機(jī)器人TIG焊接的焊縫形貌遺傳神經(jīng)網(wǎng)絡(luò)預(yù)測
2022-08-31 03:47:00吳月玉林群煦侯至丞楊文林
制造業(yè)自動化 2022年7期
吳月玉,張 弓,林群煦,侯至丞,楊文林
(1.廣州中國科學(xué)院先進(jìn)技術(shù)研究所,廣州 511458;2.五邑大學(xué) 軌道交通學(xué)院,江門 529020)
0 引言
機(jī)器人焊接是一個(gè)典型的多輸入多輸出非線性時(shí)變系統(tǒng)。焊接工藝是工業(yè)制造中不可缺少的重要組成部分[1]。鎢極惰性氣體保護(hù)焊(TIG)是最常用的弧焊工藝之一,是在惰性氣體的保護(hù)下,通過非消耗性鎢電極和工件之間產(chǎn)生電弧熔化母材和填充焊絲實(shí)現(xiàn)焊接的一種方法[2]。隨著焊接產(chǎn)品制造技術(shù)自動化、柔性化和智能化的提高,焊接工藝參數(shù)的選擇必須經(jīng)過進(jìn)一步優(yōu)化,才能在給定的生產(chǎn)率下獲得理想的焊縫[3]。各焊接工藝參數(shù)之間的高度復(fù)雜耦合性使求解最佳焊接工藝成為一個(gè)難題[4]。
傳統(tǒng)的焊接工藝需要通過大量試驗(yàn)制定,成本高且實(shí)驗(yàn)結(jié)果不確定性很大[5]。因此,國內(nèi)外很多學(xué)者建立焊接工藝參數(shù)和焊縫幾何形狀之間的數(shù)學(xué)模型來控制和優(yōu)化焊接過程。Yang[6]等建立了多元線性回歸模型對埋弧焊的焊縫寬度、余高和熔深進(jìn)行預(yù)測;Kim[7]等利用BP神經(jīng)網(wǎng)絡(luò)方法預(yù)測多道次焊接的焊縫余高和焊縫寬度;Marina[8]等利用人工神經(jīng)網(wǎng)絡(luò)預(yù)測奧氏體不銹鋼焊縫的鐵素體含量、熔寬、余高和熔深;Yin[9]等建立深度網(wǎng)絡(luò)模型對5083鋁合金雙絲CMT焊接焊縫的熔深、熔寬和余高進(jìn)行預(yù)測;陳子琴[10]等用焊接特征信息圖像所提取的9組特征信息作為輸入建立含兩個(gè)隱藏層的貝葉斯神經(jīng)網(wǎng)絡(luò)對焊件背面的寬度進(jìn)行預(yù)測;Yang[11]等利用決策樹和貝葉斯神經(jīng)網(wǎng)絡(luò)研究了攪拌摩擦焊氣孔形成條件;Parikshit[12]等利用遺傳算法替代BP神經(jīng)網(wǎng)絡(luò)的梯度下降法搜索神經(jīng)網(wǎng)絡(luò)的最優(yōu)權(quán)值后建立神經(jīng)網(wǎng)絡(luò)預(yù)測TIG焊接焊縫的正面高度、背面寬度、背面高度和背面寬度。雖然這些模型對焊縫形貌預(yù)測具有一定的作用,但由于影響焊縫形成的因素眾多且復(fù)雜,各個(gè)焊接工藝參數(shù)之間高度耦合,導(dǎo)致預(yù)測的精度不是很高且泛化能力不是很強(qiáng)。此外,傳統(tǒng)BP神經(jīng)網(wǎng)絡(luò)存在收斂速度慢、訓(xùn)練時(shí)間長、容易陷入局部最小值的問題[13];而利用遺傳算法替代BP神經(jīng)網(wǎng)絡(luò)的梯度下降法雖克服了BP神經(jīng)網(wǎng)絡(luò)易陷入局部最小點(diǎn)的問題但仍存在遺傳迭代次數(shù)多、訓(xùn)練時(shí)間過長的問題。
為了解決上述問題并進(jìn)一步提高焊縫形貌預(yù)測模型的預(yù)測精度和泛化能力,本文通過試錯(cuò)實(shí)驗(yàn)確定BP神經(jīng)網(wǎng)絡(luò)的拓?fù)浣Y(jié)構(gòu),其次利用遺傳算法確定BP神經(jīng)網(wǎng)絡(luò)初始的權(quán)值和閾值后建立TIG焊接的焊縫形貌預(yù)測模型,最后通過一些測試實(shí)例對比和驗(yàn)證該模型的性能。
1 TIG焊接過程的特征參數(shù)
焊縫幾何形狀在確定焊縫的質(zhì)量方面至關(guān)重要,而焊接機(jī)器人的各個(gè)焊接工藝參數(shù)都在一定程度上影響焊縫幾何形狀的形成。圖1是TIG焊的原理示意圖[14],圖2是TIG焊接的焊縫主要形貌幾何參數(shù)示意圖。

圖1 TIG焊原理示意圖
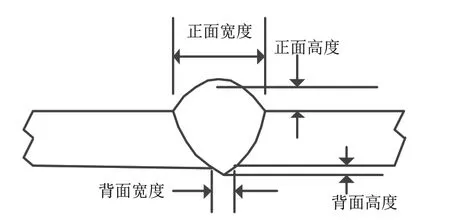
圖2 焊縫幾何參數(shù)示意圖
TIG焊接過程的輸入工藝參數(shù)(如焊接速度、送絲速度、陰極清洗率、間隙、焊接電流)與輸出焊縫的形貌幾何參數(shù)(如正面高度FH、正面寬度FW、背面高度BH、背面寬度BW)之間的映射關(guān)系如圖3所示。
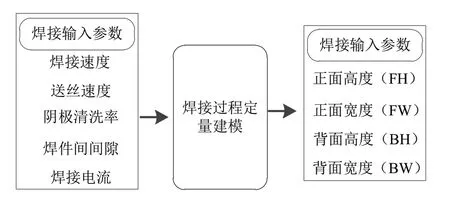
圖3 TIG焊接輸入輸出參數(shù)映射示意圖
為了提高建模的效率,本文利用全因子實(shí)驗(yàn)設(shè)計(jì)(DOE)的樣本數(shù)據(jù)作為訓(xùn)練模型的數(shù)據(jù),每個(gè)輸入變量考慮兩個(gè)水平如表1所示,實(shí)驗(yàn)組合為32組實(shí)驗(yàn)。另外選用33組實(shí)驗(yàn)數(shù)據(jù)驗(yàn)證模型的預(yù)測精度和泛化能力;需要指出的是,上述所提及的訓(xùn)練和測試模型的數(shù)據(jù)均是從文獻(xiàn)[15]中收集所得。

表1 輸入焊接參數(shù)及其范圍
2 建立GA優(yōu)化的BP預(yù)測模型
2.1 BP神經(jīng)網(wǎng)絡(luò)的建立
BP神經(jīng)網(wǎng)絡(luò)具有較強(qiáng)的非線性映射能力和容錯(cuò)能力[16];已被廣泛運(yùn)用于各種焊接參數(shù)的非線性預(yù)測中。所建立的5輸入4輸出的TIG焊接焊縫形貌BP神經(jīng)網(wǎng)絡(luò)拓?fù)浣Y(jié)構(gòu)如圖4所示。
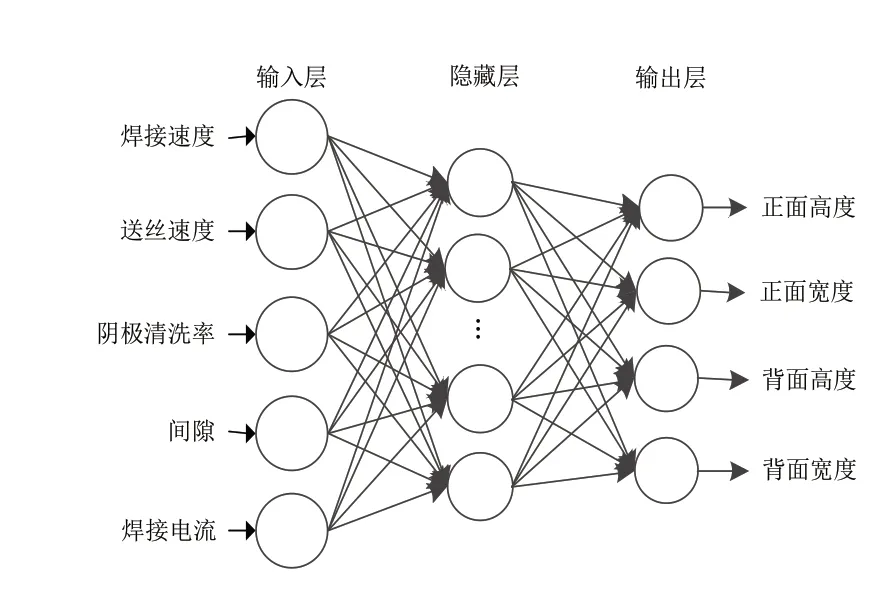
圖4 TIG焊接過程BP神經(jīng)網(wǎng)絡(luò)拓?fù)浣Y(jié)構(gòu)
BP神經(jīng)網(wǎng)絡(luò)主要包含信號前向傳播和反向傳播兩個(gè)過程,每一層中特定神經(jīng)元的示意圖如圖5所示,分別為輸入層的第個(gè)神經(jīng)元、隱藏層的第個(gè)神經(jīng)元和輸出層的第個(gè)神經(jīng)元[12],BP神經(jīng)網(wǎng)絡(luò)各層的各個(gè)神經(jīng)元的運(yùn)算過程如圖5所示。

圖5 每一層中特定神經(jīng)元的示意圖
信號前向傳播具體運(yùn)算過程如下:
1)位于輸入層的第j個(gè)神經(jīng)元的輸出可確定為:

其中a1是傳遞函數(shù)常數(shù),b為偏置值,IIj為位于輸入層的第j是個(gè)神經(jīng)元的輸入。
2)位于隱含層上的第k個(gè)神經(jīng)元的輸入可計(jì)算如下:

其中vjk表示輸入層第j個(gè)神經(jīng)元與隱含層第k個(gè)神經(jīng)元的連接權(quán)值。隱藏層的第k個(gè)神經(jīng)元的輸出如下:

其中a2為傳遞函數(shù)常數(shù),b為偏置值,IHk為隱藏層的第個(gè)神經(jīng)元的輸入。
3)位于輸出層的第m個(gè)神經(jīng)元的輸入如式(4)所示:

其中wkm表示隱藏層的第k個(gè)神經(jīng)元與輸出層第m個(gè)神經(jīng)元的連接權(quán)值。輸出層的第m個(gè)神經(jīng)元的輸出如式(5)所示:

其中a3為傳遞函數(shù)常數(shù),b為偏置值,IOm為位于輸出層的第m個(gè)神經(jīng)元的輸入。
4)信號反向傳播的運(yùn)算過程如下:
(1)使用隨機(jī)梯度下降算法如式(6)所示最小化損失函數(shù):

其中J(θ)為損失函數(shù),θ為參數(shù),a為學(xué)習(xí)率。
(2)損失函數(shù)為:

其中p為訓(xùn)練數(shù)據(jù)的個(gè)數(shù),n為輸出向量中變量的個(gè)數(shù)。yij為輸入第i個(gè)樣本時(shí)第j個(gè)節(jié)點(diǎn)的期望輸出值;y′ij為輸入第i個(gè)樣本時(shí)第j個(gè)輸出節(jié)點(diǎn)的輸出值。
為了對神經(jīng)網(wǎng)絡(luò)進(jìn)行適當(dāng)?shù)挠?xùn)練和測試,訓(xùn)練樣本數(shù)據(jù)和測試樣本數(shù)據(jù)所列的實(shí)驗(yàn)焊接數(shù)據(jù)歸一化,歸一化范圍為[0,1]。設(shè)置Sigmoid 函數(shù)為隱藏層的傳遞函數(shù),設(shè)置Purelin 函數(shù)為輸出層的傳遞函數(shù),設(shè)置學(xué)習(xí)率為0.05,網(wǎng)絡(luò)訓(xùn)練目標(biāo)為0.01,最大迭代次數(shù)設(shè)置為20000。
為了確定BP神經(jīng)網(wǎng)絡(luò)的隱藏層的最佳神經(jīng)元節(jié)點(diǎn)數(shù),在4~26之間通過試錯(cuò)實(shí)驗(yàn)確定,每個(gè)網(wǎng)絡(luò)重復(fù)5次,并記錄測試樣本MSE最低時(shí)所對應(yīng)的網(wǎng)絡(luò)性能參數(shù)。隱藏層神經(jīng)元數(shù)目不同時(shí)所對應(yīng)的網(wǎng)絡(luò)性能如表2所示,結(jié)果表明隱藏層神經(jīng)元數(shù)目的增加并不能保證均方差的降低。考慮網(wǎng)絡(luò)的泛化能力與網(wǎng)絡(luò)的逼近能力,通過對比驗(yàn)證,選取隱藏層神經(jīng)元數(shù)為22即確定BP神經(jīng)網(wǎng)絡(luò)結(jié)構(gòu)為5-22-4。

表2 用于TIG焊接過程建模的各種反向傳播網(wǎng)絡(luò)
2.2 GA和BP的結(jié)合
遺傳算法(genetic algorithm,GA)是基于生物界適者生存、優(yōu)勝劣汰的進(jìn)化規(guī)律實(shí)現(xiàn)全局空間優(yōu)化搜索的算法[17],將待優(yōu)化參數(shù)轉(zhuǎn)換成編碼串聯(lián)到群體中,再按照所選擇的適應(yīng)度函數(shù)對編碼的參數(shù)進(jìn)行若干代的交叉、變異和選擇操作最終獲得適應(yīng)度最高的個(gè)體[18,19]。
利用遺傳算法優(yōu)化反向傳播神經(jīng)網(wǎng)絡(luò)(back propagation neural network,BP)的初始權(quán)值和閾值的流程如下:
1)設(shè)置GA的種群個(gè)體數(shù)50、遺傳迭代代數(shù)為20,交叉率為0.5,變異率為0.005。根據(jù)2.1節(jié)所確定的BP神經(jīng)網(wǎng)絡(luò)網(wǎng)絡(luò)設(shè)置各層的初始權(quán)值和閾值的個(gè)數(shù)(如表3所示)后按實(shí)數(shù)編碼的方式將其對應(yīng)于染色體每個(gè)基因位;然后將[-0.5,0.5]之間的數(shù)值隨機(jī)賦予BP神經(jīng)網(wǎng)絡(luò)的連接權(quán)值和閾值即生成初始種群。

表3 BP神經(jīng)網(wǎng)絡(luò)的權(quán)值和閾值的個(gè)數(shù)
2)利用神經(jīng)網(wǎng)絡(luò)訓(xùn)練樣本的均方差的倒數(shù)計(jì)算GA當(dāng)前種群的每個(gè)個(gè)體的適應(yīng)度值,即:
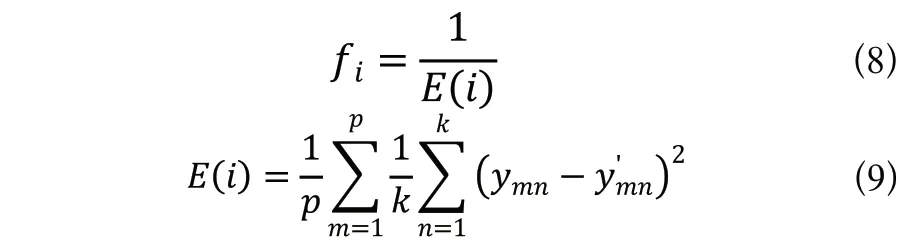
其中,fi為個(gè)體i的適應(yīng)度值;k為輸出層節(jié)點(diǎn)數(shù);ymn為輸入第m個(gè)樣本時(shí)第n個(gè)節(jié)點(diǎn)的期望輸出值;y′mn為輸入第m個(gè)樣本時(shí)第n個(gè)輸出節(jié)點(diǎn)的輸出值。
3)重復(fù)進(jìn)行選擇、交叉、變異操作達(dá)到20次后將最優(yōu)個(gè)體所對應(yīng)的值分解后賦給BP神經(jīng)網(wǎng)絡(luò)作為它的初始權(quán)值和閾值;最后導(dǎo)入訓(xùn)練樣本對BP神經(jīng)網(wǎng)絡(luò)進(jìn)行訓(xùn)練并保存最優(yōu)的BP神經(jīng)網(wǎng)絡(luò)模型。
4)利用測試樣本對所保存的網(wǎng)絡(luò)模型的預(yù)測精度和泛化能力進(jìn)行測試和驗(yàn)證。
3 焊縫形貌的預(yù)測
3.1 訓(xùn)練網(wǎng)絡(luò)模型
將訓(xùn)練樣本歸一化后導(dǎo)入到GA-BP網(wǎng)絡(luò)模型中進(jìn)行訓(xùn)練。尋找最優(yōu)適應(yīng)度個(gè)體過程中種群的平均適應(yīng)度值的變化如圖6所示,平均適應(yīng)度值隨著遺傳進(jìn)化代數(shù)的增加而增大,在第11代時(shí)平均適應(yīng)度值最大,進(jìn)化到20代時(shí)停止遺傳操作。將最優(yōu)個(gè)體分解后賦給BP神經(jīng)網(wǎng)絡(luò)作為初始權(quán)值和 值后訓(xùn)練BP神經(jīng)網(wǎng)絡(luò),優(yōu)化后的BP神經(jīng)網(wǎng)絡(luò)訓(xùn)練過程的損失函數(shù)變化如圖7所示,網(wǎng)絡(luò)訓(xùn)練到401步時(shí)達(dá)到要求的訓(xùn)練精度,迭代訓(xùn)練終止。

圖6 平均適應(yīng)度值變化曲線

圖7 訓(xùn)練誤差變化曲線
3.2 仿真驗(yàn)證與分析
為了檢驗(yàn)本研究建立的GA-BP的TIG焊接的焊接工藝參數(shù)與焊縫形貌關(guān)系回歸模型的性能,采用傳統(tǒng)BP神經(jīng)網(wǎng)絡(luò)(BP)、遺傳算法優(yōu)化BP神經(jīng)網(wǎng)絡(luò)(GA-BP)進(jìn)行對比試驗(yàn)。兩種算法中的BP神經(jīng)網(wǎng)絡(luò)的訓(xùn)練模型的目標(biāo)精度均為0.01,學(xué)習(xí)率均為0.05;將訓(xùn)練樣本進(jìn)行歸一化處理后分別導(dǎo)入BP神經(jīng)網(wǎng)絡(luò)模型和GA優(yōu)化后的BP網(wǎng)絡(luò)模型中進(jìn)行訓(xùn)練后并保存最優(yōu)模型;再將測試樣本進(jìn)行歸一化處理后導(dǎo)入到所訓(xùn)練好的兩種模型中,最后將預(yù)測結(jié)果進(jìn)行反歸一化處理即可得到對應(yīng)焊縫的正面高度FH、正面寬度FW、背面高度BH、背面寬度BW的預(yù)測值,預(yù)測結(jié)果如圖8所示。表4為BP神經(jīng)網(wǎng)絡(luò)模型和GA-BP神經(jīng)網(wǎng)絡(luò)模型的決定系數(shù)表,表5為BP神經(jīng)網(wǎng)絡(luò)模型、GA-NN神經(jīng)網(wǎng)絡(luò)模型和GA-BP神經(jīng)網(wǎng)絡(luò)模型的平均絕對百分比誤差表。
由圖8可以看出BP神經(jīng)網(wǎng)絡(luò)模型和GA優(yōu)化的BP網(wǎng)絡(luò)模型都能較好地預(yù)測TIG焊接的焊縫主要形貌參數(shù);通過表4和表5的數(shù)據(jù)分析可知,遺傳算法優(yōu)化BP神經(jīng)網(wǎng)絡(luò)模型測試得到的平均絕對百分比誤差比較小,且決定系數(shù)比較大,說明遺傳神經(jīng)網(wǎng)絡(luò)預(yù)測效果優(yōu)于傳統(tǒng)BP神經(jīng)網(wǎng)絡(luò),預(yù)測精度更高,泛化能力更強(qiáng),選用遺傳算法優(yōu)化BP神經(jīng)網(wǎng)絡(luò)模型可以建立更有效的TIG焊接的焊接工藝參數(shù)與焊縫形貌關(guān)系回歸模型。

圖8 預(yù)測效果對比圖

表4 兩種模型決定系數(shù)(R2)表
由表5可知本方法訓(xùn)練時(shí)只需經(jīng)過20次遺傳迭代獲取初始權(quán)值和閾值后結(jié)合BP神經(jīng)網(wǎng)絡(luò)的401次梯度下降迭代訓(xùn)練達(dá)到均方差目標(biāo)為0.01時(shí),同一測試集的部分響應(yīng)可比文獻(xiàn)[8]中的GA-NN預(yù)測方法所預(yù)測的FH、FW、BW的平均絕對百分比誤差分別減少12.057%、5.442%、6.703%,適應(yīng)性更強(qiáng),預(yù)測精度更高。GA-BP焊縫形貌預(yù)測結(jié)果的優(yōu)劣在很大程度上取決于BP網(wǎng)絡(luò)的好壞。由于多輸出BP神經(jīng)網(wǎng)路的損失函數(shù)的局限性,所預(yù)測的背面高度BH的預(yù)測精度有待提高。后期可通過改進(jìn)損失函數(shù)和優(yōu)化網(wǎng)絡(luò)訓(xùn)練集等方式對模型的訓(xùn)練過程進(jìn)行優(yōu)化提高BH的預(yù)測精度。
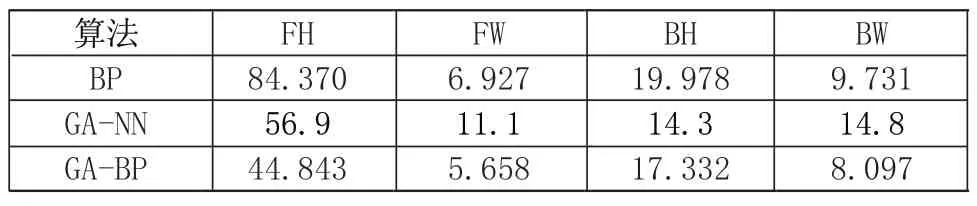
表5 三種模型平均絕對百分比誤差(MAPE)
4 結(jié)語
1)利用全因子實(shí)驗(yàn)設(shè)計(jì)可以大量減少試驗(yàn)次數(shù)和訓(xùn)練的樣本容量,保持其代表性的同時(shí)減少訓(xùn)練模型所需的時(shí)間。
2)仿真驗(yàn)證結(jié)果表明,與傳統(tǒng)的BP神經(jīng)網(wǎng)絡(luò)相比,通過遺傳算法優(yōu)化BP神經(jīng)網(wǎng)絡(luò)的初始權(quán)值和閾值后的BP神經(jīng)網(wǎng)絡(luò)模型的預(yù)測精度更高,適應(yīng)性更強(qiáng),能有效預(yù)測TIG焊接的形貌特征參數(shù)。
3)根據(jù)本研究建立的TIG焊接的焊接工藝參數(shù)與焊縫形貌關(guān)系回歸模型可以較好地預(yù)測TIG焊接的焊縫正面高度、正面寬度、背面高度和背面寬度,從而為TIG焊接地焊接工藝參數(shù)調(diào)優(yōu)提供理論基礎(chǔ)。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
核科學(xué)與工程(2015年4期)2015-09-26 11:59:03
