受電弓上框架組焊工裝設(shè)計(jì)及變形控制
2022-09-01 13:16:22趙穎周永東
金屬加工(熱加工) 2022年8期
趙穎,周永東
中車(chē)株洲電力機(jī)車(chē)有限公司 湖南株洲 412001
1 序言
受電弓(見(jiàn)圖1)安裝在鐵路機(jī)車(chē)的車(chē)頂,是機(jī)車(chē)車(chē)輛運(yùn)行時(shí)從接觸網(wǎng)獲取電能的關(guān)鍵設(shè)備,其通過(guò)底架、下臂桿、拉桿及上框架組成四桿機(jī)構(gòu)實(shí)現(xiàn)升降功能[1,2]。而上框架作為受電弓重要組成部件,對(duì)受電弓的正常受流起著重要作用,因此對(duì)上框架的質(zhì)量要求很高。
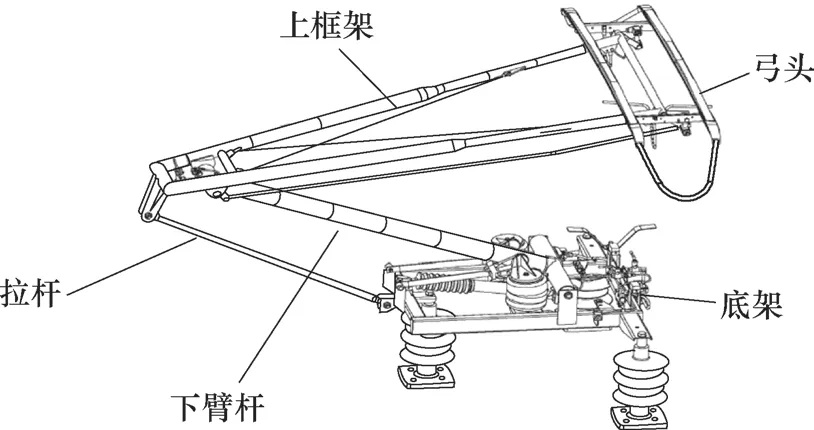
圖1 受電弓結(jié)構(gòu)示意
受電弓上框架主體結(jié)構(gòu)(見(jiàn)圖2)是由4根壁厚為3mm的7020-T6鋁合金管組焊而成的梯形框架,并在中間焊接1根加強(qiáng)管,然后在主體結(jié)構(gòu)上焊接左右支座及拉桿支板等部件。
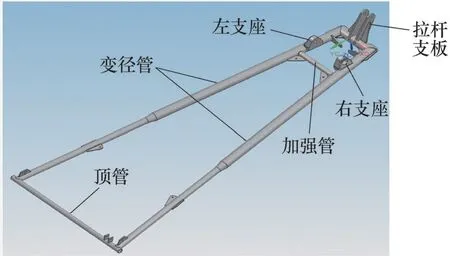
圖2 上框架結(jié)構(gòu)
上框架一端連接弓頭,另一端連接下臂桿和拉桿,其尺寸直接影響整個(gè)受電弓的裝配,因此上框架尺寸精度必須滿足設(shè)計(jì)要求。其中,拉桿支板與左右支座孔距要求為(314±0.5)mm,左右支座與頂管間距要求為(1909±1)mm,左右支座間距要求為(200.5±0.5)mm,上框架平面度要求≤1mm。但由于上框架結(jié)構(gòu)不規(guī)則,焊后變形不規(guī)律,尺寸精度難以保證,從而影響受電弓正常組裝,因此需要設(shè)計(jì)受電弓上框架組焊工裝,以控制焊接變形,保證尺寸精度。
2 工裝設(shè)計(jì)與變形控制
2.1 工裝設(shè)計(jì)
上框架為鋁合金材料,若焊接時(shí)與碳素鋼材料直接接觸易影響焊接接頭的耐蝕性,且鋁合金導(dǎo)熱性較好。因此,為了避免工裝對(duì)焊縫質(zhì)量和焊接熱輸入的影響,工裝上與上框架直接接觸的部件選用導(dǎo)熱性差和耐蝕性好的奧氏體不銹鋼材料,且其硬度高,更耐磨。而其他部件則選擇性價(jià)比更高的45鋼和Q235B鋼[3]。
由于上框架主要組成材料為空心鋁合金管材,總重量?jī)H10.16kg,因此工裝的裝夾方式均為手動(dòng)。為了防止左右支座與頂管間距(1909±1)mm和平面度因焊接變形而超差,要對(duì)所有管件表面進(jìn)行剛性固定;左右支座通過(guò)定位塊保證間距(200.5±0.2)mm,然后通過(guò)螺栓夾緊固定,并且有效避開(kāi)了反面焊縫焊接操作與定位裝置的干涉。配備變位機(jī)后能夠?qū)崿F(xiàn)正反兩面焊縫的變位焊接操作,左右支座定位裝置如圖3所示。
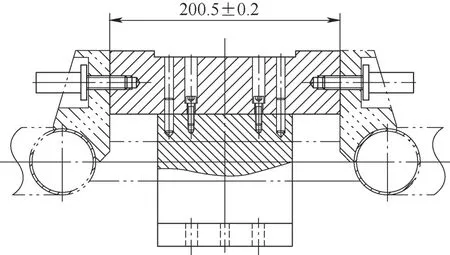
圖3 左右支座定位裝置
2.2 工裝調(diào)試
工裝制作完成后,按照要求在工裝上進(jìn)行上框架組焊,焊后待上框架完全冷卻后脫模,然后對(duì)上框架的尺寸進(jìn)行測(cè)量。經(jīng)過(guò)驗(yàn)證,工裝使用和產(chǎn)品質(zhì)量都存在不同程度的問(wèn)題,組焊的首件上框架便不合格。
1)工裝在脫模時(shí),上框架左右支座與工裝相互卡滯,無(wú)法順利脫模,最后用木槌敲出后,左右支座上存在較深的劃痕,且經(jīng)過(guò)尺寸檢測(cè),左右支座間距尺寸為197.6mm,超差2.9mm。
2)通過(guò)尺寸檢測(cè),左右支座與頂管間距尺寸為1907.5mm,超差1.5mm,且上框架的平面度為4.2mm,超差3.2mm,導(dǎo)致通過(guò)機(jī)械矯正也難以保證尺寸,且出現(xiàn)了頂管扭曲的新問(wèn)題。
2.3 原因分析
1)加強(qiáng)管與兩側(cè)變徑管焊接時(shí),在焊接收縮應(yīng)力的作用下,兩側(cè)變徑管會(huì)向內(nèi)收縮,而左右支座距加強(qiáng)管的距離僅為90mm(見(jiàn)圖4),二者距離較近,導(dǎo)致左右支座也向內(nèi)收縮;此外,左右支座焊縫偏向變徑管內(nèi)側(cè),焊接時(shí)向內(nèi)側(cè)彎曲變形,最終導(dǎo)致左右支座與工裝產(chǎn)生卡滯現(xiàn)象。脫模后,收縮應(yīng)力得到釋放,左右支座的間距偏小,無(wú)法達(dá)到(200.5±0.5)mm尺寸要求。
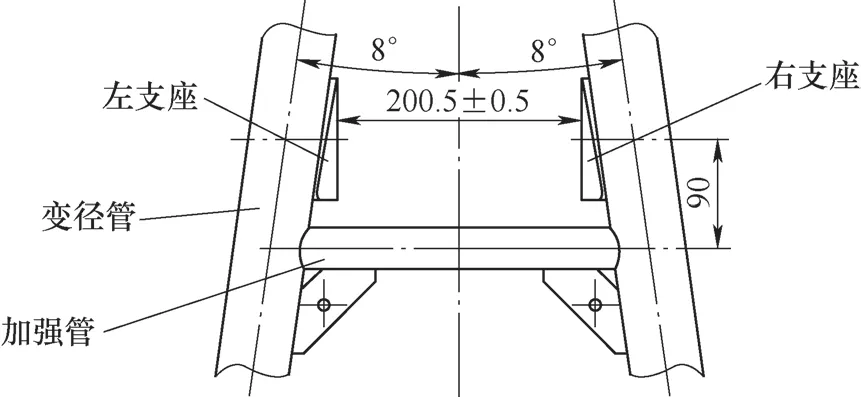
圖4 左右支座與加強(qiáng)管相對(duì)位置
2)雖然上框架在夾緊狀態(tài)下完成焊接,冷卻后脫模,但由于上框架的焊縫大多數(shù)集中在同一側(cè),所以焊接時(shí)產(chǎn)生的應(yīng)力較大,在夾具松開(kāi)后部分應(yīng)力釋放,上框架仍向焊縫較多的一側(cè)彎曲變形,從而導(dǎo)致左右支座與頂管間距(1909±1)mm尺寸偏小,而平面度偏大。
2.4 變形控制

圖5 左右支座可伸縮式定位裝置示意
(1)采用可伸縮式定位裝置控制變形 由于焊接應(yīng)力不可避免,因此只能更改工裝結(jié)構(gòu),將左右支座定位裝置從原來(lái)的固定式更改為可伸縮式,如圖5所示。左右支座通過(guò)螺栓分別與定位塊一和定位塊二進(jìn)行裝配,然后進(jìn)行定位焊,焊接時(shí)將旋轉(zhuǎn)軸旋轉(zhuǎn)90°,此時(shí)通過(guò)頂桿可頂開(kāi)左右支座的兩個(gè)定位面至工藝放量尺寸204.5mm,工藝放量的尺寸精度可通過(guò)旋轉(zhuǎn)軸上的卡槽深度控制伸出長(zhǎng)度來(lái)保證;焊接完成后,再次旋轉(zhuǎn)旋轉(zhuǎn)軸90°,左右支座的兩個(gè)定位面在焊接應(yīng)力的作用下自動(dòng)縮回至200.5mm,可實(shí)現(xiàn)左右支座的變形控制,并且能夠保證順利脫模。
(2)工裝上設(shè)計(jì)反變形 由于結(jié)構(gòu)不對(duì)稱(chēng),上框架焊后彎曲變形的方向一致,所以根據(jù)首件焊后平面度超差數(shù)據(jù),在焊前預(yù)留3.5mm的反變形,以抵消焊接變形。但要在保證裝配質(zhì)量的前提下,預(yù)先將兩根圓管向一側(cè)彎曲同樣的弧度十分困難,因此考慮通過(guò)工裝實(shí)現(xiàn)。將變徑管端部的U形定位塊高度降低3.5mm,在變徑管裝配后,通過(guò)壓緊裝置將變徑管夾緊,使其向下彎曲3.5mm,則上框架定位面至基準(zhǔn)面的高度從90mm變?yōu)?6.5mm(見(jiàn)圖6),從而實(shí)現(xiàn)在工裝上預(yù)留反變形。
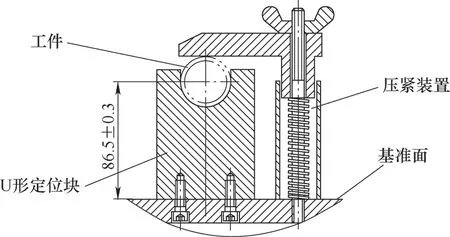
圖6 變徑管端部U形定位裝置
2.5 效果驗(yàn)證
工裝改造完成后,焊接了5件上框架,在脫模時(shí)左右支座不再出現(xiàn)卡滯現(xiàn)象,且表面無(wú)劃傷。經(jīng)檢測(cè),尺寸多數(shù)在公差范圍內(nèi),只有部分平面度超差。上框架尺寸檢測(cè)結(jié)果見(jiàn)表1。
由表1可看出,5件上框架(1909±1)mm尺寸基本偏小,且平面度都偏大,甚至部分出現(xiàn)超差情況,說(shuō)明反變形量預(yù)留不足,因此將反變形量由3.5mm更改為4mm,經(jīng)過(guò)后續(xù)一個(gè)月的批量測(cè)試,各項(xiàng)尺寸均能滿足要求。
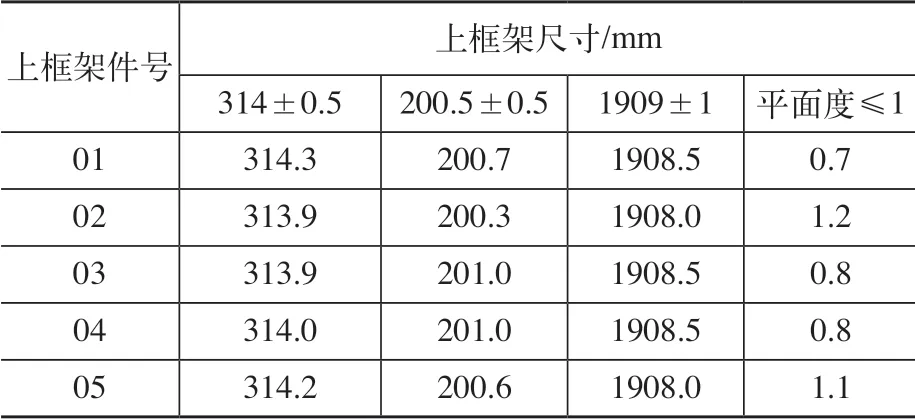
表1 上框架尺寸檢測(cè)結(jié)果
3 結(jié)束語(yǔ)
本文通過(guò)分析受電弓上框架結(jié)構(gòu)及焊接變形規(guī)律,設(shè)計(jì)并改進(jìn)了上框架組焊工裝,主要結(jié)論如下。
1)巧妙地設(shè)計(jì)了可伸縮式定位裝置,解決了由于焊接變形而導(dǎo)致左右支座無(wú)法脫模的問(wèn)題。
2)在工裝上設(shè)計(jì)了合理的反變形,解決了焊接變形造成的平面度超差問(wèn)題。
3)通過(guò)工裝的使用,產(chǎn)品一次交檢合格率達(dá)到了97%,且不合格件通過(guò)機(jī)械矯正也能完全滿足要求,為保障受電弓的裝配質(zhì)量提供了重要條件。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
