硬巖PDC 定向鉆頭優(yōu)化設(shè)計(jì)及其表面增材技術(shù)研究
2022-08-27 08:42:18王傳留高曉亮
煤田地質(zhì)與勘探 2022年8期
王傳留,金 新,2,高曉亮,張 朋
(1.中煤科工集團(tuán)西安研究院有限公司,陜西 西安 710077;2.中南大學(xué) 地球科學(xué)與信息物理學(xué)院,湖南 長(zhǎng)沙 410083)
近年來(lái),隨著“以孔代巷”技術(shù)的廣泛應(yīng)用,以及煤層頂?shù)装宥ㄏ蜷L(zhǎng)鉆孔的廣泛實(shí)施,在頂板高位鉆孔、底板注漿鉆孔施工過(guò)程中,鉆孔需穿越采空區(qū)垮落帶以及含水裂隙地層,巖石硬度大,巖層構(gòu)造發(fā)育,現(xiàn)在常用的胎體式PDC 定向鉆頭鉆進(jìn)過(guò)程中容易發(fā)生損壞,主要表現(xiàn)在鉆頭體出現(xiàn)裂紋、局部破損,甚至出現(xiàn)胎體折斷的現(xiàn)象。另外由于巖層硬度大,常規(guī)PDC 切削齒容易出現(xiàn)崩齒、磨損嚴(yán)重等現(xiàn)象。通過(guò)對(duì)不同礦區(qū)使用鉆頭壽命進(jìn)行調(diào)研發(fā)現(xiàn),大部分鉆頭不能滿(mǎn)足一個(gè)定向鉆孔施工的需求,鉆進(jìn)過(guò)程中需要提鉆更換鉆頭,輔助作業(yè)時(shí)間長(zhǎng)、工人勞動(dòng)強(qiáng)度大[1-2]。
常規(guī)PDC 定向鉆頭一般由金屬粉末燒結(jié)而成,鉆頭體硬度大,耐磨性好,但是受限于材料本身特性,胎體脆性大,在沖擊載荷作用下容易產(chǎn)生裂紋、斷裂等現(xiàn)象。為改善這一問(wèn)題,目前常采用的方法是在鋼體鉆頭表面熔覆焊一層耐磨層,保證鉆頭具有鋼材的韌性,同時(shí)耐磨帶保證了其表面硬度及耐磨性能。針對(duì)PDC 崩齒、磨損嚴(yán)重等問(wèn)題,目前一般采用優(yōu)化切削齒排布、優(yōu)選高性能切削齒,采用異型齒等方案。
徐建飛等[3]研究了噴焊技術(shù)在鋼體PDC 鉆頭表面硬化中的應(yīng)用,提高了鉆頭耐磨性及耐沖蝕性,但是其采用表面噴焊技術(shù),存在環(huán)境友好性差、噴涂厚度低的問(wèn)題。彭慶林等[4]研究了沖頭的激光表面硬化技術(shù),解決了沖頭壽命低的問(wèn)題,但是激光熔覆焊技術(shù)門(mén)檻較高,且設(shè)備造價(jià)昂貴。相關(guān)學(xué)者[5-7]對(duì)定向鉆頭布齒進(jìn)行了研究,通過(guò)有限元分析等方法,提出采用等體積碎巖規(guī)則對(duì)鉆頭布齒進(jìn)行設(shè)計(jì),但是未涉及切削齒規(guī)格優(yōu)選及異形切削齒研究?jī)?nèi)容。
筆者通過(guò)對(duì)切削齒進(jìn)行仿真分析,對(duì)鉆頭水力參數(shù)進(jìn)行模擬分析,從優(yōu)化鉆頭結(jié)構(gòu)、優(yōu)選復(fù)合片、優(yōu)化鉆頭體加工工藝等方面入手,引入增材制造技術(shù),研制一款基于增材制造技術(shù)的硬巖鉆進(jìn)用長(zhǎng)壽命PDC 鉆頭,降低定向鉆孔施工輔助作業(yè)時(shí)間。
1 鉆頭優(yōu)化設(shè)計(jì)
煤礦井下定向鉆孔多以近水平鉆孔為主,此類(lèi)鉆孔采用孔底動(dòng)力鉆具進(jìn)行受控定向鉆進(jìn),并根據(jù)需求及孔底測(cè)量系統(tǒng)反饋的數(shù)據(jù)進(jìn)行軌跡控制以及分支孔鉆進(jìn)[8-9]。為提高鉆頭碎巖效率,降低鉆頭磨損,對(duì)鉆頭進(jìn)行刀翼結(jié)構(gòu)及水力參數(shù)優(yōu)化。
1.1 刀翼結(jié)構(gòu)優(yōu)化
目前PDC 鉆頭刀翼結(jié)構(gòu)主要有刮刀式、單齒式2 種布齒方式。其中刮刀式鉆頭切削齒分布在多個(gè)刀翼上,鉆進(jìn)過(guò)程中能夠更好切入巖石,且提供更好的流道,便于清洗鉆頭、排出巖屑。因此,此次鉆頭設(shè)計(jì)采用刮刀式結(jié)構(gòu)。
為了提高鉆頭壽命,降低不均勻磨損,布齒采用等切削布齒原則設(shè)計(jì)[10-13]。
根據(jù)等切削原理:

式中:Si為第i齒的切削面積;ri為第i齒的中心距。
由于鉆頭外徑較小,且采用平底型結(jié)構(gòu),外圈切削齒受限于鉆頭直徑,次外圈切削齒受限于切削齒直徑,其中心距已確定,對(duì)其余切削齒按照式(1)進(jìn)行設(shè)計(jì)、計(jì)算,獲得鉆頭布齒參數(shù)。
切削角的大小決定了切削齒切入地層的方向[14-16]。根據(jù)前期地質(zhì)勘探資料,擬鉆地層以灰?guī)r為主,堅(jiān)固性系數(shù)f為8~10,為加強(qiáng)鉆頭攻擊性能,并有效增強(qiáng)外圈切削齒的壽命,本次PDC 鉆頭的切削角設(shè)計(jì)為15°~20°,由內(nèi)向外依次增大。側(cè)轉(zhuǎn)角的大小對(duì)鉆頭排屑有重要影響,可通過(guò)調(diào)整其大小改變切削齒切入方向進(jìn)而改變鉆頭的排屑能力。由于巖層硬度較大,排粉量較小,選擇鉆頭側(cè)轉(zhuǎn)角為4°~8°。按照以上參數(shù)設(shè)計(jì)的鉆頭三維模型如圖1 所示。

圖1 鉆頭三維模型Fig.1 3D model of the bit
1.2 水力參數(shù)優(yōu)化
鉆頭水力參數(shù)對(duì)鉆頭的碎巖影響巨大,合適的水力參數(shù)具有較少的渦流,能夠及時(shí)將切削的巖粉排出孔底,防止重復(fù)破碎,進(jìn)而降低鉆頭磨損,提高鉆頭壽命。通過(guò)計(jì)算流體力學(xué)分析軟件對(duì)鉆頭水路進(jìn)行模擬分析。
1)模型簡(jiǎn)化與邊界條件
因切削齒安裝具有一定角度,切削齒后靠背呈不規(guī)則圓弧形狀,為便于網(wǎng)格劃分及模擬計(jì)算,對(duì)鉆頭模型進(jìn)行簡(jiǎn)化,去除相關(guān)圓角。將鉆頭內(nèi)孔設(shè)置為流量入口,入口設(shè)定流量為300 L/min,出口為鉆頭與鉆孔環(huán)空間隙,出口邊界條件設(shè)定為環(huán)境壓力,即1 個(gè)標(biāo)準(zhǔn)大氣壓。固壁邊界條件為壁面上滿(mǎn)足無(wú)滑移條件,近壁區(qū)采用壁面函數(shù)法處理,計(jì)算介質(zhì)選擇為清水。以速度、壓力為目標(biāo)進(jìn)行計(jì)算。
2)結(jié)果分析與結(jié)構(gòu)優(yōu)化
通過(guò)模擬分析,得到鉆頭水眼、水道流線(xiàn)。通過(guò)反復(fù)調(diào)整水眼大小、噴射角度以及水口形狀,調(diào)整至流線(xiàn)中渦流最小,最終確實(shí)水眼的尺寸為?14 mm,噴射角度25°,水眼空間位置以靠近中心為宜,優(yōu)化后的鉆頭水路流線(xiàn)如圖2 所示。
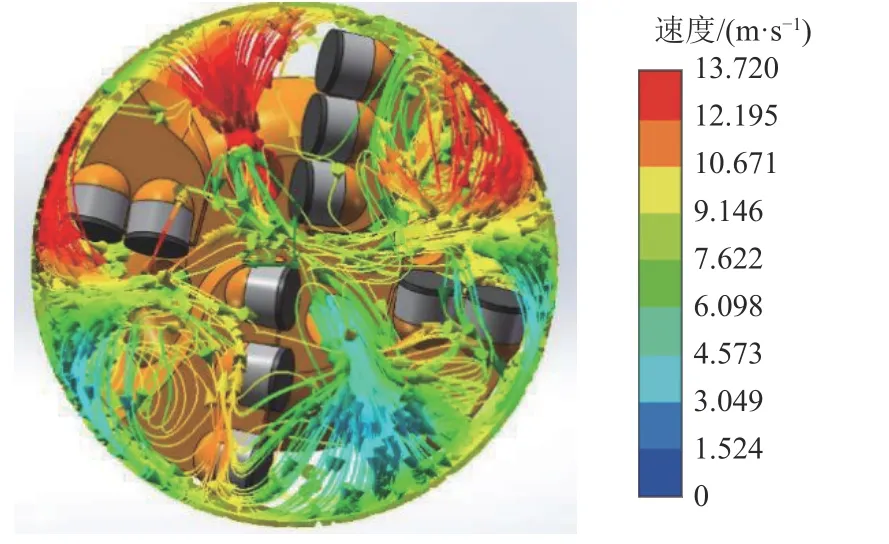
圖2 優(yōu)化后的鉆頭水路流線(xiàn)Fig.2 Waterway streamline of the optimized bit
2 金剛石復(fù)合片優(yōu)選
目前煤田領(lǐng)域小直徑鉆頭常用的切削齒直徑以?13.44 mm 為主,石油領(lǐng)域常用的切削齒直徑還包括?19、?16 mm 等。研究表明:大直徑切削齒具備較高的抗沖擊韌性,且在大鉆壓下具備較強(qiáng)的吃入地層的能力。因此,本次選用?16 mm 復(fù)合片代替原胎體鉆頭?13.44 mm 切削齒。
另外,隨著PDC 超硬材料行業(yè)的發(fā)展,出現(xiàn)了三棱齒、斧形齒等異形切削齒。三棱齒具有較好的抗沖擊韌性及破巖效率,為驗(yàn)證三棱齒與平面齒的使用效果,對(duì)2 種PDC 進(jìn)行了數(shù)值模擬。
2.1 數(shù)值模型建立
為了便于分析,依據(jù)論文的研究重點(diǎn),對(duì)模擬過(guò)程進(jìn)行假設(shè)以簡(jiǎn)化模擬過(guò)程,假設(shè)如下:流體對(duì)鉆頭破巖不產(chǎn)生影響;切削過(guò)程不存在重復(fù)破碎;巖石為均質(zhì)各向同性材料,且無(wú)原生裂紋。
1)材料模型及參數(shù)
巖石的本構(gòu)方程選用擴(kuò)展的Drucker-Prager 塑性模型,并通過(guò)對(duì)單元的剪切失效準(zhǔn)則的設(shè)定以模擬巖屑切除過(guò)程,實(shí)現(xiàn)地層巖石的剪切破壞[17]。
通過(guò)塑性損傷–破壞模型的引入以表征巖屑的分離,認(rèn)為材料的破壞過(guò)程是隨著其塑性變形的增加,內(nèi)部先產(chǎn)生微裂紋并逐漸擴(kuò)大,從而最后達(dá)到材料完全破壞點(diǎn),導(dǎo)致單元失效并刪除,通過(guò)定義材料的失效參數(shù)ωs來(lái)確定其是否失效:
將切削齒設(shè)置為彈性材料,以便觀察其金剛石層表面應(yīng)力分布特征。模擬中巖石和切削齒的材料參數(shù)見(jiàn)表1。

表1 巖石和切削齒材料參數(shù)Table 1 Material parameters of rock and cutters
2)幾何模型
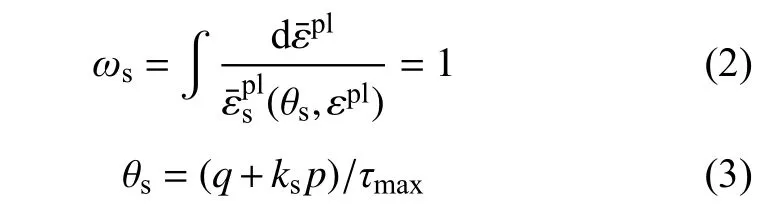
分別對(duì)平面PDC 切削齒和三棱凸脊PDC 切削齒進(jìn)行碎巖模擬分析。設(shè)置切削齒吃入巖石的深度為3 mm,切削齒的切削角度為–15°。PDC 切削齒及其碎巖模型如圖3 所示。
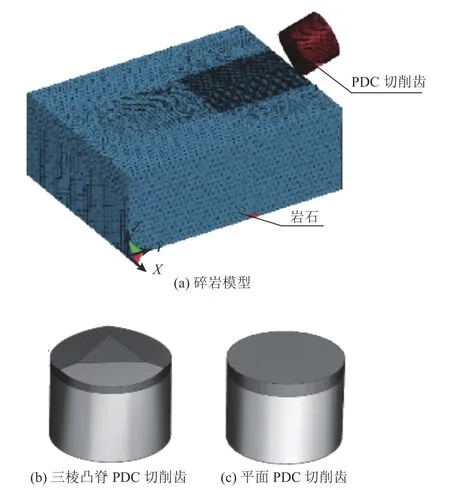
圖3 PDC 切削齒及其碎巖三維模型Fig.3 PDC cutters and 3d model of rock fragmentation
3)邊界及載荷
設(shè)置PDC 切削齒沿Y軸以50 m/h 的平移速度切削巖石,約束切削齒其余方向的自由度;巖石全固定,并在其四周邊界施加非反射邊界條件,以消除邊界透射波的影響。PDC 切削齒與巖石單元之間設(shè)置侵蝕接觸,當(dāng)巖石單元的損傷變量達(dá)到臨界值時(shí),認(rèn)定該單元失效(即發(fā)生斷裂),將此處的巖石單元從計(jì)算中刪除。
在切削齒和巖石之間法向行為設(shè)置硬接觸,切向行為設(shè)置為庫(kù)倫摩擦準(zhǔn)則。在巖石外表面增加非反射邊界以避免邊界反射波影響。為了避免因大變形導(dǎo)致的網(wǎng)格畸變,采用拉格朗日?歐拉方法(Arbitrary Lagrangian Eulerian,ALE)計(jì)算方法,并對(duì)模型進(jìn)行沙漏控制。
2.2 模擬結(jié)果分析
1) PDC 切削齒表面應(yīng)力特征常規(guī)平面PDC 切削齒上應(yīng)力主要分布于切削齒與巖石接觸邊緣區(qū)域,最大應(yīng)力集中于切削刃最下端,以及切削刃與巖石接觸兩側(cè)頂端部位(圖4a)。而三棱凸脊PDC 切削齒應(yīng)力則主要集中分布于最下端棱脊上,且由棱脊向兩側(cè)偏楔面對(duì)稱(chēng)擴(kuò)散分布,凸脊棱線(xiàn)以“斧刃”的形式接觸巖石,有利于將應(yīng)力集中于非常短的棱線(xiàn)部位,更加容易破碎和犁開(kāi)巖石(圖4b)。
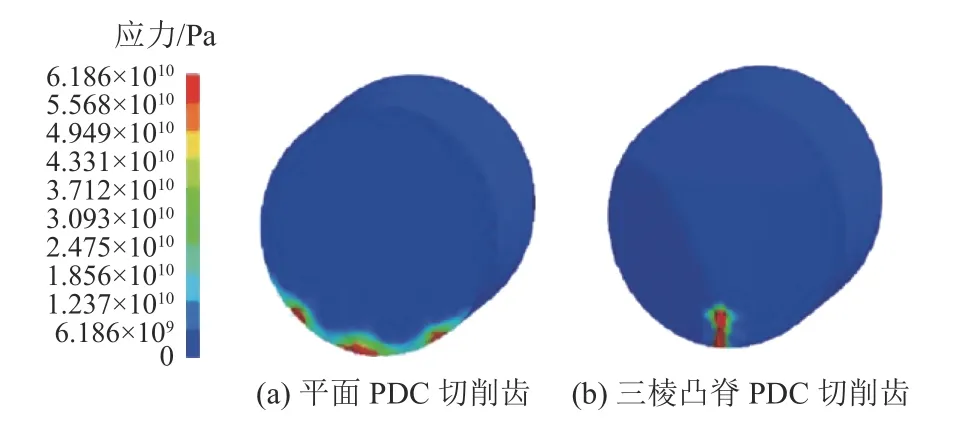
圖4 PDC 切削齒表面應(yīng)力分布Fig.4 Surface stress distribution cloud diagram of PDC cutters
2) PDC 切削齒切削力變化規(guī)律
對(duì)PDC 切削齒的碎巖切削力進(jìn)行對(duì)比分析,說(shuō)明其載荷特征和變化規(guī)律。
PDC 切削齒切削力隨時(shí)間變化曲線(xiàn)如圖5 所示。無(wú)論是平面PDC 切削齒還是三棱凸脊PDC 切削齒,切削力均隨著時(shí)間呈周期性波動(dòng)變化規(guī)律,平面PDC切削齒和三棱凸脊PDC 切削齒的平均切削力分別為864.62 N 和688.35 N,在相同切削深度和切削速度的情況下,三棱凸脊PDC 切削齒所需切削力小于平面PDC 切削齒。
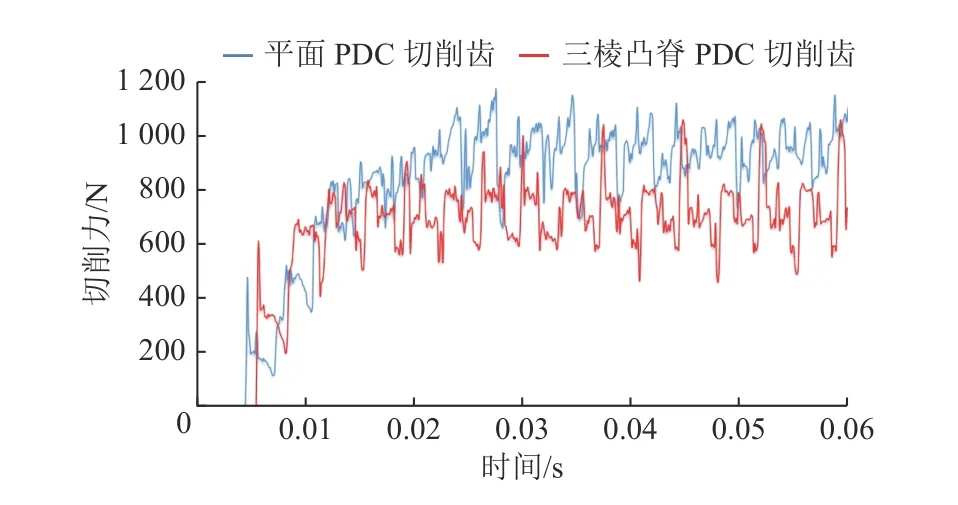
圖5 PDC 切削齒切削力隨時(shí)間變化曲線(xiàn)Fig.5 Cutting force curve of PDC cutters changing with time
PDC 切削齒軸向力隨時(shí)間變化曲線(xiàn)如圖6 所示。平面PDC 切削齒和三棱凸脊PDC 切削齒的平均軸向力分別為900.37 N 和789.59 N,在相同切削深度和切削速度的情況下,三棱凸脊PDC 切削齒所需軸向力小于平面PDC 切削齒,三棱凸脊PDC 切削齒更易吃入巖石。
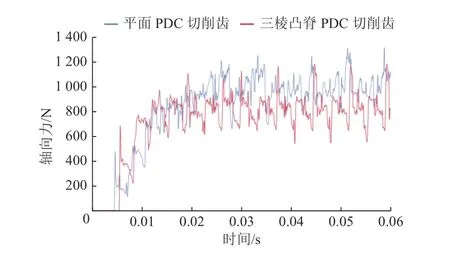
圖6 PDC 切削齒軸向力隨時(shí)間變化曲線(xiàn)Fig.6 Variation curve of axial force of PDC cutters with time
3) PDC 切削齒載荷碎巖效率
采用巖石破碎比功評(píng)價(jià)PDC 切削齒的碎巖效率,將巖石破碎比功定義為:破碎單位體積巖石所需要的載荷。碎巖比功越小,切削齒的碎巖效率越高。
PDC 切削齒切削碎巖過(guò)程中,其僅在切削力方向(切削齒運(yùn)動(dòng)方向)發(fā)生位移,因此只有切削力做功。通過(guò)模擬可得出,在0.06 s 內(nèi),平面PDC 切削齒和三棱凸脊PDC 切削齒的碎巖體積分別為4.47×10?6m3和4.41×10?6m3,由此可計(jì)算出平面PDC 切削齒和三棱凸脊PDC 切削齒的碎巖比功分別為6.39×106J/m3和5.16×106J/m3,三棱凸脊PDC 切削齒破碎單位體積巖石所需要的載荷更小,能夠取得更高的碎巖效率。
3 鉆頭體加工及表面增材制造工藝
3.1 鉆頭鋼體優(yōu)化設(shè)計(jì)
為保證耐磨層的厚度,降低鉆頭后期清理難度,對(duì)鉆頭鋼體進(jìn)行特殊設(shè)計(jì),如圖7 所示。在鉆頭保徑部位、刀翼前后預(yù)留耐磨層基準(zhǔn),增材制造時(shí)僅需要將耐磨材料高于刀翼及保徑基準(zhǔn)面即可。
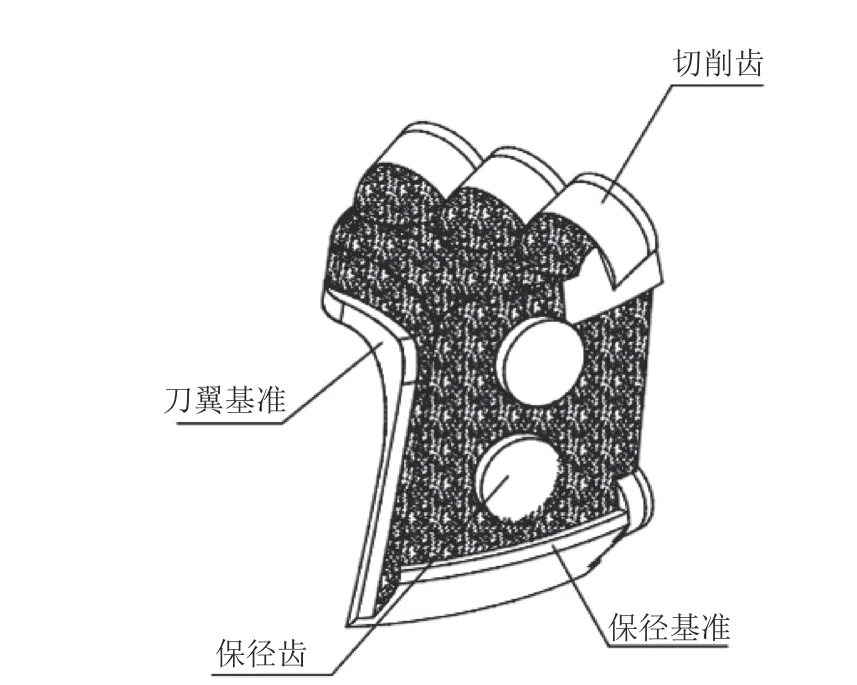
圖7 增材制造基準(zhǔn)Fig.7 Diagram of additive manufacturing benchmark
3.2 鉆頭鋼體加工
鉆頭體質(zhì)量的好壞直接影響煤礦井下成孔作業(yè)。定向長(zhǎng)鉆孔用表面增材制造長(zhǎng)壽命PDC 鉆頭,鉆頭體的結(jié)構(gòu)復(fù)雜,外形輪廓度要求高,但因其表面要進(jìn)行添加耐磨材料,所以對(duì)表面光潔度要求不高;而齒窩、保徑因空間位置直接影響鉆頭切削齒的排布,表面粗糙度影響切削齒的焊接強(qiáng)度,對(duì)加工精度要求較高[18]。為了提高加工效率,同時(shí)保證加工精度,制定粗加工和精加工兩個(gè)加工工序,并對(duì)加工刀路進(jìn)行仿真,優(yōu)化刀路。
1)粗加工
粗加工包括鉆頭體整體開(kāi)粗、二次開(kāi)粗2 個(gè)工序。在進(jìn)行零件整體開(kāi)粗時(shí),采用型腔銑的方式可以較快地去除材料余量,按最大切削效率進(jìn)行切削分層。在進(jìn)行清角時(shí),則采用輪廓銑的方法,進(jìn)行余量的二次加工,最大程度地提高刀具利用率,節(jié)省加工時(shí)間[19]。
2)精加工
粗加工完成后,對(duì)鉆頭體進(jìn)行齒窩精加工,在鉆頭體齒窩精加工時(shí),通過(guò)減小切削層厚度以提高齒窩光潔度。為提高加工效率,定制專(zhuān)用端面銑刀,可齒窩輪廓銑加工改為啄鉆方法加工。在水眼加工過(guò)程中,為保證水眼位置,先用定心鉆加工定位孔,然后進(jìn)行水眼加工。圖8 為鉆頭體精加工部分加工刀路。其中紅色線(xiàn)條代表快速移刀,深藍(lán)色線(xiàn)條代表進(jìn)刀,淺藍(lán)色線(xiàn)條代表切削刀路。
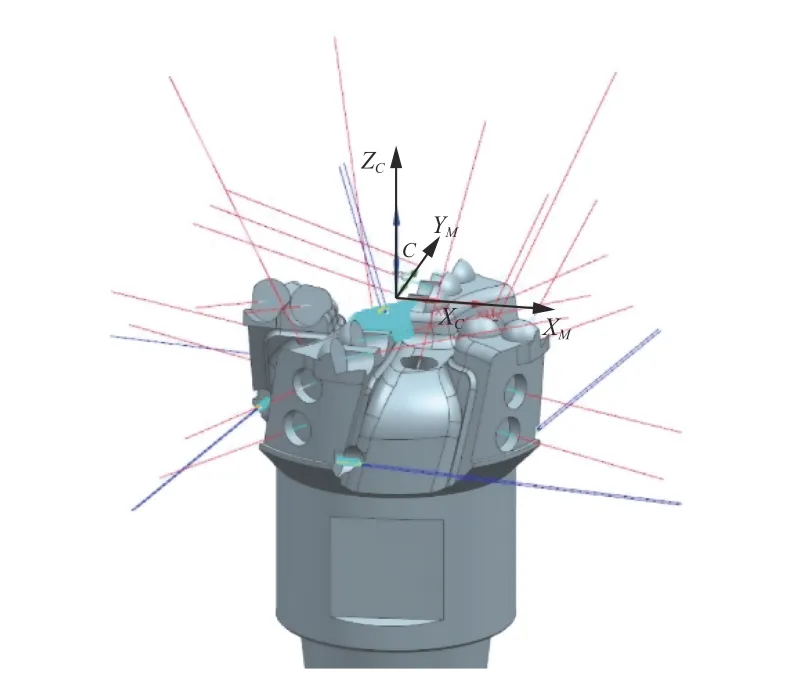
圖8 鉆頭體精加工刀路模擬Fig.8 Mechanical road simulation of drill bodies
3)加工仿真
通過(guò)UG-CAM 軟件提供的三維仿真演示,對(duì)鉆頭刀路軌跡、切削量進(jìn)行仿真校驗(yàn)。如果發(fā)現(xiàn)錯(cuò)誤可以及時(shí)分析原因并且進(jìn)行糾正。也能進(jìn)行NC 程序優(yōu)化,獲得縮短加工時(shí)間、延長(zhǎng)刀具壽命、改進(jìn)表面質(zhì)量的方法,檢查過(guò)切、欠切,防止機(jī)床碰撞、超行程等錯(cuò)誤。模擬真實(shí)加工中出現(xiàn)的問(wèn)題,達(dá)到縮短產(chǎn)品研發(fā)周期的目的。
3.3 表面增材技術(shù)工藝參數(shù)優(yōu)化
為提高鉆頭體表面硬度,需對(duì)鉆頭體表面進(jìn)行增材硬化。
1)增材技術(shù)優(yōu)選
根據(jù)熱源類(lèi)型,表面增材硬化技術(shù)可分為激光、氬弧、等離子(Plasma Transferred Arc,PTA)等熔覆增材。激光熔覆增材設(shè)備結(jié)構(gòu)復(fù)雜,使用成本高,主要應(yīng)用于航空航天領(lǐng)域;氬弧熔覆增材主要在母材表面熔覆自溶性合金粉末,加工成本低,易于推廣,廣泛應(yīng)用于機(jī)械零件表面強(qiáng)化;PTA 熔覆增材熱源能量介于激光和氬弧之間,較普通氬弧更穩(wěn)定、易于控制[20]。因此,本文采用PTA 增材技術(shù)對(duì)鉆頭表面進(jìn)行增材硬化。
2)增材粉末
鉆頭體材料為45 號(hào)鋼材,為保證鉆頭表面增材硬度,提高增材層與鉆頭基體的粘接強(qiáng)度,選用的原料粉末分別為WC/WC2粉、B 粉、Co 粉、Fe 粉、Ni 粉以及Si 粉,且WC/WC2粉的質(zhì)量分?jǐn)?shù)為60%。
3) PTA 增材工藝參數(shù)
PTA 增材制造技術(shù)是以等離子弧做加熱能源,熔化基板和送給的絲材或者粉末形成熔池,運(yùn)動(dòng)控制三維運(yùn)動(dòng)機(jī)構(gòu)(焊槍),掃描設(shè)計(jì)的成型路徑,通過(guò)逐層沉積得到設(shè)計(jì)的金屬材料零件[21]。為保證增材層的質(zhì)量,通常通過(guò)調(diào)整噴嘴端平面距工件表面的距離、焊接電流、焊槍移動(dòng)速度、橫擺速度、離子氣體流量、保護(hù)氣體流量、送粉氣體流量、擺焊狀態(tài)、噴粉量、步進(jìn)量等參數(shù)以控制表面層的性能參數(shù)[22]。
工藝參數(shù)的調(diào)整需要根據(jù)粉料特性、鉆頭規(guī)格及結(jié)構(gòu)特點(diǎn)、增材區(qū)域形狀及大小進(jìn)行優(yōu)化,優(yōu)選工藝參數(shù)見(jiàn)表2。

表2 PTA 增材制造工藝參數(shù)Table 2 PTA additive manufacturing process parameters
3.4 鉆頭體檢驗(yàn)
根據(jù)上述優(yōu)選的工藝參數(shù),利用PTA 自動(dòng)增材制造設(shè)備,在長(zhǎng)×寬×厚為70 mm×70 mm×10 mm 的Q235鋼板上增材2 mm 耐磨層作為試件進(jìn)行檢測(cè)。對(duì)試件硬度、結(jié)合面強(qiáng)度進(jìn)行了力學(xué)性能測(cè)試,并進(jìn)行了金相組織分析。
1)硬度測(cè)試
采用Wolpert-600MR 硬度計(jì)檢測(cè)試樣硬度(圖9),分別在硬化層、結(jié)合界面、基體各測(cè)兩點(diǎn)取平均值,因硬化層硬度高,采用洛氏硬度(HRC)表征,而結(jié)合面和母材主要為鋼材,采用布氏硬度(HB)表征。得到的硬度數(shù)據(jù)見(jiàn)表3。分析可知,硬化層硬度較高,平均HRC 值60,與常規(guī)胎體鉆頭胎體硬度相近(常規(guī)胎體鉆頭胎體硬度HRC 值在50 左右),滿(mǎn)足了鉆頭的要求。
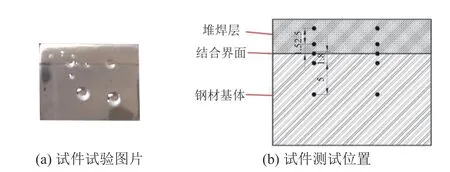
圖9 表面增材試樣硬度測(cè)試Fig.9 Surface additive sample hardness test
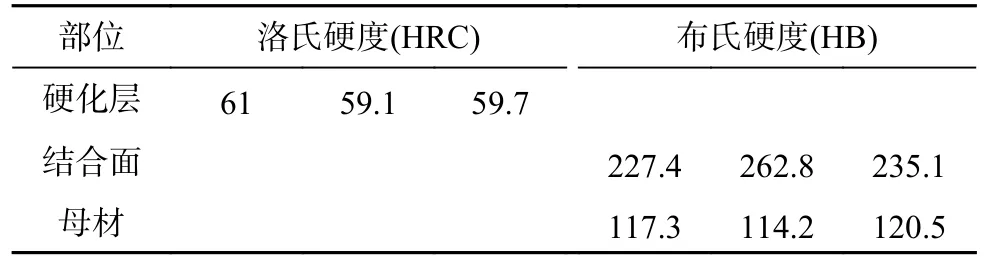
表3 試樣硬度數(shù)據(jù)Table 3 Hardness data table of samples
2)結(jié)合面強(qiáng)度測(cè)試
采用WE-50 萬(wàn)能試驗(yàn)機(jī)對(duì)試樣結(jié)合面進(jìn)行壓力測(cè)試,在750 N 的壓力下,未出現(xiàn)明顯裂紋或脫層,能夠保證表面增材制造層的粘接強(qiáng)度。
3)金相分析
采用MR3000 金相顯微鏡對(duì)試件進(jìn)行金相組織觀察(圖10)。采用色階分析軟件對(duì)圖10a 像素進(jìn)行測(cè)量,可知WC/WC2 所占比例為56%,粉末母材鑄造碳化鎢質(zhì)量分?jǐn)?shù)為60%,說(shuō)明其顆粒保留較好,未出現(xiàn)高溫下明顯分解的情況。由圖10b 對(duì)接合面組織放大后可以看出,結(jié)合面處出現(xiàn)了冶金反應(yīng),反應(yīng)界面厚度為20 μm 左右,說(shuō)明增材制造層與鋼體層結(jié)合面良好。
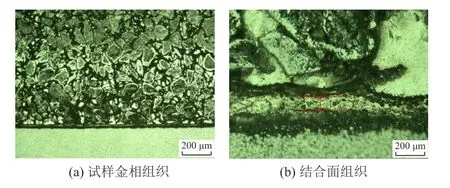
圖10 表面增材試樣金相組織Fig.10 Metallographic structure of surface additive samples
按照以上設(shè)計(jì)及工藝,加工鉆頭2 只,實(shí)物如圖11所示。
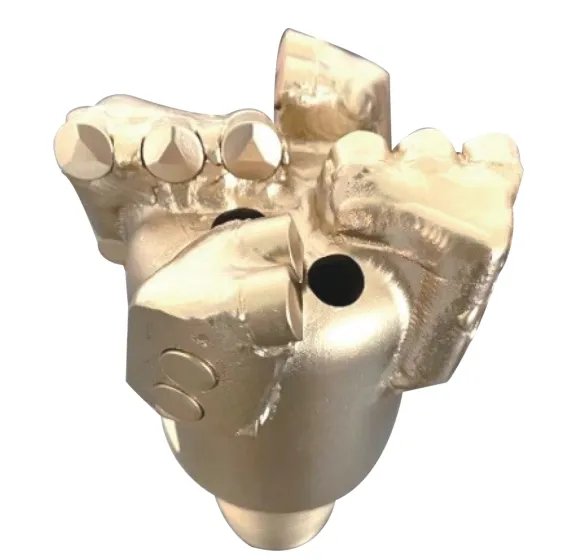
圖11 試制的新型鉆頭Fig.11 Trial production of a new drill bit
4 鉆頭試驗(yàn)
4.1 鉆孔設(shè)計(jì)與地層概況
在淮南顧橋煤礦北區(qū)14321 膠帶機(jī)底抽巷內(nèi)進(jìn)行現(xiàn)場(chǎng)試驗(yàn),施工鉆孔含中央1 煤采區(qū)底板膠帶機(jī)巷第二茬前探鉆孔、14321 工作面疏放水鉆孔、前探鉆孔及驗(yàn)證孔等,前探鉆孔沿巷道掘進(jìn)方向右邊不超過(guò)20 m,疏放水鉆孔按間距80~100 布置,驗(yàn)證鉆孔按間距不大于100 m 布置,共計(jì)8 個(gè),含前探鉆孔1 個(gè),疏放水鉆孔4 個(gè),驗(yàn)證鉆孔3 個(gè)。圖12 為疏放水鉆孔剖面。
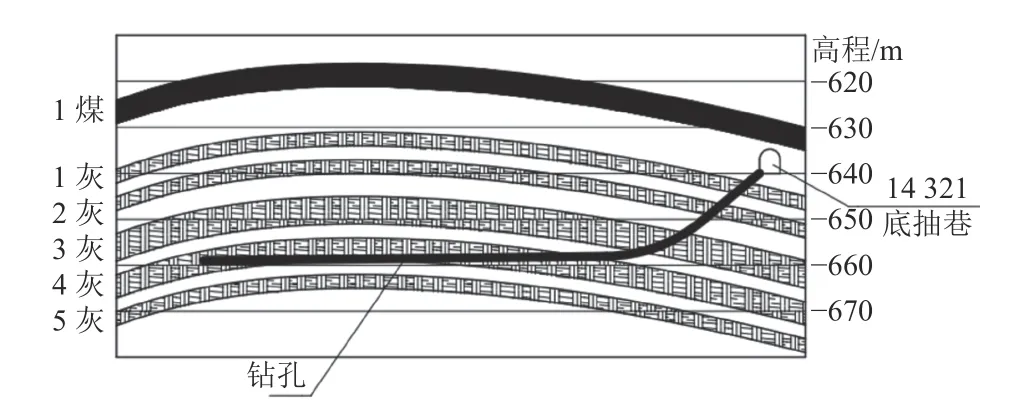
圖12 鉆孔剖面Fig.12 Schematic diagram of borehole section
此次試驗(yàn)鉆孔布設(shè)于太原組1 灰?guī)r,為灰黑色隱晶質(zhì)結(jié)構(gòu),見(jiàn)大量方解石,巖性致密、堅(jiān)硬。鉆孔終孔層位為太原組4 灰?guī)r層,為灰色隱晶質(zhì)結(jié)構(gòu),見(jiàn)裂隙發(fā)育被方解石填充,見(jiàn)深灰色不規(guī)則構(gòu)造線(xiàn),局部夾有深灰色泥質(zhì)條帶,巖性致密、堅(jiān)硬。
4.2 鉆頭試驗(yàn)效果
現(xiàn)場(chǎng)采用ZDY12000LD 定向鉆機(jī),配套BLY460/12泥漿泵和?89 mm 泥漿脈沖測(cè)量?jī)x器。此次試驗(yàn)2 只新型PDC 定向鉆頭的性能,施工14321 工作面疏放水鉆孔2 個(gè),采用鉆壓8 MPa,泵量200 L/min。兩只鉆頭壽命分別為827、810 m,鉆頭一翼PDC 齒出現(xiàn)崩齒,停止使用,目前使用的?120 mm 胎體式定向鉆頭平均壽命在300 m 左右。從試驗(yàn)完成后的鉆頭照片(圖13)可以看出,鉆頭體刀翼結(jié)構(gòu)完好,無(wú)沖蝕磨損,未出現(xiàn)裂紋或掰斷現(xiàn)象;切削齒磨損均勻,僅左下角最外圓復(fù)合片發(fā)生了崩齒現(xiàn)象,與之前胎體鉆頭多片復(fù)合片發(fā)生崩齒有顯著提高;鉆頭未發(fā)生泥包現(xiàn)象,充分驗(yàn)證了鉆頭結(jié)構(gòu)及水路參數(shù)設(shè)計(jì)的合理性。

圖13 試驗(yàn)完成后鉆頭Fig.13 Photo of the bit after tests
試驗(yàn)證明,2 只鉆頭壽命滿(mǎn)足了硬巖定向鉆進(jìn)工藝的要求,較常規(guī)定向鉆頭壽命提升1 倍以上,降低了輔助作業(yè)時(shí)間,大大提高了鉆孔施工效率。
5 結(jié) 論
a.通過(guò)優(yōu)化布齒結(jié)構(gòu)、水力參數(shù)和PDC 切削齒仿真分析,并開(kāi)發(fā)鉆頭體表面增材制造工藝,研制了新型PDC 定向鉆頭。試驗(yàn)結(jié)果表明,鉆進(jìn)致密、堅(jiān)硬灰?guī)r地層時(shí),2 只鉆頭壽命分別達(dá)到827、810 m,相對(duì)于以前胎體式定向PDC 鉆頭平均壽命300 m 有較大幅度的提高,達(dá)到了硬巖定向長(zhǎng)鉆孔提速增效的目標(biāo)。
b.開(kāi)發(fā)的表面增材制造工藝,突破了兼具胎體耐磨耐沖蝕和鋼體強(qiáng)韌性的WC 基復(fù)合鉆頭體加工技術(shù),解決了胎體式PDC 鉆頭刀翼掉塊、斷裂等問(wèn)題,為煤礦頂?shù)装逵矌r定向鉆頭制造工藝研究提供了新思路。
c.本研究?jī)H對(duì)鉆頭體表面增材制造工藝參數(shù)進(jìn)行了優(yōu)化,并測(cè)試了增材層硬度、結(jié)合面強(qiáng)度以及金相組織等參數(shù),未對(duì)增材層與鋼體材料結(jié)合機(jī)理進(jìn)行闡釋?zhuān)行柽M(jìn)一步深入研究。