硅格粉在全鋼子午線輪胎胎圈護膠中的應用
2022-09-01 11:19:52黃仙紅蘇忠鐵呂志文陸一鳴胡善軍章阿偉
輪胎工業 2022年8期
關鍵詞:產品
黃仙紅,蘇忠鐵,呂志文,陸一鳴,胡善軍,章阿偉
(中策橡膠集團股份有限公司,浙江 杭州 310018)
全鋼子午線輪胎胎圈護膠可提高胎圈的剛性,除了需具備高硬度外,耐老化和耐疲勞性能也同等重要[1-6]。胎圈護膠與輪輞接觸應力集中容易造成熱量積累導致性能變化,使得胎圈易損壞,全鋼子午線輪胎胎圈護膠具有低生熱性能可有效減緩胎圈的損壞。
要使高性能輪胎具備低滾動阻力特性,除胎面外的其余各部件對滾動阻力影響也應當予以考慮。胎圈護膠屬于高填充膠料,生熱較高,降低其生熱的相關研究較少。輪胎行業通常使用白炭黑來降低膠料的生熱[7-11],但白炭黑易團聚,需同時使用硅烷偶聯劑,以降低膠料的佩恩效應和生熱,因此成本較高,尋求一種價廉質優的低生熱填料成為行業目標。
硅格粉以天然礦物質及秸稈灰等為原料,采用生物構筑技術,經深度純化、復合而成,具有低生熱特性[12]。本工作主要研究硅格粉在全鋼子午線輪胎胎圈護膠中的應用。
1 實驗
1.1 主要原材料
硅格粉,哈爾濱硅格新材料有限公司產品;天然橡膠(NR),STR20,泰國產品;高順式順丁橡膠(BR),牌號9000,中國石油大慶石化分公司產品;炭黑N330,上海卡博特化工有限公司產品;防老劑4020,圣奧化學科技有限公司產品;防老劑RD,中國石化集團南京化學工業有限公司產品;防護蠟,山東陽谷華泰化工股份有限公司產品;硫黃,無錫華盛橡膠新材料科技股份有限公司產品;促進劑TBBS,山東戴瑞克新材料有限公司產品。
1.2 配方
1.2.1 小配合試驗
生產配方:NR 50,BR 50,炭黑N330 74,氧化鋅 3.5,硬脂酸 2,防老劑4020和RD 4,硫黃 2,促進劑TBBS 0.8,其他 6。
試驗配方:NR 50,BR 50,炭黑N330 58,硅格粉 20,硅烷偶聯劑Si69 2,氧化鋅 3.5,硬脂酸 2,防老劑4020和RD 4,硫黃 1.5,促進劑TBBS 2,其他 6。
1.2.2 大配合試驗
生產配方同小配合生產配方。
試驗配方:NR 40,BR 60,炭黑N330 45,硅格粉 25,硅烷偶聯劑Si69 2,氧化鋅 3.5,硬脂酸 2,防老劑4020和RD 4,硫黃 1.9,促進劑TBBS 2.2,其他 6。
1.3 主要設備和儀器
2.5 L密煉機,佰弘機械(上海)有限公司產品;F370型和F270型密煉機,桂林橡膠機械有限公司產品;XK-160型開煉機,無錫第一橡塑機械有限公司產品;MDR2000型硫化儀,美國阿爾法科技有限公司產品;XLB-D型平板硫化機,湖州宏僑橡膠機械有限公司產品;GT-TCS-2000-G型電子拉力試驗機,高鐵檢測儀器(東莞)有限公司產品;動態熱機械分析(DMA)儀,德國耐馳儀器公司產品。
1.4 試樣制備
小配合試驗采用兩段混煉工藝,一段混煉在2.5 L密煉機中進行,混煉工藝如下:生膠(30 s)→炭黑N330、硅格粉以及其他小料→壓壓砣(50 s)→提壓砣清掃→壓壓砣(150 ℃)→排膠;二段混煉在開煉機上進行,混煉工藝如下:一段混煉膠→硫黃和促進劑TBBS→左右割刀各3次→薄通、打三角包各3次→出片。
大配合試驗采用3段混煉工藝,一段和二段混煉在F370型密煉機中進行,三段混煉在F270型密煉機中進行,一段混煉工藝如下:生膠、2/3炭黑N330以及小料→壓壓砣(40 s)→提壓砣(125 ℃)→壓壓砣(30~35 s)→提壓砣→壓壓砣至(155±5) ℃→排膠;二段混煉工藝如下:一段混煉膠、剩余1/3炭黑N330和硅格粉→壓壓砣(30~35 s)→提壓砣(125℃)→壓壓砣(30 s)→提壓砣→壓壓砣至(160±5)℃→排膠;三段終煉工藝如下:二段混煉膠、硫黃和促進劑TBBS→壓壓砣(30 s)→提壓砣→壓壓砣(35 s)→提壓砣→壓壓砣至(105±5) ℃→排膠。
混煉膠在平板硫化機上硫化,硫化條件為151℃×30 min。
1.5 性能測試
膠料各項性能均按相應國家或行業標準進行測試。
2 結果與討論
2.1 理化性能
硅格粉的理化性能見表1。由表1可知,硅格粉的各項理化性能均達到企業標準要求。
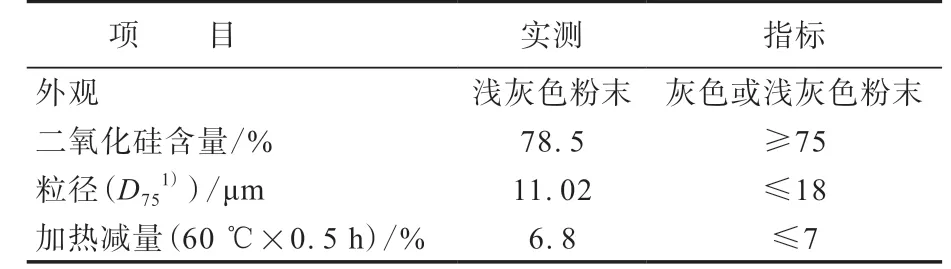
表1 硅格粉的理化性能
2.2 小配合試驗
小配合試驗結果見表2。
從表2可以看出:與生產配方膠料相比,試驗配方膠料的Fmax-FL減小,表明硅格粉替代部分炭黑膠料形成的交聯網絡較差;與生產配方硫化膠相比,試驗配方硫化膠的拉伸強度下降8.7%,50%定伸應力下降4%,邵爾A型硬度減小,但仍保持在70度以上,拉斷永久變形減小,表明硅格粉對NR膠料的補強性差于炭黑;在100 ℃高溫下,試驗配方硫化膠的50%和100%定伸應力保持率提升。
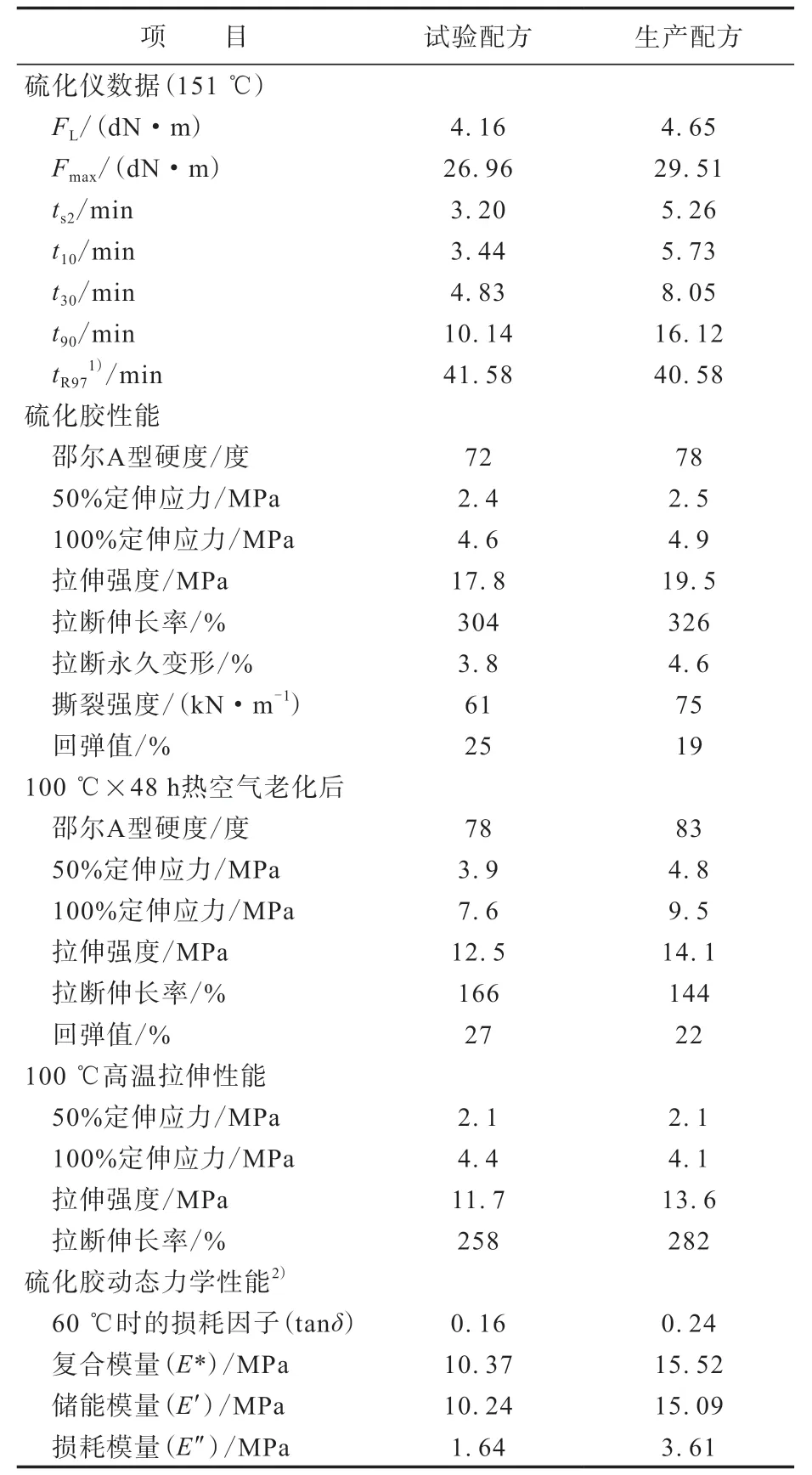
表2 小配合試驗結果
從表2還可以看出,與生產配方硫化膠相比,試驗配方硫化膠60 ℃時的tanδ顯著降低,降幅超過30%,表明試驗配方硫化膠的滾動阻力小,生熱低。
2.3 大配合試驗
大配合試驗結果見表3。
從表3可以看出:與生產配方膠料相比,試驗配方膠料的FL和Fmax減小,Fmax-FL亦減小;試驗配方硫化膠的拉伸強度下降22%,50%和100%定伸應力下降40%~50%,邵爾A型硬度減小,耐屈撓疲勞性能略優,原因可能是硅格粉為球形粒子,屬于多微孔結構,抵抗變形能力和形變恢復能力強;熱空氣老化后,硫化膠的50%和100%定伸應力變化率小,有利于解決胎圈護膠在后期硬化快,導致發脆、掉塊病象;100 ℃高溫下硫化膠的50%和100%定伸應力保持率提升,有利于胎圈在高溫下的剛性支撐;試驗配方硫化膠60 ℃時的tanδ顯著降低,降幅超過60%。為保證胎圈護膠的剛性支撐,高硬度性能要求前提下,建議硅格粉的用量不超過25份,同時總填料的用量不低于70份。
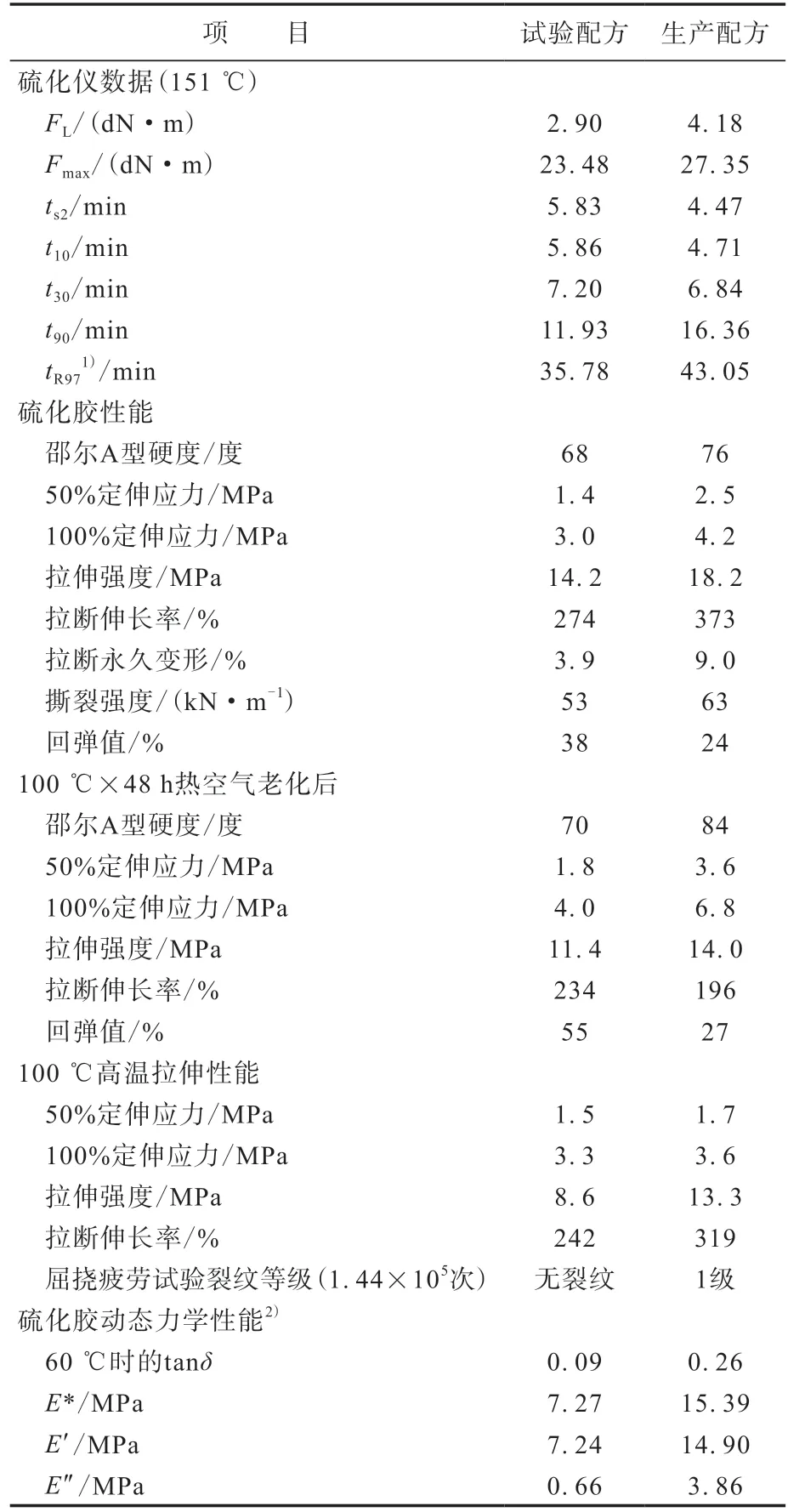
表3 大配合試驗結果
2.4 工藝性能
采用大配合試驗膠料進行工藝性能評價。壓出胎圈護膠表面出現輕微破邊,原因可能是硅格粉補強性差造成膠料的彈性形變大,導致制品收縮率大、易破邊;同時硅格粉的表面含有少量羥基、易吸水,容易導致混煉工藝的波動,壓出制品的質量出現波動性,建議對硅格粉及混煉膠進行保溫處理,并縮短停放時間,從而降低混煉工藝及壓出制品質量的波動性。
3 結論
(1)與生產配方膠料相比,試驗配方膠料的Fmax-FL減小,表明硅格粉替代部分炭黑膠料形成的交聯網絡較差。
(2)與生產配方硫化膠相比,試驗配方硫化膠的邵爾A型硬度、拉伸強度、50%和100%定伸應力下降;熱空氣老化后,試驗配方硫化膠的50%和100%定伸應力變化率小,有利于解決胎圈護膠在后期硬化快,導致發脆、掉塊病象;高溫下硫化膠的100%定伸應力保持率提升,有利于胎圈在高溫下的剛性支撐;試驗配方硫化膠60 ℃時的tanδ顯著降低,可降低生熱。
(3)大配合試驗膠料的工藝性能表明,需對硅格粉及混煉膠進行保溫處理,并縮短停放時間,從而降低混煉工藝及壓出制品質量的波動性。
硅格粉來源于自然,價格優勢明顯,在輪胎中應用具有超高性價比。
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
物流技術與應用(2022年5期)2022-06-17 06:01:38
快樂語文(2021年36期)2022-01-18 05:48:46
金橋(2021年4期)2021-05-21 08:19:22
中國化妝品(2018年6期)2018-07-09 03:12:40
中國化妝品(2018年6期)2018-07-09 03:12:32
Coco薇(2015年1期)2015-08-13 02:23:50
汽車維修與保養(2015年6期)2015-04-17 03:31:50
玩具(2009年10期)2009-11-04 02:33:14
