MGP模具料餅自動投放結構形式探討
2022-08-29 08:27:22劉文超
模具制造 2022年7期
關鍵詞:檢測
劉文超
(安徽耐科裝備科技股份有限公司,安徽銅陵 244061)
1 引言
對于MGP(Multiple Gate Plunger)多注射頭封裝模具封裝形式(見圖1),料餅的上料目前仍以手動擺放至料餅上料框架,再用上料框架裝載至模具中居多。但這種料餅上料方式存在很多的弊端:料餅的缺損沒有精確的檢測、料餅附帶的粉塵無除塵集塵裝置處理、料餅是否全部入位也無精確檢測等等,造成的生產事故相對較多。且加上塑封環境溫度較高、人力成本不斷增加等因素,全自動料餅上料機應運而生。
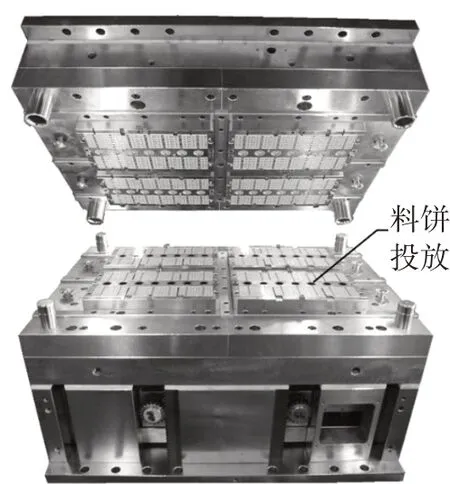
圖1 MGP模具
2 傳統料餅上料結構特點
MGP 模具全自動料餅上料機,主要就是代替人工,自動將料餅裝入料餅上料框架中,如圖2所示。這種全自動料餅上料機一般采用圓形振動盤陣列料餅。料餅經過除塵機構、稱重檢測及推送機構、儲存投放機構等機構,可以實現料餅的除塵、重量檢測、自動投放上料、入位檢測等一系列動作。除了具有替代人工的功能外,各種檢測功能大大提高了MGP 模具的生產可靠性。

圖2 料餅自動上料機
對于全自動料餅上料機,其中最重要的一環就是料餅投放。目前市場常用的投放方式主要有兩種。一種是料餅經過陣列、除塵、稱重后,由料餅推送機構將料餅逐顆推入一軟管,軟管與投放機構連接,最終料餅由投放機構逐顆投放到料餅上料架上,如圖3所示。因為上料架一般一次上料20~50 顆不等數量的料餅,這種結構的優勢可實現料餅的連續投放,不受數量的影響。同時,這種機構也有一個最大的弊端。料餅的連續投放過程,是料餅推送機構必須采用一顆推一顆的形式將軟管全部裝滿料餅,因軟管一般長度較長,料餅在整個裝填過程中,自身需要承受一定的擠壓力,不僅容易卡澀,而且也會造成料餅的破裂損壞。同時,當結束生產的時候,軟管中的料餅不方便及時取出。因料餅具有時效性,需防氧化,不能及時取出也會造成料餅的浪費。

圖3 軟管連接式投放結構
另外一種料餅投放是將料餅儲存與投放機構一體式設計,這種結構目前市場常用的是單料筒存儲機構,料餅存儲量有限,存儲數量太多,料筒尺寸又過高,存貯過程容易造成料餅的損壞。同時過高的料筒尺寸也需要比較大的安裝空間,料餅數量如果不能滿足一次塑封所需要的料餅數量,只能通過多次收料、放料才能完成整體生產所需的料餅排布,用時長、效率低,影響整體設備的封裝生產效率。因此,考慮料筒尺寸不能太高,且一次可以存儲一次塑封所需要的料餅數量,最新設計了旋轉式,多料筒料餅投放機構,如圖4 所示。該機構采用6 個存儲料管,旋轉式收料放料,可一次性可完成所需料餅的排布,極大提高了塑封產品生產效率。

圖4 旋轉式料餅投放機構
4
3
3 旋轉式料餅上料機構及功能介紹
旋轉式料餅投放機構由連接板1、檢測傳感器2、氣吹3、6 個轉輪收料筒4、聚光傳感器5、傳感器安裝板6、傳感器聚光板7、側板8、金屬墊圈9、托板10、側板11、氣缸安裝版12、檢測傳感器13、電機安裝板14、伺服電機15、氣缸連接板16、升降滑臺氣缸17、緩沖墊18、抵緊氣缸19、放料氣缸20、止擋板安裝塊21、止擋板墊圈22、止擋板23組成。連接板1可將整個機構與運動部件相連。升降滑臺氣缸17 安裝在連接板1上,滑臺部分與氣缸連接板16連接。同時,氣缸連接板16 與側板8、側板11 連固定接,托板10 側板8、側板11連接。這樣就構成投放機構主體部分。
料餅由稱重及推送機構分別推送至6個轉輪收料筒4中,當檢測傳感器2與檢測傳感器13檢測出單個轉輪收料筒4接收至最大存儲量時,料餅供給機構停止推送料餅,此時抵緊氣缸19、緩沖墊18會抵緊最后一顆料餅,同時放料氣缸20帶動止擋板安裝塊21、止擋板墊圈22 和止擋板23 伸出,擋住料餅。這時抵緊氣缸19松開。此時伺服電機15驅動整體轉輪旋轉特定角度,將滿料的轉輪收料筒4旋轉至存料工位,等待排布。同時將另外空的轉輪收料筒4旋轉至接收料餅工位,接收料餅。依次循環至所有轉輪收料筒4都存滿料餅。因料餅本身灰塵較重,因此在檢測傳感器2、檢測傳感器13出安裝了氣吹3,可實時清潔傳感器表面的灰塵,有利于檢測的可靠性。
排布時,連接板1可將整個機構與運動部件相連,根據上料架料餅點位進行X、Y 向運動。當料餅投放機構運動至投放位置時,升降氣缸17驅動投放機構下降至指定高度,放料氣缸20帶動止擋板23伸出,擋住托板10的進出料的料口,此時伺服電機15驅動整體轉輪旋轉特定角度,使其中一個滿料的轉輪收料筒4達到托板10的進出料的料口,第一顆料餅會落在止擋板23上,此時抵緊氣缸19帶動緩沖墊18作用,除第一顆料餅外,其余料餅在轉輪收料筒4保持懸空,接著放料氣缸20 帶動止擋板23 縮回,第一顆料餅落入指定工位,隨后放料氣缸20帶動止擋板23推出,抵緊氣缸19縮回,第二顆料餅落在止擋板23上,此時整體裝置完成一次料餅排布,依次循環。料餅投放后,為了判斷料餅有沒有正確入位,投放機構上設計了入位檢測傳感器,即聚光傳感器5,其通過傳感器安裝板6固定在投放機構側面。為了檢測準確性,安裝有傳感器聚光板7。投放機構投放下一顆料餅時,可同時檢測上一顆是否入位。上料架排滿后,投放機構整體裝置運行至上料存儲工位,等待下一次接收料餅。
4 結束語
旋轉式料餅投放機構有6 個料筒依次存料,完全可以存貯一次塑封所需要的料餅數量。同時,料筒存儲數量有傳感器檢測,旋轉位置由伺服電機驅動,精度高,上下料餅動作順暢,而且結構緊湊,不需要太長料筒,所需空間小。存儲時,因每個料筒存儲的數量無需太多,因此,料餅推送過程中,不需要太大的擠壓力,有利于保護料餅的完整度,且具有料餅入位檢測功能,大大提高了MGP 模具塑封的產品質量和穩定性。基于以上原因,具有存儲功能的旋轉式料餅投放機構更受市場的青睞。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
