度原則, 鎢極氬弧自動焊選擇屈服強度不小于390 MPa、 抗拉強度490~670 MPa 的鎢極惰性氣體保護電弧焊用實心焊絲W49A36,經過復檢, 熔敷金屬實際屈服強度452 MPa、 抗拉強度568 MPa, 其化學成分見表2
。

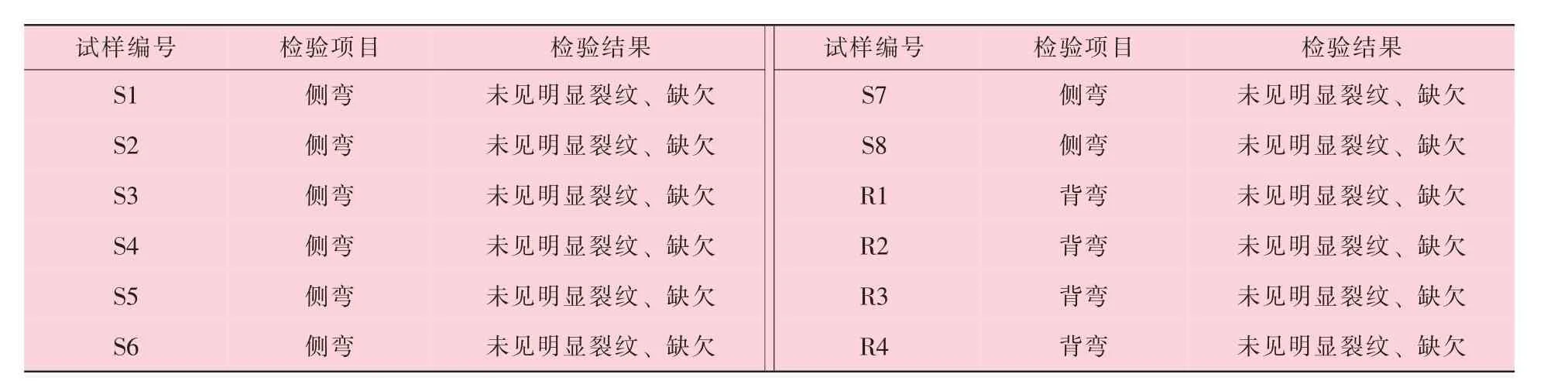
根據要求分別從管周向45°位置截取8 件側彎試樣, 并根據DEC-OGP-G-WD-002—2020-1 《油氣管道工程線路焊接技術規定》 要求在側彎試樣鄰近位置截取4 件背彎試樣, 采用D=90 mm 的壓頭將試樣壓入模具內, 彎曲角度180°
, 試驗結果見表5。
2 焊前準備
鋼管內外表面坡口及兩側10 mm 范圍內管口應完好無損, 無鐵銹、 油污、 油氣、 毛刺等, 并應采用機械法清理至顯現金屬光澤。 相鄰管口螺旋焊縫管或直縫間距錯開≥100 mm
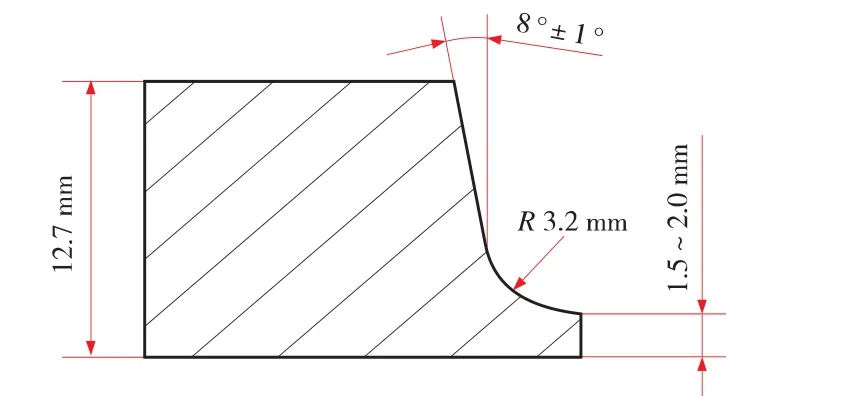
。管端坡口一般應采用機械加工, 坡口形式及尺寸如圖1 所示。 加工的焊接坡口表面應進行外觀檢查, 坡口表面要求平滑無加工溝槽, 不應有分層、 裂紋等缺欠。
L360M Φ559 mm×12.7 mm 鋼管焊前可不預熱
, 其他材質鋼管的焊接預熱要求應按照焊接工藝規程執行。 焊接前, 應檢查焊接設備指示儀表、 開關位置和電源極性、 保護氣體流量等。 采用Φ3.2 mm 的鈰鎢極焊接, 根焊采用脈沖電流模式, 確保焊縫背面成形良好, 根焊焊接工藝參數見表3。 填充蓋面焊采用氣保護藥芯焊絲自動焊上向焊工藝, 共計焊接5 層 (5 道), 焊接層(道) 數如圖2 所示。 為防止第一遍填充焊時燒熔根焊, 可在完成根焊后采用鎢極氬弧自動焊進行第一遍填充焊。
3 鋼管焊接
組對間隙應保持在0~0.5 mm 范圍內, 組對時應盡量減小錯邊量, 為保證根部焊透, 組對最大錯邊量應小于或等于1.0 mm, 錯邊應沿圓周均勻分布, 不應使用錘擊法校正錯口。
根據要求分別在平焊、 立焊、 仰焊位置截取沖擊韌性試樣, 每個位置分別截取焊縫、 熔合線各一組 (一組3 件), 加工夏比V 形缺口試樣,V 形缺口夾角45°, 根部半徑0.25 mm, 韌帶寬度8 mm (缺口深度2 mm)
, 試驗結果見表6。從表6 可以看出, 試驗結果符合標準要求(單值應不小于30 J, 均值應不小于40 J)。

4 焊后檢驗
4.1 外觀檢查及無損檢測
根據要求分別從管周向45°位置截取4 件刻槽錘斷試樣, 試樣規格為12.7 mm×25 mm, 刻槽形式為三面刻槽。 試驗方式可以選擇以下三種: ①在拉伸機上拉斷; ②支承兩端, 打擊中部錘斷; ③支承一端, 錘斷另一端。 斷口暴露面寬至少應達到19 mm。 每個刻槽錘斷試樣的斷裂面應完全熔透和熔合, 任何氣孔的最大氣孔應不大于1.6 mm, 且所有氣孔的累計面積應不大于斷裂面積的2%, 夾渣高度應不超過0.8 mm, 長度應不大于鋼管公稱壁厚的1/2, 且小于3 mm; 相鄰夾渣之間至少應有13 mm
。 試驗結果均未見明顯缺欠。
3.1.2 開胸手術構建二尖瓣反流模型 模型優點是能夠通過直接控制二尖瓣附屬物研究其各部分對于左室功能的影響;缺點為需要開胸手術,難度較大[10-15]。
根據要求分別從管周向45°位置截取4 件拉伸試樣, 使用拉伸機測量出拉伸試驗時的最大載荷, 用拉伸試驗時的最大載荷除以試樣在拉伸前測定的最小橫截面積計算出抗拉強度
, 結果見表4, 經計算4 件拉伸試樣的抗拉強度均符合驗收指標要求。
4.2 拉伸試驗
2013年以來,國務院及相關部委依次發布《綠色建筑行動方案》、《促進綠色建材生產和應用行動方案》、《關于大力發展裝配式建筑的指導意見》等文件,旨在轉變城鄉建設模式和建筑業發展方式,大力發展綠色建材,推動建筑工業化,最終實現生態文明建設。相較于其他裝配式建筑,現代木結構建筑更加節能環保,預制裝配率高且更加精細化,施工運輸也都更為方便,具有一定的靈活機動性,更易推廣應用。

4.3 彎曲試驗
鎢極氬弧自動焊焊接過程中應采用氬氣進行保護, 所采用的氬氣應符合GB/T 4842—2017《氬》 的相關規定, 且純度不應低于99.96%, 含水量小于20 mg/L
。
4.4 刻槽錘斷試驗
對根焊縫表面進行外觀檢查, 焊縫成形良好, 焊縫背面無裂紋、 未熔合、 未焊透、 氣孔、咬邊、 凹坑等缺欠。 焊縫與母材圓滑過渡, 焊縫背面余高為1.0~1.5 mm。 待填充蓋面焊接完成后進行外觀檢查, 焊縫表面進行射線檢測和相控陣超聲波檢測, 射線檢測執行SY/T 4109—2020《石油天然氣鋼質管道無損檢測》, 相控陣超聲波檢測除執行SY/T 4109—2020 《石油天然氣鋼質管道無損檢測》 外, 還應滿足DEC-OGP-GNT-004—2020-1 《油氣管道工程相控陣檢測技術規定》, 射線檢測和相控陣超聲波檢測結果均為Ⅰ級(不低于Ⅱ級為合格), 符合要求。
4.5 沖擊韌性試驗
社區居家養老一詞最早出現在《關于加快實現社會福利社會化的意見》中,區別于傳統的建立在血緣關系上,由子女或親戚贍養的養老服務模式,現代意義上的社區居家養老模式是以社區為平臺、以家庭為基礎、以政府為主導、以社會力量為補充的多元主體參與的服務模式,旨在為老年人群提供生活照料、家政服務、醫療保健等物質需求和娛樂、關愛、心理咨詢等精神需求,是與機構養老、家庭養老相互補充的一種養老模式。
The Distributed Data Network for Intelligent Ship……………ZHONG Wei, LU Jinhui(4·30)

4.6 宏觀金相檢驗
分別在平焊、 立焊、 仰焊位置截取宏觀金相試樣, 試樣加工時應去除由于取樣造成的形變和熱影響區
。 試樣的一個斷面經研磨腐蝕后, 作為檢驗面, 應使用5 倍放大鏡對檢驗面進行宏觀檢驗, 檢驗結果未見裂紋和未熔合, 符合刻槽錘斷試樣斷面的要求。
1.2 方法 對于女方篩查結果為攜帶者的家庭進行電話隨訪及門診咨詢建議配偶進行進一步基因檢測。配偶的檢測方法為芯片篩查結合相應基因序列分析,而由于GJB2基因序列短及突變率高,所有基因序列分析均進行GJB2及相應基因檢測。
4.7 硬度試驗
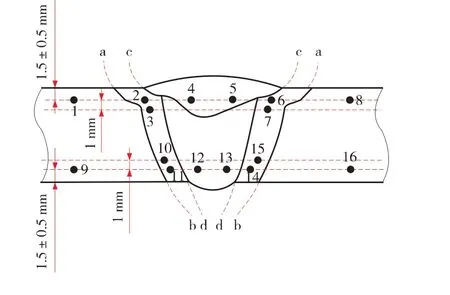
按標準要求取全焊縫截面的硬度試樣, 試樣磨光后用腐蝕劑對焊縫橫截面進行腐蝕, 確定焊縫、 熔合線和熱影響區的位置, 硬度試驗點的位置如圖3 所示。 硬度試驗結果見表7,從表7 可以看出, 硬度值未超過標準規定的265HV
, 由于坡口尺寸較小, 焊縫區熱量較為集中, 焊縫受焊接熱循環的影響, 硬度比母材和熱影響區高一些。

5 結束語
通過對焊接鋼管外觀檢查、 無損檢測、 焊接接頭的力學性能試驗的測定, 結果表明, 采用鎢極氬弧自動外根焊工藝可保證根焊焊接質量, 降低焊工勞動強度, 減少焊接過程中的停頓, 提高施工效率, 具有推廣應用價值。
[1] 唐麗,李東,劉成,等. 熱絲TIG 焊在管道焊接中的應用[J]. 焊管,2017,40(6):30-32.
[2] 鹿鋒華,馬霞,王俊紅,等. 管道外根焊自動焊工藝[J].焊接技術,2018,47(7):63-68.
[3] 陳祝年. 焊接工程師手冊(第2 版)[M]. 北京:機械工業出版社,2010:332-333.
[4] 中華人民共和國國家質量監督檢驗檢疫總局,中國國家標準化管理委員會. 石油天然氣工業 管線輸送系統用鋼管:GB/T 9711—2017[S]. 北京:中國標準出版社,2017.
[5] 美國石油協會. 管線鋼管規范:API SPEC 5L[S]. 華盛頓,美國:美國石油協會出版業務部,2018.
[6] 國家能源局. 承壓設備用焊接材料訂貨技術條件 第3 部分: 氣體保護電弧焊鋼焊絲和填充絲: NB/T 47018.3—2017[S]. 北京:新華出版社,2017.
[7] 中華人民共和國國家質量監督檢驗檢疫總局,中國國家標準化管理委員會. 鎢極惰性氣體保護電弧焊用非合金鋼及細晶粒鋼實心焊絲:GB/T 39280—2020[S].北京:中國標準出版社,2020.
[8] American Welding Society. Specification for Carbon Steel Electrodes and Rods for Gas Shielded Arc Welding:AWS A5.18/A5.18M:2017[S]. Miami,USA:AWS,2017.
[9] 中華人民共和國住房和城鄉建設部,中華人民共和國國家質量監督檢驗檢疫總局. 石油天然氣站內工藝管道工程施工規范:GB 50540—2009 (2012 年版) [S].北京:中國計劃出版社,2010.
[10] 中華人民共和國住房和城鄉建設部,中華人民共和國國家質量監督檢驗檢疫總局. 油氣長輸管道工程施工及驗收規范:GB 50369—2014[S]. 北京:中國計劃出版社,2014.
[11] 中華人民共和國住房和城鄉建設部. 現場設備、工業管道焊接工程施工規范:GB 50236—2011[S]. 北京:中國計劃出版社,2011.
[12] 中華人民共和國國家質量監督檢驗檢疫總局, 中國國家標準化管理委員會. 鋼質管道焊接及驗收:GB/T 31032—2014 [S]. 北京:中國標準出版社,2015.
[13] American Petroleum Institute. Welding of Pipelines and Related Facilities:API 1104—2021[S].Washington,USA:API,2021.
[14] 國家市場監督管理總局,國家標準化管理委員會. 金屬材料 夏比擺錘沖擊試驗方法: GB/T 229—2020[S]. 北京:中國標準出版社,2020.
[15] 中華人民共和國國家質量監督檢驗檢疫總局, 中國國家標準化管理委員會. 鋼的低倍組織及缺陷酸蝕檢驗法:GB/T 226—2015[S]. 北京:中國標準出版社,2015.
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
銅業工程(2015年4期)2015-12-29 02:48:39
