基于輕量化屬性的汽車零部件功能驗證標準研究
2022-09-01 06:21:22吳松崔厚學
汽車工藝師 2022年8期
吳松,崔厚學
1.東風鴻泰控股集團有限公司 湖北武漢 430056
2.東風汽車集團有限公司 湖北武漢 430056
中國汽車產業經過長期持續高速增長,產銷量連續十余年位居全球第一。隨著汽車保有量的持續增加,高油耗、高污染等問題接踵而至。為應對日益嚴重的資源、環境問題,國家相繼出臺了越來越嚴格的法令、法規和政策,限制車輛燃油消耗和尾氣排放。汽車輕量化是提高燃油經濟性、降低能耗、減少污染及提高駕乘舒適性的重要途徑之一,采用塑料及其他復合材料可有效減輕汽車自重,是轎車輕量化一個極有前途的發展方向。
目前汽車零部件輕量化的相關材料、成形工藝、設備及關鍵技術等均有相當積淀,其中具備輕量化特征的產品功能屬性最為主機廠關注,但輕量化產品的驗證標準目前尚處于起步階段。深入推進輕量化產品驗證標準的編制及推廣工作,將有助于汽車設計師和工藝師設計、制造出既美觀大方又節能環保、滿足顧客需求的輕量化汽車產品。
發動機下護板輕量化設計
1.發動機下護板零件概述
下護板是位于發動機底部的防護裝飾板,在國內較差路況條件下有極其重要的防護功能,其主要作用如下。
(1)保護發動機及油底殼 下護板能有效防護汽車行駛過程中因為輪胎碾壓濺起的沙石等硬物敲擊發動機。雖然這種敲擊可能短時間內不會對發動機產生很大影響,但在長時間的不規則撞擊后,汽車發動機容易出現油底殼漏油、功能損害等嚴重問題。
(2)保持發動機艙清潔 下護板能有效保持發動機艙的內部清潔,防止路面泥、水、雜物等進入發動機艙,造成發動機核心部件受損,影響其使用壽命。
2.發動機下護板安全性要求
2003年之前,國內大部分車企發動機下護板采用金屬材質,通過沖壓、焊接、電泳漆及螺紋聯接等工序組裝而成。金屬材質的護板抗沖擊性能優良,可有效保護發動機和底盤等重要部件,但金屬護板沉重,噪聲共振明顯。
2003年以后,隨著國內轎車市場的持續發展,汽車安全、舒適性能越來越被廣大消費者所重視,各種主動及被動安全技術不斷升級換代,其中發動機下沉設計技術被廣泛應用。
一般汽車在受到前方撞擊時,前置式發動機后移,壓縮車內生存空間,給駕乘人員造成傷害。汽車設計人員便為發動機安排了一個下沉式“陷阱”,從而最大限度避免堅硬的發動機侵入到駕駛室,為駕乘人員保留更大的生存空間。
配合發動機下沉技術的推廣應用,對下護板性能要求也越來越高,越來越多的主機廠使用了高強度樹脂成形材料,尤其是在高端車型上。
3.發動機下護板輕量化設計
如國內某車企新車型發動機下護板為平板類結構,為保證“以塑代鋼”零部件的設計強度,使用了高彈性模量長玻纖增強改性聚丙烯材料。
如圖1所示,常規短玻纖增強材料的玻纖長度一般在0.2~0.6mm,顆粒長度在1~3mm,玻纖和顆粒不等長;而長玻纖增強材料顆粒則多數在6~25mm,玻纖與顆粒長度相等,且纖維單絲之間平行排列。
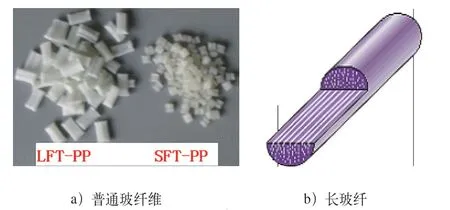
圖1 玻纖維
和傳統的短玻纖增強材料相比,長玻纖增強改性聚丙烯具備優良的綜合性能,特別是優異的耐沖擊性能和動態疲勞性能;用長玻纖增強材料制成的產品燃燒后,依然能保持制品的骨架結構,阻燃性較好;而且新材料價格相對低廉。
輕量化發動機下護板在空間布局及零件表面加熱上存在困難,在進行輕量化設計時有針對性地采取了以下解決方案,不但解決了新材料下護板設計和制造困難,對發動機艙其他部件的輕量化設計和加工也有一定的借鑒作用。
(1)新材料抗變形能力 主要表現為使用金屬材料成形的零件,其強度可支撐平板類型結構設計,而使用樹脂材料成形零件如使用平板類型的結構,在壁厚為2.5mm的情況下,成形過程中的變形將不可避免(見圖2)。通過CAE模擬分析,新材料成形時局部變形量達21.652mm,大大超出了零件成形允許的公差范圍。
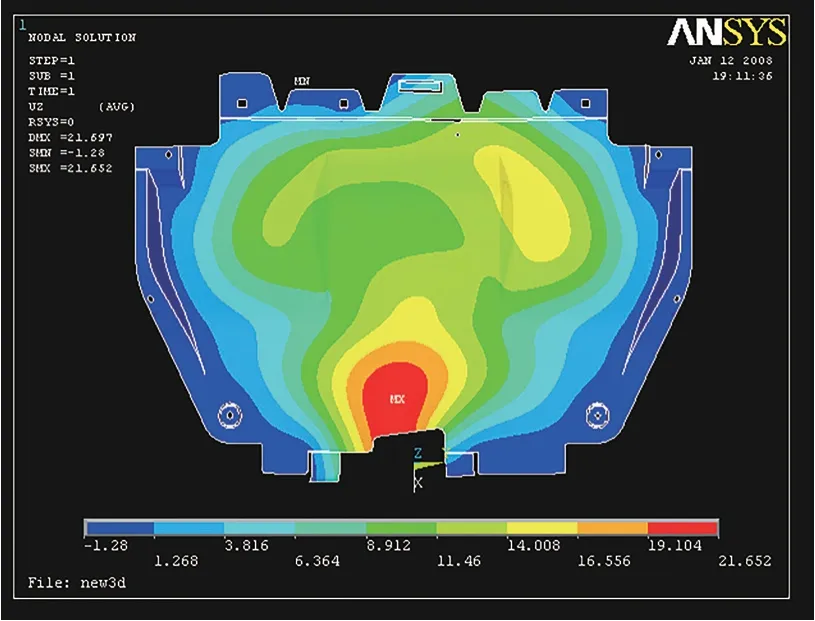
圖2 樹脂材料結構變形
我們在輕量化結構設計中研究了以下兩種方案來解決變形問題:
1)在零件表面Z+方向采用加強結構以改善零件變形。設計方案:零件表面Z+向尺寸增加到7mm(含2.5mm的壁厚),零件變形由21mm減少到6mm,變形有了較大改善。
通過ANSYS軟件進行空間校核,因發動機行駛過程中有振動位移,下護板需要和發動機之間保持安全距離,通過反推論證Z+向高度變化范圍為5mm(含2.5mm的壁厚)。如按5mm來設計加強結構,經CAE分析最大變形量將達14mm,不滿足產品需求,此方案被排除。
2)在零件表面Z-方向采用加強結構來改善零件變形。設計方案:零件表面Z-向尺寸增加到10mm(含2.5mm的壁厚),零件變形由21mm減少到6mm,變形也有較大改善。
通過ANSYS軟件校核,因該款轎車的離地最低點正位于下護板底部,離地距離190mm,為滿足整車功能要求,通過反推論證Z-向高度變化范圍為6.5mm(含2.5mm的壁厚)。如按6mm來設置加強結構,經CAE分析最大變形量將達12mm,不滿足產品需求,故此方案也被排除。
3)組合式方案。設計方案:在零件Z+向CAE模擬變形最大部位鉚接一厚度為1.5mm的45鋼條,另外分別在零件Y方向兩端設計輔助加強筋,筋高4mm,寬度10mm,從而有效加強了零件剛度。如圖3所示。
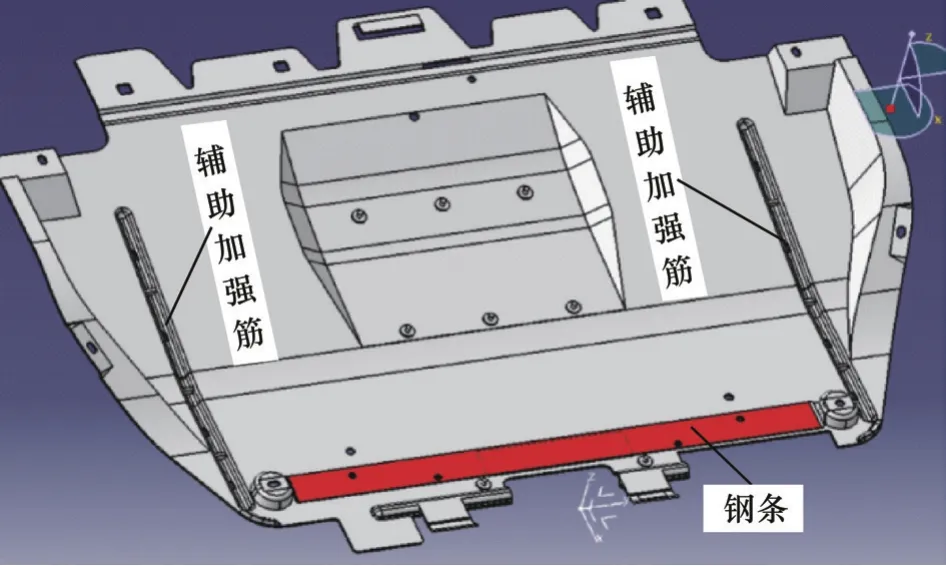
圖3 組合式方案改善樹脂材料結構變形
經過調整設計,C A E模擬該零件最大變形量為4.5mm,實際零件最大變形3.9mm,滿足了裝車需求。
(2)新材料耐高溫輻射能力 新材料熱變形溫度為135℃,雖遠大于普通玻纖材料,但是由于護板零件下表面有排氣管穿過,高溫工作狀態的排氣管離零件表面最近距離為31mm(見圖4)。經CAE模擬計算,零件表面最大輻射溫度達到369℃,遠大于零件熱變形溫度,新材料易受熱變形老化。
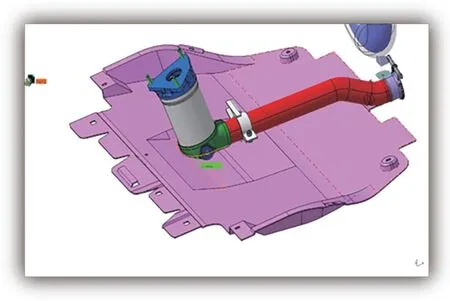
圖4 樹脂材料結構耐受排氣管輻射高溫
設計團隊嘗試了多種方案來解決下護板表面耐高溫的問題:如在零件表面排氣管投影面積上增加一層散熱鋁箔,零件表面采用凸凹狀結構以增加其散熱面積,工藝上使用熱鉚接將鋁箔涂敷在零件表面避免行駛過程中振動脫落。
如圖5所示,經CAE模擬分析,改進后零件表面最高溫度為130℃,低于新材料的熱變形溫度135℃,滿足了產品設計要求。
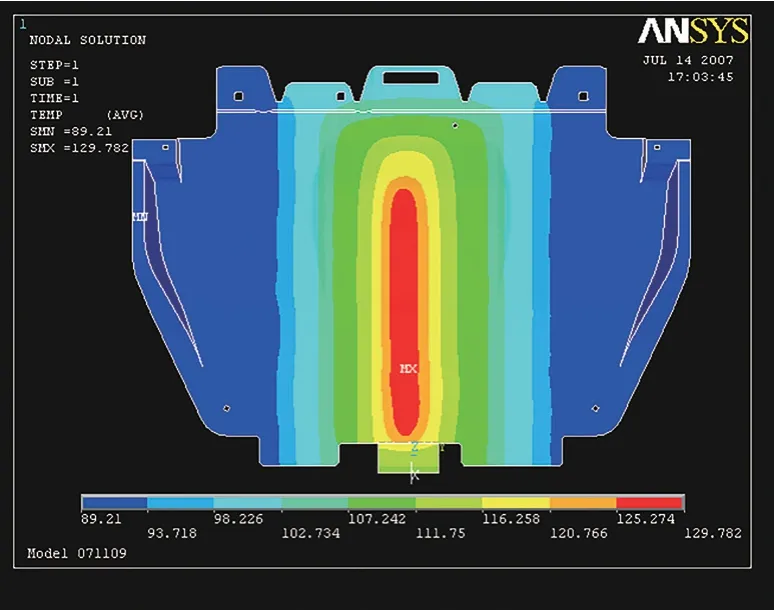
圖5 樹脂材料結構熱變形模擬
基于輕量化的發動機下護板功能性標準驗證
新車型極限行駛速度為250km/h,行駛過程中下護板由于受空氣動力學影響,零件表面持續承受較大的壓力,同時還受到發動機排氣管的熱輻射,存在加速老化的風險。因此下護板主要功能要求是抗壓、抗老化,將此零件功能標準研究重點放在強度負載及抗老化性試驗上。
(1)強度負載分析 根據該車型標配三款發動機參數及運動過程中下護板的空氣動力學特征,通過建立相關數字模型和ANSYS軟件模擬分析,將動態過程負載轉化為靜態負載,得出以下結論。
1)在常溫靜態下,零件表面0.8m2的面積壓力負載450N,靜置后最大變形量小于等于10mm。
2)在靜態持續120℃高溫情況下,零件表面0.8m2的面積上負載450N壓力,經過1000h熱老化,靜置后零件最大變形量≤17mm。
(2)抗老化分析 在下護板抗老化的核心性能試驗基礎上,兼顧零件環境及其他功能性要求,編制了關于此部件的功能試驗大綱及具體操作步驟,其中核心的實驗標準條款列舉如下。
1)交替熱濕老化試驗。試驗要求:零件性能不能出現任何下降,最大變形量≤10mm。
步驟S1,將樣品放置在高溫高濕箱(40℃,95%)下處理16h。
步驟S2,在S1結束后取出樣品在23℃、濕度50%條件下放置1h。
步驟S3,將樣品放置在低溫箱-20℃下處理3h。
步驟S4,在S3結束后取出樣品在23℃、濕度50%條件下放置1h。
步驟S5,將樣品放置在高溫箱100℃下處理6h。
步驟S6,在S5結束后取出樣品在23℃、濕度50%條件下放置1h。
步驟S7,重復S1~S6共10個老化循環。
2)持續熱濕老化試驗。試驗要求:零件性能不能出現任何下降,最大變形量≤17mm。
步驟S1,將試件固定在夾具上。
步驟S2,按照零件的主要方向(如長度和寬度)在零件上劃二條給定距離的標記,用相應儀器測量。
步驟S3,把試驗件放入烘箱120℃下處理1000h,然后135℃下處理22h。
步驟S4,將零件從烘箱中取出使其回到環境溫度下。
步驟S5,觀察零件表面,然后重新測量標記間距及零件尺寸。
(3)抗輻射阻燃性試驗 試驗要求:零件性能不能出現任何下降,零件表面無任何可視變化。
步驟S1,將樣品放入試驗箱并在支架上裝配固定。
步驟S2,在樣品正反兩面分別安裝熱電偶。
步驟S3,開啟熱源及溫控器達到指定溫度,繼續試驗30min。
步驟S4,連續記錄熱電偶1和電偶2的溫度。
步驟S5,照射結束時,取下熱電偶和調節器探頭。
步驟S6,將樣件留在試驗箱中1h。
步驟S7,在照射區域選擇一個橫切區,在其厚度上測試材料狀態;試驗過程中,能監視到所有出現的特殊現象(煙霧,燃燒開始,火苗等),當材料開始燃燒時停止試驗。
(4)阻燃性試驗 試驗要求:火苗在38mm處自動熄滅。
步驟S1,從零件上剪裁365mm×102mm的樣板。
步驟S2,在樣板上38mm處和254mm處做上標。
步驟S3,點燃樣板燃燒并記時。
步驟S4,燃燒超過38mm后測量距離,計算速度。
(5)耐車身振動試驗 試驗要求:試驗中和試驗后,不允許出現任何機械損壞。
步驟S1,將試件固定在夾具上。
步驟S2,將夾具和三綜合環境振動試驗臺面通過螺栓緊固連接,并保證試件的Z軸方向與臺面振動方向一致。
步驟S3,開動三綜合環境振動試驗箱,使試樣在規定的環境溫濕度變化過程中進行標準規定的隨機振動16h。
步驟S4,在S3結束后翻轉夾具使試件的X軸方向與臺面振動方向一致,并與臺面緊固連接,重復S3。
步驟S5,在S4結束后翻轉夾具使試件的Y軸方向與臺面振動方向一致,并與臺面緊固連接,重復S3。
步驟S6,試驗過程結束,觀察樣品損壞情況。
(6)耐液體浸泡性能 試驗要求:試驗結束后,不允許出現任何部件脫落及材料蝕變,下護板不能有大于5%的增重。
步驟S1,將一塊脫脂棉帶放在工作面上以形成復合試樣。
步驟S2,用所選擇的流體浸濕脫脂棉(非揮發性流體包括油、制動液、氯化鋅等。
步驟S3,將復合試樣置于聚乙烯袋中并用焊鉗密封。
步驟S4,使整個組合體以試驗文件中規定的老化條件:100℃±2℃的烘箱中4m±5m。
步驟S5,在試驗結束時,打開袋子,取下脫脂棉并檢查材料表面。
步驟S6,試驗結束后,將其放置在當時的環境溫度(浸泡試驗情況下,從流體中拿出零件)下4h,并且觀察零件的質變情況。
(7)耐潮濕試驗 試驗要求:濕度循環變化時護板的質量波動小于1%,允許材料痕跡。
步驟S1,將試樣在110℃下干燥,直到質量穩定。
步驟S2,然后在23℃下,將試樣浸泡在無機鹽水中24h。
步驟S3,浸泡/干燥測試:將護板在110℃下干燥,直到質量穩定。之后連續進行20個循環。
步驟S4,在無機鹽水中浸泡零件(或樣件)1h。
步驟S5,瀝干5m。
步驟S6,80℃下干燥3h。
按以上功能試驗標準對輕量化下護板進行逐項檢測,結果顯示各項指標均滿足要求。相關試驗有力支持了下護板輕量化設計及功能性標準編制。該研究成果已成功運用在東風標致508,東風雪鐵龍C5、C6全系列及東風1號等高端車型上。產品投放后得到用戶一致好評,取得了良好的技術經濟和環境效果。
結語
零部件輕量化是汽車五化的重要內容之一。隨著汽車整車和零部件產業不斷升級,如何為主機廠提供一攬子輕量化解決方案是零部件轉型升級的當務之急。本研究總結了部分輕量化零部件的功能性實現路徑及驗證實施方法,為零部件輕量化提供方向性引導,為后續類似零件的開發及降成本工作提供了新的思路及方法。
猜你喜歡
汽車維修與保養(2021年8期)2021-02-16 00:28:30
汽車維修與保養(2021年8期)2021-02-16 00:28:18
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
汽車與新動力(2015年1期)2015-02-27 12:11:01
汽車與新動力(2014年2期)2014-02-27 12:10:15
汽車與新動力(2013年5期)2013-03-11 16:08:17
