冷焊工藝在汽車覆蓋件模具中的應(yīng)用
2022-08-24 00:58:58周穎鵑孫祖團(tuán)
模具工業(yè) 2022年8期
0 引 言
汽車覆蓋件模具大部分都使用鑄件,鑄件在成形過程中,由于鑄造工藝、鑄造材質(zhì)、模具結(jié)構(gòu)等原因,鑄件上易產(chǎn)生縮孔、縮松、氣孔、砂眼、夾渣、裂紋、局部疏松等缺陷。鑄件表面鑄造缺陷可通過加工的方法修復(fù),而精加工后出現(xiàn)的內(nèi)部缺陷會(huì)對(duì)修復(fù)造成困難,嚴(yán)重時(shí)造成廢品,給企業(yè)造成經(jīng)濟(jì)損失。度、高硬度、抗沖擊韌性良好、易切削、淬透性好、熱處理變形小等優(yōu)點(diǎn)
,基體硬度為210~260 HB;門外板材質(zhì)為HC180BE+Z-PO 35/35-FD,材料厚度為0.65 mm。
1 制件缺陷現(xiàn)狀描述
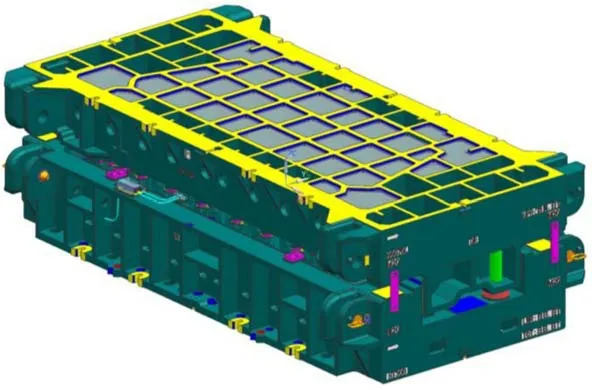
圖1 所示為某車型后側(cè)門外板拉深模,模具外形尺寸為3 760 mm×2 080 mm×1 098 mm,下模座的材質(zhì)為HT300,因制件屬于外觀件,成形時(shí)不能有表面質(zhì)量缺陷
,故凸、凹模和壓邊圈的材質(zhì)采用GGG70L,該材質(zhì)具有鑄造性能好、高耐磨性、高強(qiáng)
1.“姦”讀“奸”;2.“鱻”讀“鮮”;3.“猋”讀“標(biāo)”;4.“麤”讀“粗”5.“羴”讀“山”;6.“毳”讀“脆”;7.“蠱”讀“古”;8.“赑”讀“必”;9.“垚”讀“堯”;10.“犇”讀“奔”。
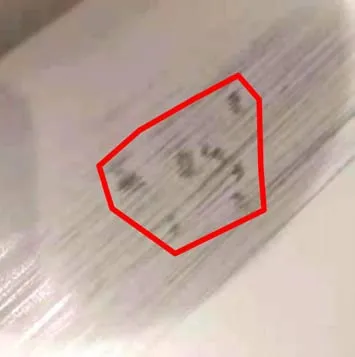
模具調(diào)試過程中成形制件出現(xiàn)圖2 所示的缺陷,缺陷具有分布集中、形狀顆粒較大、蜂窩狀及麻面狀特征,對(duì)制件A面造成不可修復(fù)的缺陷。
2 缺陷分析
模具制造過程中,在模具零件精加工完成后,檢查加工質(zhì)量時(shí),發(fā)現(xiàn)凸、凹模型面上有較多如圖3所示的縮松,其研合拋光完成后縮松如圖4所示。
縮松是指金屬液在型腔內(nèi)凝固時(shí),當(dāng)合金凝固溫度范圍較大時(shí)會(huì)形成較寬的凝固區(qū)域,在凝固區(qū)域內(nèi)是按體積凝固方式進(jìn)行凝固,即同時(shí)形成晶核并長大。到凝固后期固相比例大,枝晶生長連成骨架,把未凝固金屬液分割成孤立或近似孤立的小熔池,這些金屬液凝固時(shí)難以得到補(bǔ)縮,形成許多細(xì)小、分散的小孔。
根據(jù)上述縮松形成機(jī)理可知,縮松是在鑄件外表面開始凝固形成薄層硬殼至鑄件中心凝固完畢時(shí)期內(nèi)形成的,故縮松隱藏于鑄件的內(nèi)部,不易被發(fā)現(xiàn)。在模具零件表面質(zhì)量檢查、半精加工時(shí)均沒有發(fā)現(xiàn)此類縮松,而在精加工完成后發(fā)現(xiàn)此缺陷
。


3 缺陷補(bǔ)救措施
為了解決上述缺陷問題,經(jīng)過對(duì)成本、品質(zhì)等多方面比較,可采取的解決方案有:①模具零件重新加工,將表面缺陷以加工的方式去除,重新做基準(zhǔn)、研合、調(diào)試;②采取去掉缺陷后補(bǔ)焊的方式。綜合考慮成形制件的交付期、成本及模具零件缺陷的大小等,決定采用方案②消除缺陷。
2.1.1 使用不合理。新使用及大修理之后的柴油機(jī),在使用過程中可能會(huì)出現(xiàn)不按規(guī)程運(yùn)行、磨合不到位的情況,導(dǎo)致氣缸套出現(xiàn)磨損;柴油機(jī)在初始啟動(dòng)時(shí),會(huì)出現(xiàn)加負(fù)荷運(yùn)轉(zhuǎn),導(dǎo)致氣缸套表面的油膜無法在短時(shí)間內(nèi)形成,進(jìn)而出現(xiàn)活塞環(huán)與氣缸套的接觸磨損;長時(shí)間超負(fù)荷運(yùn)轉(zhuǎn)的柴油機(jī),在使用時(shí)溫度會(huì)增高,導(dǎo)致柴油機(jī)過熱,進(jìn)而影響潤滑條件,這必然會(huì)導(dǎo)致氣缸套磨損問題加重。并且超負(fù)荷使用時(shí),工作粗暴,導(dǎo)致排氣管冒出大量的濃煙,進(jìn)而導(dǎo)致大量積碳,最終形成磨粒,加重氣缸套的磨損。
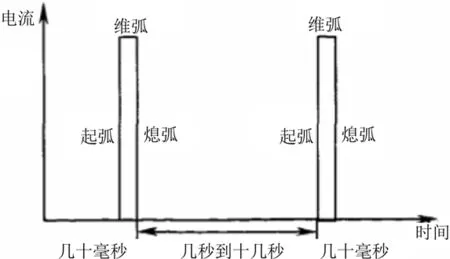
據(jù)國內(nèi)外專家研究,大部分冷焊機(jī)的工作原理均滿足式(1),現(xiàn)所述的缺陷修復(fù)采用的波形如圖5所示,從波形的特征可知,2 個(gè)脈沖間隔之間沒有維弧電流,如圖6 所示,隨即進(jìn)入熄弧冷卻階段,因而冷卻時(shí)間大于加熱時(shí)間,該過程中有足夠的冷卻時(shí)間使得零件一直處于常溫狀態(tài)
。
從第n次脈沖周期T
(n)開始時(shí)計(jì)算式(1)的積分值S
。第n次的預(yù)先設(shè)定峰值期間結(jié)束時(shí),在第n次谷值期間中當(dāng)積分值S
=0(或S
≥0)時(shí)第n次的脈沖周期T
(n)終止。在式(1)積分值S
的公式中,不包括峰值電流I
與谷值電流I
為恒定值的前提條件,能夠廣泛適用于脈沖電弧焊接
。
這里將語境分為特定話語(問句)所適應(yīng)的語境和話語建構(gòu)后新生成的語境兩大類。其中每一類又都可以有文本語境和非文本語境。
隨著新技術(shù)、新材料的發(fā)展和應(yīng)用,對(duì)鑄件缺陷的修復(fù)有了新的方法,其中冷焊技術(shù)是近年來常用的較經(jīng)濟(jì)、安全、實(shí)用、便捷的修復(fù)方法。冷焊機(jī)是根據(jù)類似放電加工機(jī)的電路原理研究開發(fā)的。
唐飛霄見來者不善,忙抬起另一只前足向外撥打,二者交碰一處,伴著一串火星,節(jié)足被撥彈開,旋轉(zhuǎn)著飛向空中。忽見幾縷細(xì)絲疾射而至,半空中將節(jié)足粘住,隨即向后一拽,節(jié)足便飛入了唐飛霄的手中。
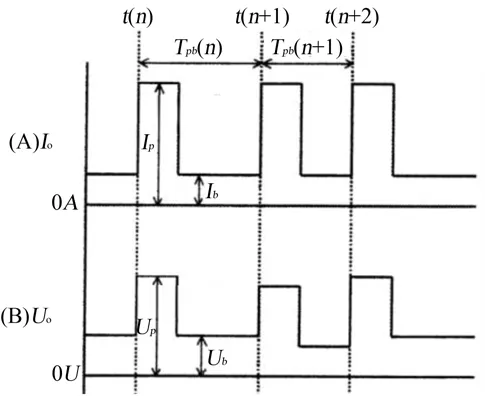

式中:K
——外部特性的斜率;I
——焊接電流絕對(duì)值;U
——焊接電壓絕對(duì)值;I
——焊接電流基準(zhǔn)值;U
——焊接電壓基準(zhǔn)值。
冷焊機(jī)是通過微電瞬間(10
~10
s)放電,因放電時(shí)間(Pt)與下一次放電間隔時(shí)間(It)相比極短,機(jī)器有足夠的散熱時(shí)間,熱量會(huì)通過零件基體擴(kuò)散到外界,所以修復(fù)零件的部位不會(huì)有熱量聚集,即零件的升溫停留在室溫,故該焊層是在非常低的熱輸入下產(chǎn)生,避免了熱應(yīng)力變形。在接觸區(qū)域電極被加熱到8 000~25 000 ℃,并在電離狀態(tài)下將少量電極轉(zhuǎn)移到修復(fù)零件上,并產(chǎn)生牢固的冶金結(jié)合
。
修補(bǔ)該縮松缺陷時(shí),對(duì)于微小的、大面積的縮孔,沒有合適尺寸的填補(bǔ)焊材,該類缺陷考慮采用傳統(tǒng)補(bǔ)焊工藝更適合。
因該鑄造缺陷正好對(duì)應(yīng)制件外觀型面呈分散狀態(tài),若采用傳統(tǒng)補(bǔ)焊方式,需先加工缺陷處,再補(bǔ)焊加工的區(qū)域,補(bǔ)焊完成后再加工補(bǔ)焊區(qū)域,其工藝過程長,重點(diǎn)是其熱影響區(qū)會(huì)造成模具零件型面變形且硬度不均勻,產(chǎn)生凹陷或凸面,該缺陷會(huì)在成形過程中呈現(xiàn)在制件上,無法消除。而采用冷焊方式修復(fù)在模具零件表面無熱量輸入,故無變形,在模具零件表面不會(huì)產(chǎn)生殘余應(yīng)力及凹凸面;補(bǔ)焊完成后,鉗工手工修復(fù)即可,減少了加工工序,縮短了修復(fù)時(shí)間,節(jié)約了成本。通過對(duì)比二者的優(yōu)缺點(diǎn),采用冷焊工藝修復(fù)此型面縮松缺陷更有利。
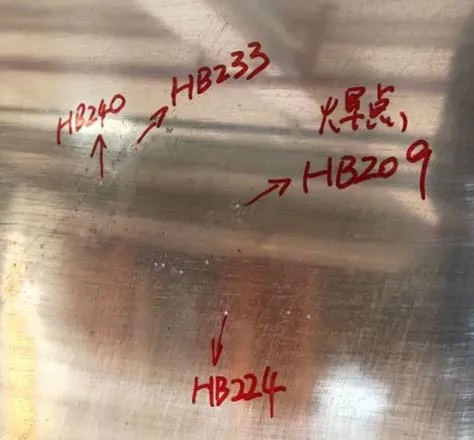
修補(bǔ)完成后的模具零件型面如圖9 所示,測(cè)量補(bǔ)焊位置的硬度為209~240 HB,與母材的硬度基本一致,從單個(gè)修補(bǔ)缺陷后的硬度數(shù)據(jù)來看,說明焊接工藝符合要求。
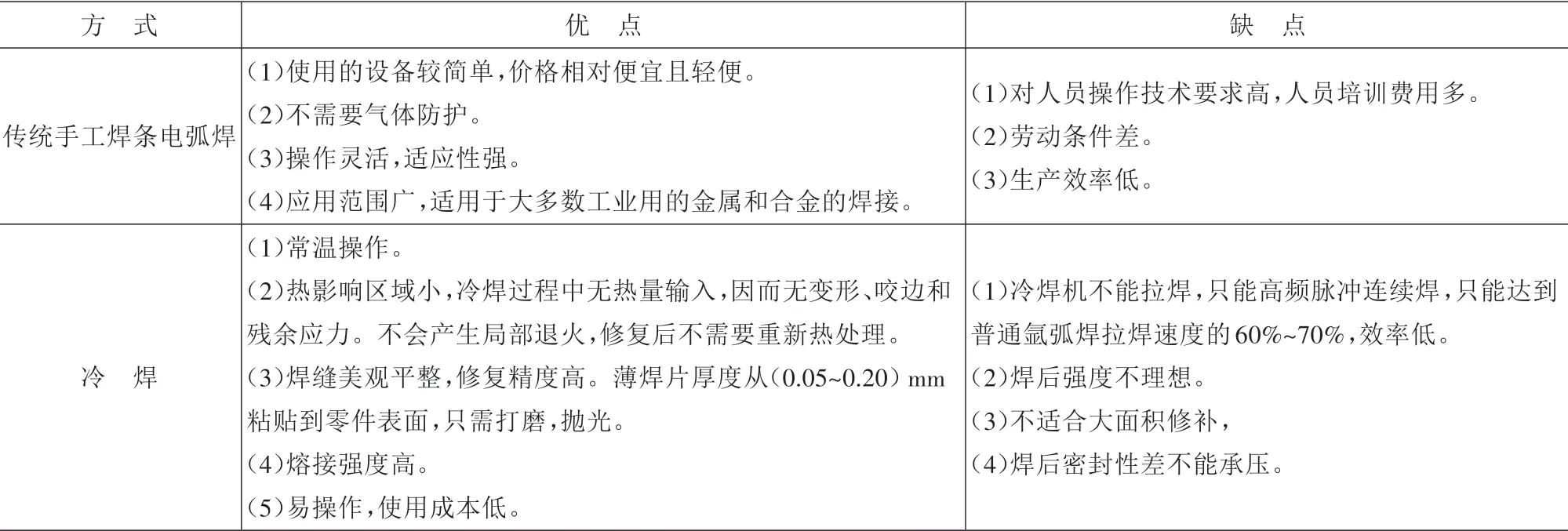
相對(duì)于傳統(tǒng)手工焊條電弧焊,冷焊的優(yōu)缺點(diǎn)如表1所示。
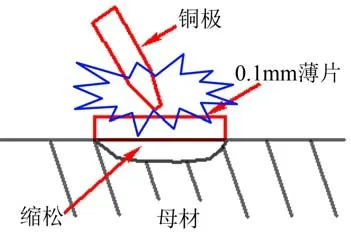
模具零件型面缺陷的冷焊工藝過程如下:將厚度為0.1 mm 的碳鋼材料薄片粘貼在縮松位置
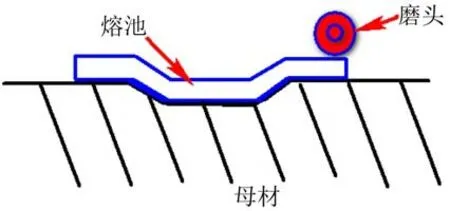
,如圖7所示,用冷焊機(jī)焊接,使薄片與鑄件材質(zhì)熔接在一起,再通過鉗工使用磨頭、銼刀等工具手工修復(fù)補(bǔ)焊位置的型面,使其光滑平整
,如圖8所示,使該區(qū)域型面縮松被覆蓋,且型面具有連續(xù)性,無凹凸不平等缺陷。
傳統(tǒng)的鑄造缺陷修復(fù)方法有機(jī)械加工、熔焊、熔解擴(kuò)散焊。傳統(tǒng)的焊接修復(fù)方法需要昂貴的設(shè)備、熟練的技術(shù)工人,耗費(fèi)大量的能源且污染環(huán)境,危害人體健康。模具零件因?yàn)楹附訒r(shí)產(chǎn)生大量熱量而產(chǎn)生變形、開裂等缺陷,導(dǎo)致修復(fù)效果不理想,并帶來較大的工作量,甚至造成模具報(bào)廢,交付期延后,成本增加。
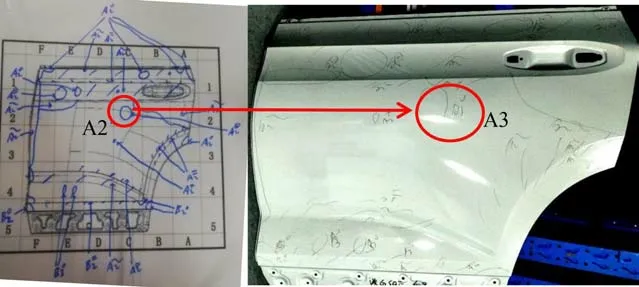
因門外板屬于外觀件,對(duì)其外觀有嚴(yán)格的要求,不允許存在凹凸面、凹凸點(diǎn)等A2 等級(jí)的缺陷。模具調(diào)試完成后,在正常參數(shù)條件下生產(chǎn),制件A面存在A2凸面,經(jīng)過多輪調(diào)試優(yōu)化,最終A2凸面轉(zhuǎn)化成A3凸面,如圖10所示,但不能完全消除此缺陷。
缺陷形成機(jī)理分析如下:①基準(zhǔn)模具的鑄造缺陷與制件上的缺陷位置一致;②制件成形時(shí)沒有外部材料流入
,類似于脹形
,而鑄造缺陷的位置位于正沖壓方向的最頂端,如圖11所示箭頭指示處。
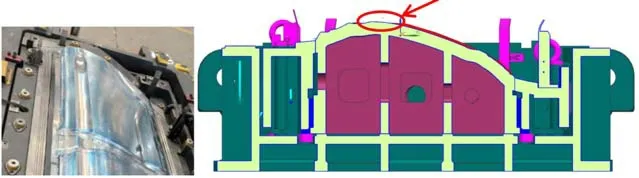
結(jié)合上述2 個(gè)因素,該鑄造缺陷位置最早接觸材料直至制件成形完成,在12 000 kN 的成形壓力下,該鑄造缺陷補(bǔ)焊完成的位置支撐不了如此大的壓力,導(dǎo)致補(bǔ)焊區(qū)域存在局部塌陷,如圖12所示,這也導(dǎo)致了成形制件缺陷的產(chǎn)生。
“多規(guī)合一”工作思路與系統(tǒng)建設(shè)——以玉溪市紅塔區(qū)為例 周保梅,周紅云,楊舒化,張艷蘭,邱玉瓊(1-37)
3)獼猴桃幼樹及初果期樹管理上應(yīng)前促后控,生長后期嚴(yán)格控制肥水,特別是要控氮控水,防止旺長,促進(jìn)枝蔓木質(zhì)化,提高枝蔓成熟度。

4 結(jié)束語
綜上所述,冷焊技術(shù)對(duì)于修補(bǔ)模具零件的個(gè)別缺陷相比傳統(tǒng)的補(bǔ)焊工藝具有優(yōu)勢(shì),建議應(yīng)用范圍:①應(yīng)用在單個(gè)缺陷且深度低于0.5 mm 缺陷上;②應(yīng)用在對(duì)制件沒有高質(zhì)量外觀要求的型面上;③應(yīng)用在型面不受力的區(qū)域,因模具除了功能性外,還應(yīng)滿足完整性、美觀性等要求;④對(duì)焊接效率有要求的工作面上不建議應(yīng)用。
[1]李恒佰,韋 韡,張 峰,等.乘用車門外板表面缺陷分析及措施[J].鍛壓技術(shù),2020,45(8):69-75.
[2]尹 晨.QT600 球墨鑄鐵激光淬火相變層機(jī)械性能的研究[J].激光雜志,2006,27(4):74-75.
[3]馮淑花,孟慶豐,張燕明,等.球墨鑄鐵縮孔、縮松形成機(jī)理的探討與預(yù)防[J].鑄造技術(shù),2015,36(8):2153-2155.
[4]張 慶,孟令東,楊軍偉,等.高能脈沖精密冷補(bǔ)技術(shù)用于修復(fù)零件表面局部缺損[J].中國表面工程,2011,24(1):79-83.
[5]焦文清.高能脈沖冷焊增材制造薄壁零件成形的基礎(chǔ)研究[D].洛陽:河南科技大學(xué),2019:18-19.
[6]株式會(huì)社大亨.脈沖電弧焊接及電弧長度搖動(dòng)脈沖電弧焊接的輸出控制方法:中國,200410077042.1[P].2005-03-16.
[7]李慶田,趙長明,胡仲翔,等.工模具修補(bǔ)方法及修補(bǔ)機(jī):中國,94108743.3[P].1995-03-22.
[8]胡仲翔,江子倫,武成禹.應(yīng)用工模具修補(bǔ)機(jī)補(bǔ)焊技術(shù)修復(fù)流延膜生產(chǎn)線膜唇[J].電刷鍍技術(shù),1998(3):26-27.
[9]張 峰,韋慶峰,韋 韡.成形汽車頂蓋表面質(zhì)量缺陷原因分析[J].模具工業(yè),2019,45(5):12-15.
[10]李自罡,何向明.車門外板覆蓋件成形工藝研究[J].模具工業(yè),2003,29(6):24-26.
