注塑機炮筒內注射壓力損失研究
2022-08-24 00:58:56周樂東趙建剛黃鐵平
模具工業 2022年8期
關鍵詞:研究
0 引 言
注射成型工藝參數設定是強經驗、弱理論的領域,其精確的數學模型難以建立
,而數據分析技術是從歷史數據中發現知識的方法,不需要復雜的理論構建,因此被越來越廣泛地應用到該領域中。如張玲利等
利用多元回歸分析建立了注射壓力和模具溫度與成型制品幾何尺寸之間關系的回歸模型;謝北萍等
通過研究不同部位的型腔壓力曲線,探討了制品殘余應力和型腔壓力曲線之間的關系;SHEN C Y等
結合神經網絡和遺傳算法優化注射工藝參數,降低了成型制品的體積收縮;刁思勉等
通過建立原材料、模具溫度與制品成型質量之間的神經網絡模型,提出一種注射過程監測方法,實現故障監測和質量預測。
在以往的生產實踐中,工程人員只能獲取注塑機炮筒內的注射壓力數據,因此常將炮筒內的注射壓力等效為模具型腔內注射壓力而忽略了炮筒內的注射壓力損失。隨著注射成型技術的發展,越來越多的從業者意識到影響注射成型制品質量的關鍵指標是模具型腔內注射壓力而非注塑機反饋的炮筒內注射壓力,開始重視對注塑機炮筒內注射壓力損失的研究,但較少有系統性的研究數據和結論見諸報道。
根據塑料注射成型領域的技術發展趨勢,結合行業現狀,現開展注塑機炮筒內的注射壓力損失研究,通過一系列試驗獲取數據,并利用數據分析技術發掘炮筒內的注射壓力損失模式,提高了注塑機炮筒內注射壓力損失的預測精度。
1 用于研究的設備與模具
注射成型試驗在1 200 kN 的電動注塑機上進行,該注塑機采用全電機驅動以及PLC、變頻和伺服控制技術,能實現高精密控制。注塑機穩定的控制性能可以確保試驗結果的可靠性和穩定性。用于研究的模具是1副澆口處安裝有壓力傳感器的普通流道的兩板模,型腔尺寸為301 mm×57 mm×2.5 mm,成型的制品厚度均勻、結構簡單,可以實現低成本高效率的注射試驗過程。
如果pts1,pts2,,ptsc為一組最底層并行工序任務串,其中任一并行工序任務串ptsb(1≤b≤c)可表示為ptsb={pthi,pth(i+1),,pthu},pthi,pth(i+1),,pthu為ptsb中包含的工序任務,則ptsb的工時
通過求ΔP
與P
數據集的R
=0.981,ΔP
與V數據集的R
=0.282,ΔP
與T 數據集的R
=0.534,確定炮筒內注射壓力損失ΔP
與炮筒內注射壓力P
的相關程度最高,再通過最小化誤差的平方和尋找數據最佳函數匹配的數學優化技術
(最小二乘法),擬合ΔP
與P
數據集的最佳匹配函數,得到ΔP
關于P
表達式:

2 測試試驗
2.1 試驗方法
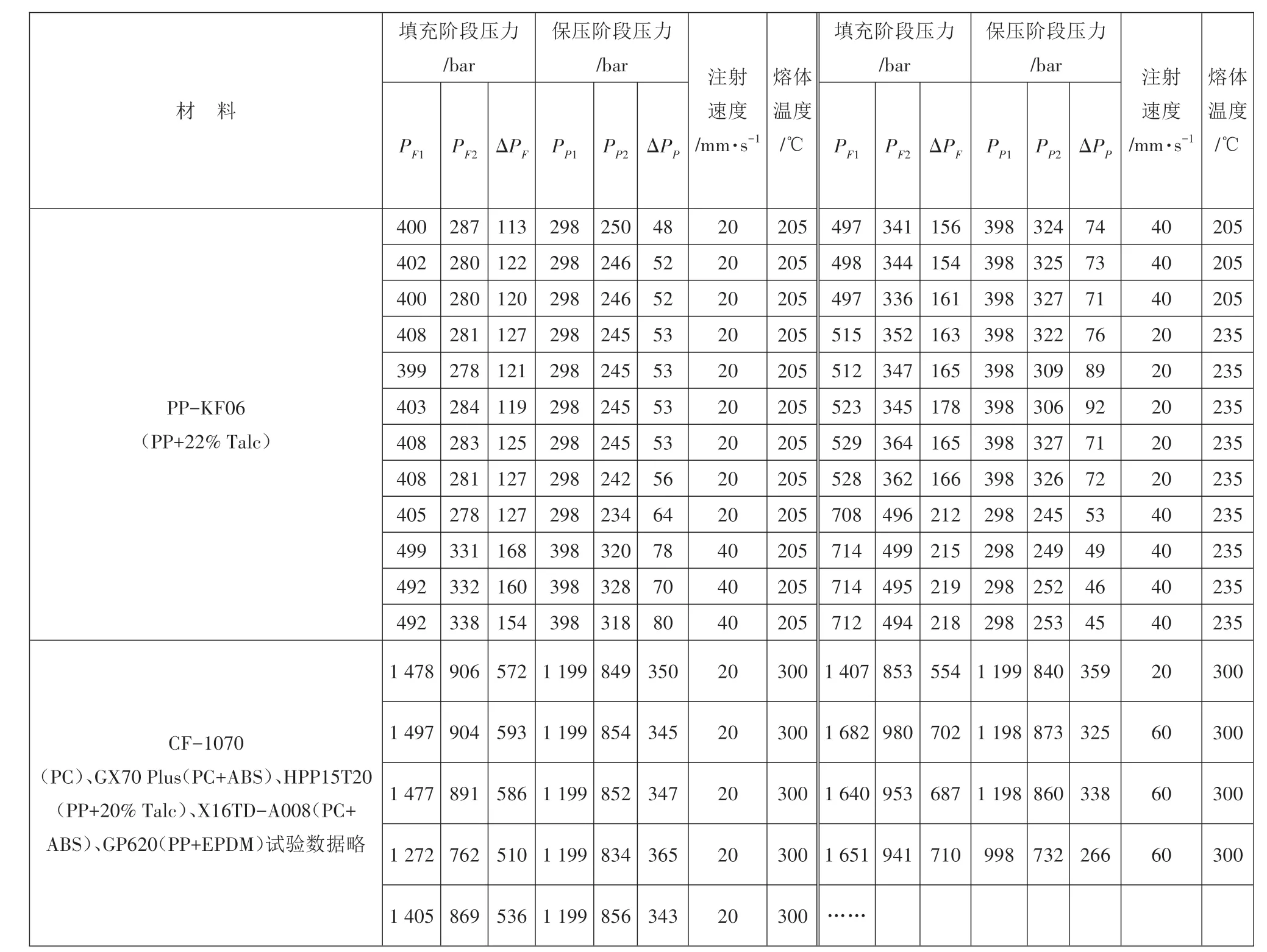
通過以上方法整理各組試驗數據,構建試驗數據表,6種材料共進行132組注射試驗,受限于篇幅,表2僅列出部分試驗數據。
2.2 試驗數據收集
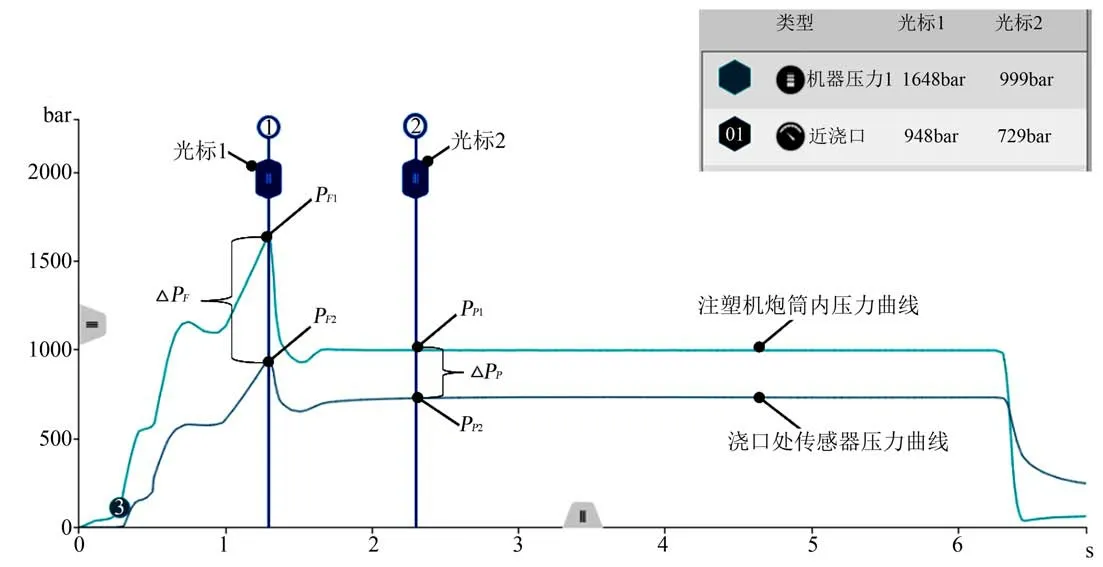
通過一系列的注射成型試驗,獲得各種材料不同工藝條件下的注塑機炮筒注射壓力和模具傳感器壓力曲線,取注塑機炮筒注射壓力曲線V/P 切換時刻的壓力值P
與模具傳感器壓力曲線V/P 切換時刻的壓力值P
求差得到ΔP
,表征填充階段注塑機炮筒內的注射壓力損失。如圖2 所示,填充階段注塑機炮筒內的注射壓力損失ΔP
=1 649-946=703 bar。
兩組患者均進行糖化血紅蛋白檢測、空腹血糖水平以及口服葡萄糖50 g篩選測試糖耐受量水平:采用專業生化負壓采血管,于清晨抽取患者3 mL空腹靜脈血;隨后給予患者口服50 g葡萄糖,服用1 h后抽取患者3 mL靜脈全血并進行血清分離。
3 試驗數據分析
3.1 試驗數據整理
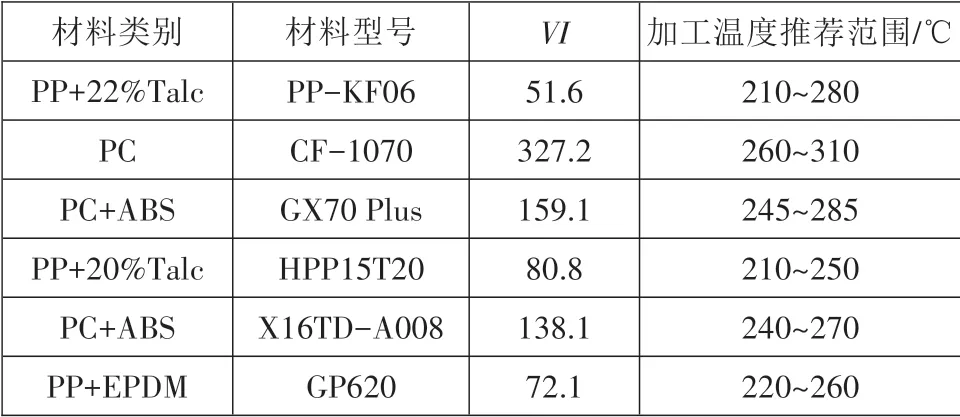
由于研究試驗旨在探索影響注射過程中炮筒內注射壓力損失的因素,選擇與壓力相關程度較高的注射速度、熔體溫度以及材料類型3 個對象作為研究變量,用單點參考黏度指數(VI)介于51.6~327.2 的6 種材料(單點參考黏度指數是在指定的溫度和剪切速率為1 000/s)的條件下,使用Cross-WLF黏度模型計算的黏度可在一定程度反應材料的流動性,分別以20~180 mm/s 的螺桿速度,在不同的熔體溫度條件下執行注射試驗,采集各種注射試驗下的注塑機炮筒內注射壓力和模具傳感器壓力,研究試驗材料清單如表1所示。
3.2 試驗數據線性回歸分析
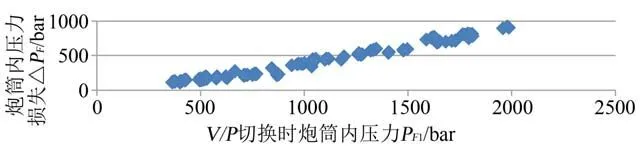
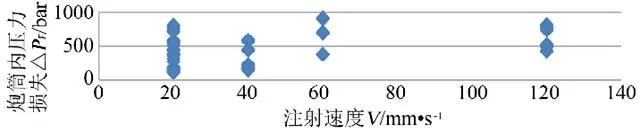
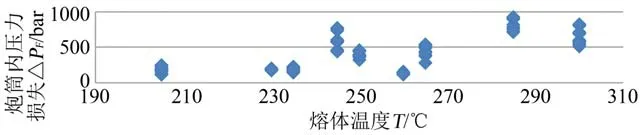
根據試驗數據,分別繪制ΔP
與P
、ΔP
與注射速度V、ΔP
與熔體溫度T 的散點圖,如圖3~圖5所示。
自然科學領域中皮爾遜相關系數廣泛用于度量2 個變量之間的相關程度,其值介于-1~1。皮爾遜相關系數通常用字母R 表示,其值為負說明變量之間負相關,為正則說明正相關,且R 的絕對值越大,2 組數據的相關程度越高。因此可以分別計算ΔP
與P
、V、T以及3組數據的皮爾遜相關系數并開方,用于度量ΔP
與3個變量之間相關程度的指標。
從表1可得國內正念療法研究領域前22個熱點,較為集中的前10個熱點分別為:正念(54)、正念訓練(48)、心理健康(35)、社會生活問題(14)、軀體疾病(13)、MBSR(12)、正念干預(11)、主觀幸福感(8)、冥想(7)、運動員(7)。透過高頻詞可摸清正念領域研究之表象,但難以挖掘關鍵詞間的關系。故而,進行關鍵詞共現技術進一步發掘它們彼此間的內在構架。
散點圖是確定2 個數值變量之間是否存在聯系、模式或趨勢最有效的圖形方法之一
。因此,比較圖3~圖5 的散點分布可以發現:ΔP
與P
之間存在很強的相關性(標繪點的模式從左下到右上傾斜,意味著P
值隨ΔP
值的增加而增加,暗示正相關
),而注射速度V和熔體溫度T幾乎不相關。
為了方便數據采集和分析,利用ComoDataCenter(注射過程數據中央存儲系統),集中采集和處理注塑機炮筒內注射壓力與模具澆口處傳感器壓力數據,注射試驗模型如圖1所示。
對于保壓階段炮筒內注射壓力損失的計算,則取V/P 切換后澆口處傳感器壓力達到最大值時刻,注塑機炮筒內壓力曲線的壓力值P
和澆口處傳感器壓力曲線的壓力值P
之差ΔP
即為保壓階段炮筒內注射壓力損失,保壓階段注塑機炮筒內的注射壓力損失ΔP
=999-732=267 bar。
本經濟型直筒結構的建筑木模板組件在大型混凝土澆筑件或者小型混凝土澆筑件澆筑時均可以使用,并且混凝土澆筑件的澆筑效果好。同時,緊固組件的結構簡單,拆裝方便,其中環形緊箍選用鋼筋,由于鋼筋是柔性的,可以沿膠合面板的曲面彎曲并且在施工后也方便進行矯直已備作下次使用,經濟效益佳。本技術所提供的建筑木模板組件還具備了施工快速高效,材料損耗小,節約成本等優點。

式(1)可以作為填充階段注塑機炮筒內注射壓力損失的一種預測模型,在實際生產中,注塑機炮筒內的注射壓力值容易獲得,因而此類模型具有廣泛的適用性。
1.3 統計學處理 采用SPSS 19.0統計軟件進行數據處理與分析,雙人雙錄,以P<0.05為差異有統計學意義。
同理,根據研究試驗數據,繪制保壓階段炮筒內注射壓力損失ΔP
與保壓階段炮筒內注射壓力P
的散點圖,如圖6 所示,并擬合保壓階段炮筒內注射壓力損失ΔP
與保壓階段炮筒內注射壓力P
數據集的最佳匹配函數:

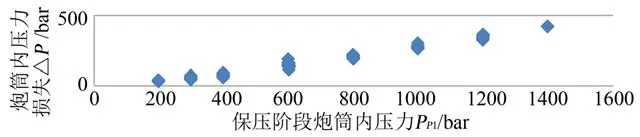
以上研究表明,注塑機炮筒內注射壓力損失與注射速度和熔體溫度相關性不大,而與炮筒內的注射壓力表現為強相關,并且可以通過構建f(x)=kx函數來表達其相關性,其中f(x)為注塑機炮筒內的注射壓力損失,x 為注塑機的炮筒注射壓力,k 為壓力損失系數。此外,式(1)和式(2)揭示了在不同的注射階段(填充和保壓),炮筒內的注射壓力損失系數不同的基本現象。
4 結束語
長期以來工程人員對注塑機炮筒內的注射壓力損失缺乏研究,流動仿真分析一般只考慮模具內的壓力傳遞,以至于對注射壓力的預估出現偏差。現揭示了一種新的注塑機炮筒內注射壓力損失模式:ΔP
=k
P
、ΔP
=k
P
;其中,k
k
為填充、保壓階段的壓力損失系數。基于回歸分析法,對大量統計數據進行數學處理,確定因變量與某些自變量的相關關系,建立相關性較好的回歸方程(函數表達式)
,研究構建了注塑機炮筒內注射壓力損失的預測模式,可以優化試模過程中的注射壓力設置,協助工藝人員快速尋找更合理的注射壓力和保壓壓力。因受限于測試條件,并未對不同注塑機之間的炮筒注射壓力損失系數進行研究和分析,尚不明確炮筒內注射壓力損失系數與注塑機設備參數之間的關聯,隨著研究的不斷深入,越來越多與炮筒內注射壓力損失相關的影響因素會被挖掘,用于完善和提升注塑機炮筒內注射壓力損失的預測模型,并推動流動仿真分析軟件的壓力求解器改進,促進注射工藝優化方法自動化和智能化發展。
[1]周華民,高 煌,張 云,等.注塑成型工藝參數自動設置與優化技術[J].精密成型工程,2016,8(1):7-13,26.
[2]張玲利,吳大鳴,張麗蕾.注塑成型過程中的多元回歸分析[J].塑料,2007,36(3):76-79.
[3]謝北萍,劉 斌.采用模腔壓力曲線的注塑成型實驗[J].華僑大學學報(自然科學版),2014,35(6):611-615.
[4]SHEN C Y,WANG L X, LI Q.Optimization of injection molding process parameters using combination of artificial neural network and genetic algorithm method[J].Journal of Materials Processing Technology,2007,183(2-3):412-418.
[5]刁思勉,喬海玉,賀 鑒,等.基于注塑機螺桿位置與壓力曲線的注射成型過程監測方法[J].模具工業,2022,48(2):1-7.
[6]HAN J W.數據挖掘:概念與技術(原書第三版)[M].范明,譯.北京:機械工業出版社,2012:36-37.
[7]曹連江.電子信息測量及其誤差分析校正的研究[M].長春:東北師范大學出版社,2017:260-261.
[8]盛 驟.概率論與數理統計[M].北京:高等教育出版社,2010:191-192.
猜你喜歡
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
天津外國語大學學報(2021年3期)2021-08-13 08:32:18
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
科技傳播(2019年22期)2020-01-14 03:06:54
遼金歷史與考古(2019年0期)2020-01-06 07:45:20
民用飛機設計與研究(2019年4期)2019-05-21 07:21:24
電子制作(2018年11期)2018-08-04 03:26:04
汽車工程學報(2017年2期)2017-07-05 08:13:02
國際商務財會(2017年8期)2017-06-21 06:14:14
電子制作(2017年23期)2017-02-02 07:17:19
