智能在線檢測技術在焊裝生產線的應用
2022-08-31 04:14:06胡浩胡博張劍
汽車零部件 2022年8期
胡浩,胡博,張劍
1.北京交通運輸職業學院,北京 100096;2.華北電力大學,北京 071003;3.北京現代汽車有限公司,北京 101309
0 引言
白車身制造是一項系統集成度較高的工程,它由復雜的具有空間曲面特性的薄板沖壓件,在焊裝生產線上快速地、大批量地焊接而成,其裝配定位點或孔可達1 800多個,焊點在3 000~5 000個。其制造過程中生產環節較多,容易出現偏差,直接影響到最終汽車產品的質量,例如汽車的密封性、行駛平順性、靜謐性、外觀及汽車的制造成本等。
白車身精度是衡量汽車產品質量好壞的重要指標之一,而傳統的三坐標測量設備由于受測量環境、空間等原因的限制,技術人員只能進行離線抽樣檢測,檢測效率低且周期長。由于汽車制造業對生產節拍和白車身的制造精度要求越來越高,需要對白車身精度進行實時在線檢測,這是傳統的三坐標測量設備無法完成的。
為此,本文提出了實時在線檢測技術。視覺檢測技術的成熟發展和應用是實現在線測量的基礎,與傳統的測量技術相比,視覺在線檢測技術具有效率高 (在線100%測量率,測量速度快)、適應性強(各個工位工況布置)、非接觸的明顯優勢,適用于和白車身制造過程相關的精度偏差故障診斷,保證了白車身生產效率、制造精度及檢測結果的可靠性。
1 智能在線檢測設備
1.1 智能在線檢測方案平面布局
某工廠焊裝車間一期生產線(#31)的生產節拍為71臺/h,平均約50.7 s下線一臺白車身,快速的生產節奏需要高精度的白車身制造與檢測能力。
焊裝車間的智能在線檢測系統布置在主焊線最后一個機器人工位,即BR(body respot) LINE工位。智能在線檢測系統生產線布局如圖1所示。根據實際測量點分布以及機器人的工作半徑,檢測站布置了5臺工作機器人,生產技術人員通過機器人三維仿真模擬后,并結合現場實際布局論證,最終確定的智能在線檢測系統工作站布局如圖2所示。
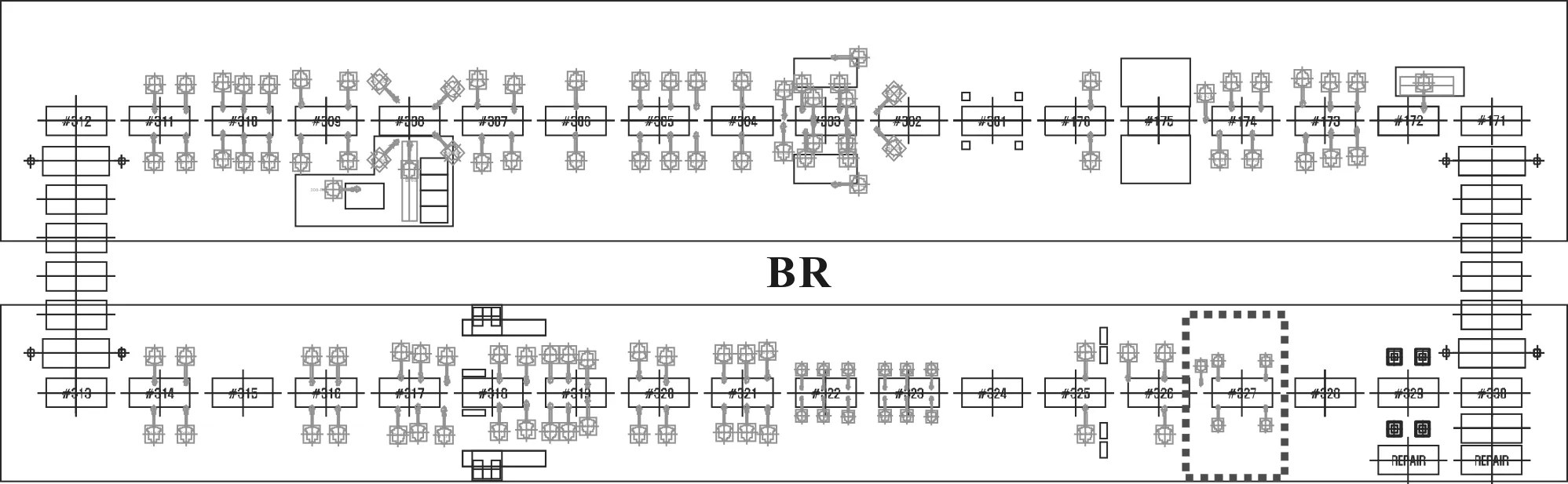
圖1 智能在線檢測系統生產線布局

圖2 智能在線檢測系統工作站布局
智能在線檢測技術是一套自動化程度很高的光學測量系統,是在每臺機器人末端的法蘭盤處安裝一個測量傳感器,用于獲取被測對象的圖像信息。該系統由硬件系統和軟件系統兩大部分組成,硬件部分包括5個六軸工業機器人、校準球模塊、激光傳感器探頭、控制柜等,軟件部分包括計算機處理系統、測量控制軟件、數據管理與分析等,如圖3所示。

圖3 智能在線檢測系統
1.2 智能在線檢測設備工作原理
智能在線檢測技術使用的Helix探頭是Perceptron公司最新研制的能提供完整尺寸測量控制的3D掃描傳感器,設備工作測量的掃描區域以點云形式的數據進行收集,通過相關算法可導出具有一定特色的形狀,如圖4所示。

圖4 掃描區域點云數據
1.3 智能在線檢測設備參數及設備選型對比
智能在線檢測系統工作站設備型號及參數,根據生產線規劃產能、生產線節拍、測量周期、工作區域及溫度統籌規劃,具體設備參數及選型如下:
主焊線生產節拍(C/T)為50.7 s,測量周期為48 s,設備運轉率為93%;
運行環境:溫度為5~45 ℃,濕度為10%~90%;
測量傳感器Helix參數:測量精度為±0.05 mm,測量時間為2.5 s/點,質量為1.37 kg;
工業機器人技術參數:六自由度的HH030L現代重工機器人,重復定位精度為±0.08 mm,工作半徑為2 535 mm。
Helix檢測設備在保障測量數據可靠的前提下,通過掃描方式可使機器人以更少測量姿勢測量更多的點或區域,很大程度上提高了其檢測效率。根據之前的測量對比試驗數據,在測量白車身側圍上同等數量點的情況下,Helix 用時47 s,機器人變換11個測量姿勢,而上一代產品Flexicam則用時66 s,機器人變換19個測量姿勢,如圖5所示。

圖5 Helix與Flexicam 測量數據對比
1.4 智能在線檢測設備溫度補償
智能在線檢測設備固定在機器人末端,其測量精度受機器人精度影響。機器人在測量過程中,由于所處的車間環境溫度變化以及機器人各個軸在運動過程中電機自身發熱等因素,最終導致測量結果出現一定程度的偏差。因此在工作站中的測量機器人附近安裝校準球來,補償溫度引起的測量誤差。校準球模塊如圖6所示,校準球主要采用陶瓷材質,對周邊溫度變化不敏感,溫度對其影響較小。

圖6 校準球模塊
增加溫度補償功能后,測量精度得到很大的改善。溫度補償系統使用前最大測量值達到0.65 mm,使用后其測量值減小至0.2 mm。
1.5 智能在線檢測設備控制系統設計及工作過程
智能在線測量設備處于焊裝車間自動化控制系統的設備層,檢測工作是在車間控制層PLC和車間管理層MES協同控制完成的。車身在STL作用下移動到在線檢測站,在定位夾具作用下精確定位,機器人接到工作開始信號后按照設定好的工作軌跡進行檢測,其運行流程如圖7所示。
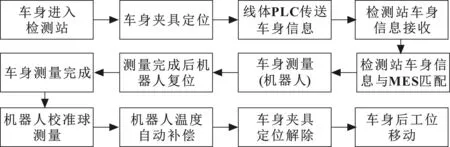
圖7 智能在線檢測設備運行流程
系統運行流程包括工位工作、主要工作和校準球測量3個部分:
(1)工位工作主要是指測量車身前的準備工作。車身在線體PLC的控制下進入測量工位,從PLC獲取該車身信息(包括車型的SEQ NO、BODY NO、車型以及臺車信息)后,向PLC發送接收車身信息完成信號。
(2)主要工作是指測量車身所需的工作,是執行開始測量周期、匹配PLC和MES信息以及將測量結果輸出文件等的作業。PLC獲取的車身信息與MES車型序列進行比對,如果匹配結果一致則發出測量允許的信號,檢測站開始測量;如果不一致則發出車型讀取錯誤信號,同時再次發出車型信號進行核實。測量開始,檢測站測量計算機與機器人交互信號完成測量,將測量結果顯示并保存。
(3)校準球測量主要是對機器人進行的溫度補償的校正。在車身信息測量完成后,開始對機器人周邊的固定校準球測量,達到實時對機器人校準的目的。
測量計算機根據傳感器實時測量車身數據和機器人校準結果綜合得出各個測量點的三維數據。
2 白車身精度管理
2.1 白車身關鍵測點分布及公差管理
智能在線檢測設備主要測量白車身的定位孔、裝配孔、面、邊等主要裝配特征。某焊裝車間#31規劃年產能30萬輛,生產節拍為71臺/h,根據后續規劃引入新車型考慮到的生產節拍問題,機器人完成全部測量動作時間不得超過50.7 s。機器人每點測量時間平均為2.5 s,則在生產節拍內可測量大約102個測量點。
根據裝配特征對后續總裝車間裝配性能的影響及重要性,經計算機三維仿真模擬及現場調試,確定A車型共98個測量點,具體分布如圖8所示,所選測量區域包括了白車身前部、中部及后部范圍內區域,如圖9所示。

圖8 A車型關鍵測點分布

圖9 A車型測量區域分布
智能在線檢測設備中可以實現對每個測量點進行公差值的管理,參照三坐標管理基準及測點對后續總裝裝配影響重要性,將測量的裝配特征進行精度等級劃分管理,并設置不同的公差范圍,如表1所示。對每個點設定不同公差范圍,對于超差的點,智能在線檢測設備設置有自動報警功能,會將超差點的具體偏差信息以郵件或手機短信的形式發送到管理者。生產技術人員可以根據實際生產情況對報警信息進行處理。
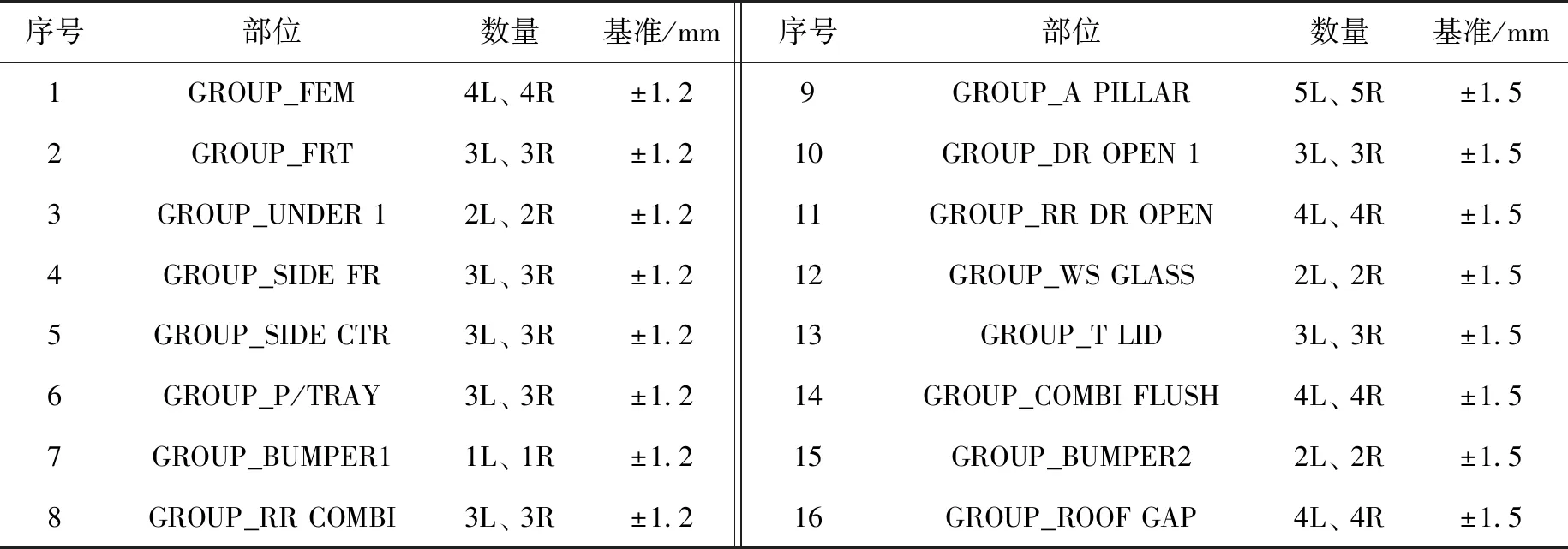
表1 A車型測點公差值管理
2.2 系統數據分析功能
智能在線檢測系統的數據查詢及數據分析功能是基于統計過程控制(SPC)開發,可以提供完整的白車身數據的帕累托圖(Pareto),包括測點數據最大/小偏差值、平均值及標準差等,測量系統還能提供車身尺寸檢測數據統計過程的控制圖以及測點數據的直方圖,如圖10所示。對生產的白車身進行尺寸評價時,測量點的制造誤差采用3種不同底色的點來反映,綠色是公差內的點,淡綠色是警告的點,紅色是超差的點。
在生產過程中,通過對以往生產白車身數據的統計和分析能夠改進和提高生產現場的工藝,有利于企業成本和效益的提升。因此要求在線檢測系統能夠有效地存儲測量數據以及將生產過程中產品參數,如車身VIN號、生產時間、生產總量、合格率以及各測量點數據結果等,從而有利于企業對產品的質量把控,為企業生產提供數據參考和產品改進依據。
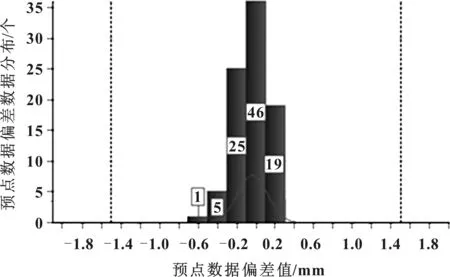
圖10 測點數據直方圖
3 實施效果
3.1 環境效益提高
傳統的精度檢測方法主要是三坐標離線檢測,具體做法根據三坐標的測量周期,將生產完的白車身推進三坐標室進行離線精度測量,周期長、效率低且離散的測量數據無法進行白車身精度趨勢預測與判斷。
對汽車制造企業而言,智能在線實時精度檢測技術實現了對白車身精度質量的實時把控,減輕了現場工作人員的勞動強度,降低了企業的人力成本,改善了現場工作條件。
3.2 經濟效益提高
在線精度檢測系統的應用,有效降低了精度異常引起的問題,減少因制造不良引起的后期維修費用和人工費用。
在A車型生產運營過程中,智能在線檢測系統發生報警提示,生產技術人員查詢報警具體信息后,發現數據提示左側圍TOOL’G點“H”方向超差,技術人員進入生產線發現該車身定位孔已發生變形,圖11為側圍定位孔測量數據及現場側圍變形圖片。技術人員根據經驗判斷是車身側圍總成臺車定位銷和該定位孔發生輕微干涉所致,根據變形的車身號,利用智能在線檢測臺車追溯查詢功能,最后鎖定7號臺車(左側圍生產線A車型對應共8個總成臺車)。現場技術人員根據定位銷偏差方向對相應的夾具進行相應調整,改善效果良好,后續無變形車輛產生,如圖12所示。
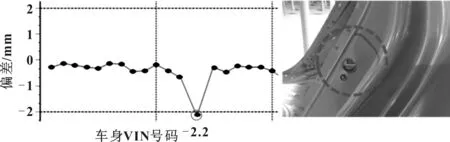
圖11 側圍定位孔測量數據及現場側圍變形圖片
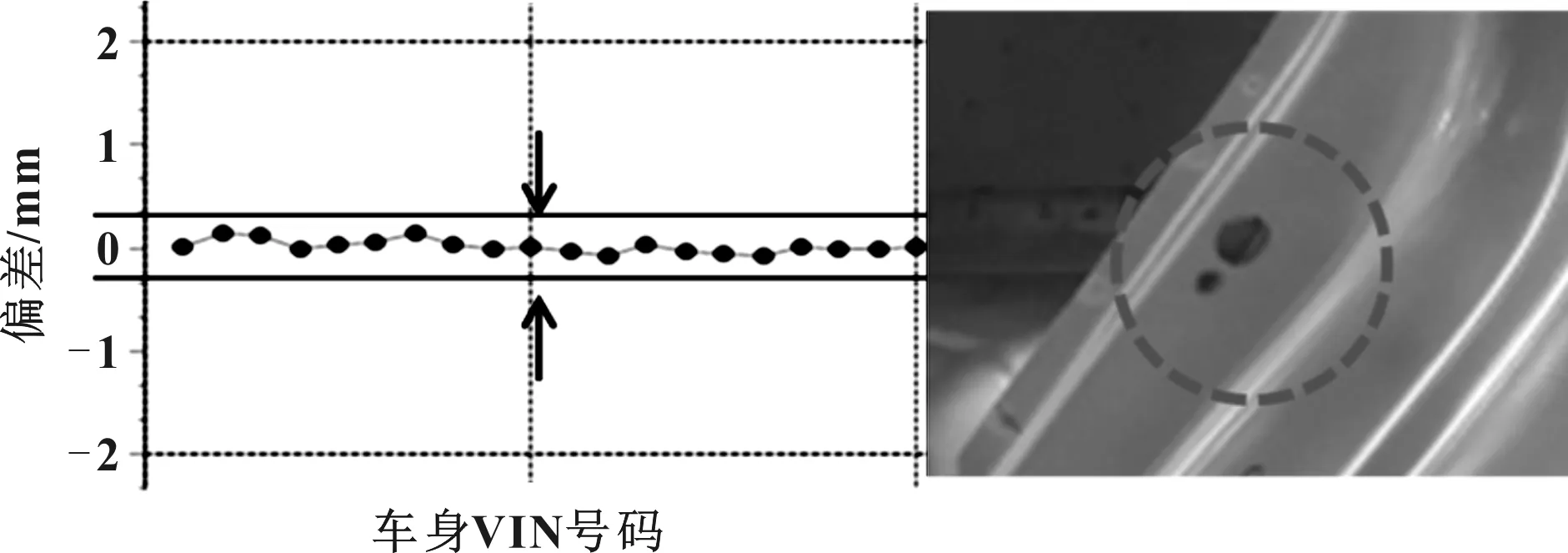
圖12 數據夾具調整后側圍定位孔數據及現場圖片
3.3 自動化水平提高
由于該系統涉及檢測傳感器、電氣、機器人、機械等多領域,其復雜的系統以及設備的高效協同能力都有待優化提升。機器人在線檢測技術具有自動化程度高、檢測時非接觸、效率和精度高、實時性好、智能化程度高等優點,能夠適應很多自動化行業的檢測要求,對于那些需要大量檢測且檢測周期較長、檢測效率低下的工作,完全可以由在線檢測系統取代,這樣不僅提高了生產線的自動化水平而且提高了產品的生產及檢測效率。
4 結論
在整車制造廠對白車身進行實時的精度檢測是十分必要的。智能在線檢測系統能夠可靠、穩定、有效地對白車身精度進行檢測,在保證測量穩定性的同時,能夠滿足焊裝車間的生產速率(UPH)和適應不同車型的柔性化生產需求,從而能夠高效率、高質量、低成本地實現白車身精度的檢測,實現工廠更趨于高效率、智能化、低次品率的生產。通過對以往生產狀況數據的統計和分析,能夠實時地改進和提高生產現場的工藝。
整車制造廠以精益管理為目標,從各個方面力求做到“精”“益”。大數據帶來的信息技術革命,成為工業生態環境發展的命脈。智能化設備有效的使用、管理和維護,給企業帶來了更快的速度、更高的效率和更敏銳的洞察力,同時也給企業帶來了經濟效益和環境效益,更重要的是獲得了社會的認可。
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
文苑(2018年23期)2018-12-14 01:06:06
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
文苑(2018年21期)2018-11-09 01:22:32
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
中國軍轉民(2017年6期)2018-01-31 02:22:28
