C70E敞車枕梁下蓋板組成制造工藝優(yōu)化研究
2022-09-01 13:16:24蓋建敏劉志彬
金屬加工(熱加工) 2022年8期
蓋建敏,劉志彬
中車石家莊車輛有限公司 河北石家莊 051430
1 序言
C70E型通用敞車枕梁下蓋板組成(中)(以下簡(jiǎn)稱枕下中)是該車的關(guān)鍵部件之一,如圖1所示。該配件材質(zhì)為Q450NQR1,由厚度為10mm左右對(duì)稱的2個(gè)補(bǔ)強(qiáng)板(1)、2個(gè)補(bǔ)強(qiáng)板(2)和中間1個(gè)枕梁下蓋板(中)共5個(gè)零件通過(guò)手工氣體保護(hù)焊焊接而成。其中4條焊縫均為帶鈍邊單邊V形焊縫,焊接難度大,并且對(duì)于單邊V形焊縫而言,焊接變形不易控制,且調(diào)平時(shí)容易導(dǎo)致焊接端頭產(chǎn)生裂紋[1]。其最終產(chǎn)品質(zhì)量狀態(tài)直接影響著下道工序中梁組成、上心盤鉚接(見(jiàn)圖2)、轉(zhuǎn)向架落成的質(zhì)量,甚至威脅到車輛行車安全。
因此,在枕下中產(chǎn)品制作中,對(duì)焊接人員的技能要求以及焊接變形的管控顯得尤為重要。
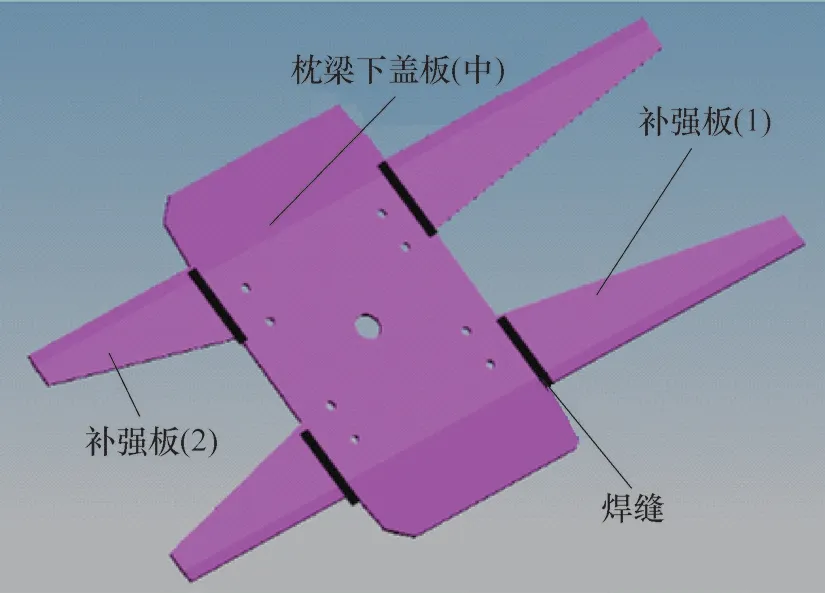
圖1 枕梁下蓋板組成(中)
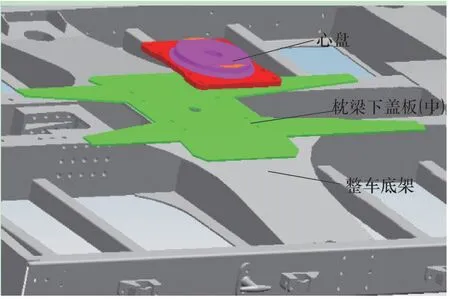
圖2 枕梁下蓋板組成(中)安裝位置
2 制作要求
工藝文件對(duì)焊接參數(shù)(見(jiàn)表1)以及組裝、焊接提出了具體要求。
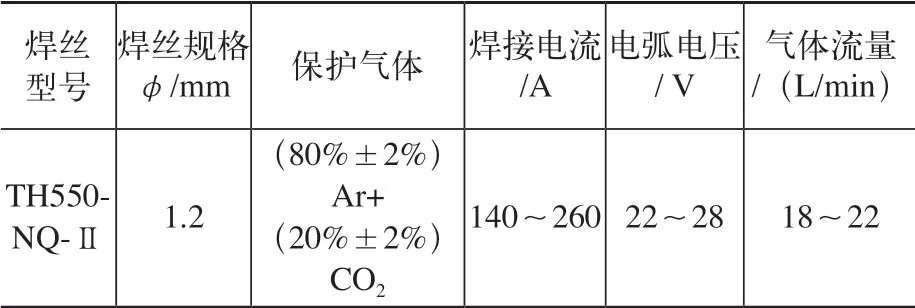
表1 焊接參數(shù)
對(duì)組裝、焊接的要求主要包括以下幾點(diǎn)。
1)保證組裝間隙為0~2mm。
2)保證組裝尺寸達(dá)到(1900±4)mm。
3)定位焊焊縫厚度為3~5mm。
4)定位焊焊接長(zhǎng)度為12~20mm。
5)蓋面焊縫寬度為14~16mm。
6)單邊V形坡口分3次焊接完成,每次焊接高度為3~4mm。
7)封底焊時(shí),先進(jìn)行焊道清根,再完成封底焊。
8)焊后,上蓋板接長(zhǎng)后的全長(zhǎng)直線度要求≤2mm。
9)與上心盤接觸面平面度≤0.5mm,與中梁接觸面封底焊縫凹陷不超過(guò)0.5m m,允許局部>0.5mm但≤1mm,且總長(zhǎng)度不超過(guò)焊縫長(zhǎng)度的1/3,不允許存在焊接缺陷[2]。
3 現(xiàn)狀分析
3.1 制作流程
受枕下中結(jié)構(gòu)形式的限制,最合理的組裝方式為反位組裝,其組裝焊接流程為:反位組裝→翻轉(zhuǎn)→打底焊接→填充焊→蓋面焊接→翻轉(zhuǎn)→焊道清根→封底焊接→翻轉(zhuǎn)→磨平蓋面焊縫→調(diào)平,焊接順序如圖3所示。
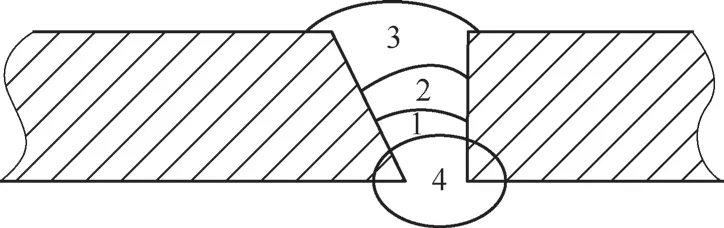
圖3 焊接順序
3.2 主要問(wèn)題
(1)反變形失效 根據(jù)長(zhǎng)期摸索驗(yàn)證,由于最長(zhǎng)補(bǔ)強(qiáng)板與枕梁下蓋板(中)組裝平面相差10mm,所以在產(chǎn)品組裝時(shí)預(yù)制了0.8°的反變形。但在翻轉(zhuǎn)過(guò)程中,受重力以及定位焊強(qiáng)度影響,預(yù)制的反變形在吊裝、搬抬等外力作用下易發(fā)生變形,有約10%的產(chǎn)品達(dá)不到預(yù)期的結(jié)果,需要在焊前逐件進(jìn)行檢測(cè),費(fèi)時(shí)費(fèi)力。
(2)翻轉(zhuǎn)次數(shù)多,勞動(dòng)強(qiáng)度大 在產(chǎn)品制作中,除了反變形失效返工,還需要三次產(chǎn)品翻轉(zhuǎn),每次翻轉(zhuǎn)均需4人共同作業(yè)才能完成,浪費(fèi)了大量的人力,且勞動(dòng)強(qiáng)度大[3]。
(3)焊接參數(shù)不具體,焊接變形管控難 帶鈍邊單邊V形焊縫,工藝要求分4次焊接完成(打底焊、填充焊、蓋面焊、封底焊),并且焊接參數(shù)只提供了參考范圍。針對(duì)這一問(wèn)題,即使在預(yù)制的反變形效果非常理想的狀態(tài)下,操作者受組裝間隙、焊接參數(shù)、焊接速度、焊接手法的影響,在完成4次焊接后,其焊接變形量能滿足工藝要求(全長(zhǎng)直線度≤2mm)的產(chǎn)品也僅占60%,焊后一次合格率低。
(4)焊縫端部裂損 在焊后調(diào)平過(guò)程中,通過(guò)壓制焊縫使其產(chǎn)生塑性變形來(lái)保證產(chǎn)品全長(zhǎng)直線度,而有1%的產(chǎn)品因調(diào)平造成了焊縫裂損,故在調(diào)平時(shí)需要逐條確認(rèn),過(guò)程管控復(fù)雜[4]。在組焊枕下中后,存在極個(gè)別焊縫端部裂損的現(xiàn)象,如不能及時(shí)發(fā)現(xiàn)并消除,則存在極大的行車安全隱患。
4 工藝優(yōu)化方案驗(yàn)證與固化
4.1 工藝優(yōu)化方案
結(jié)合原有的焊接順序以及作業(yè)流程,除組裝、焊接為不可避免的工序外,還存在3次翻轉(zhuǎn),2次因翻轉(zhuǎn)和焊接變形而造成的檢測(cè)、返修,以及額外的調(diào)平、檢查裂紋的工作。針對(duì)以上問(wèn)題,主要從以下幾個(gè)方面進(jìn)行了工藝優(yōu)化。
(1)增加剛性固定,調(diào)整焊接順序,減少翻轉(zhuǎn)次數(shù) 第一,改變?cè)械暮附臃椒ǎ诮M裝胎位實(shí)施封底焊,針對(duì)預(yù)制的反變形,在封底焊前采取剛性固定,以減少焊接變形回彈量[5],如圖4所示。
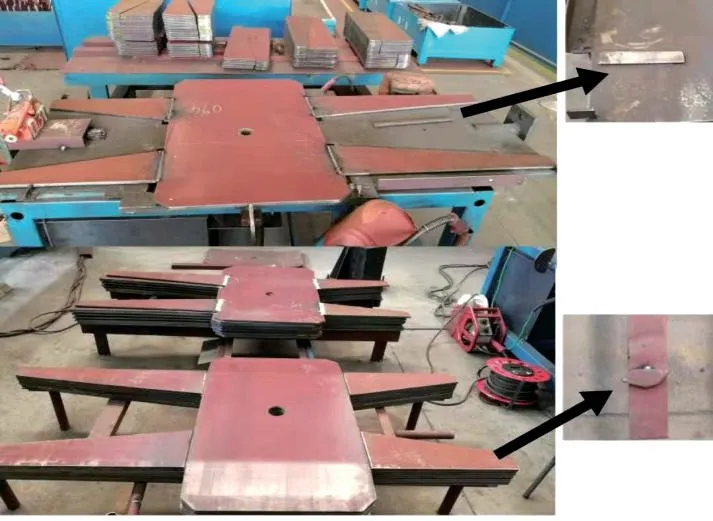
圖4 反變形與剛性固定示意
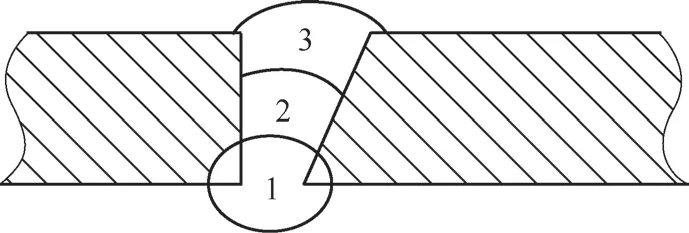
圖5 優(yōu)化后的焊縫順序
第二,在封底焊后經(jīng)過(guò)一次翻轉(zhuǎn),再實(shí)施填充焊、蓋面焊(見(jiàn)圖5),既杜絕了翻轉(zhuǎn)過(guò)程中受重力、磕碰造成的變形,又減少了兩次產(chǎn)品制作過(guò)程中的工件翻轉(zhuǎn)工作,解決了焊前不合格品和翻轉(zhuǎn)強(qiáng)度大的問(wèn)題。
(2)明確參數(shù),確保焊接變形一致 經(jīng)過(guò)多次試驗(yàn),明確了組裝反變形量、間隙以及各道焊縫的焊接參數(shù),保證了4道焊縫焊接變形一致且焊后變形量控制在±0.1°(全長(zhǎng)直線度≤2mm)。不但省去了焊接變形造成的調(diào)平作業(yè),而且避免了調(diào)平所致焊縫裂損的現(xiàn)象發(fā)生[6]。
(3)增加角部焊接過(guò)渡,杜絕焊縫受力裂損 針對(duì)組焊后枕下中角部焊縫裂損的現(xiàn)象,經(jīng)過(guò)分析發(fā)現(xiàn),在整車組焊和運(yùn)行中該部位受力較大,尤其是臨近折邊處的受力更大,易產(chǎn)生焊縫裂損。因此,在枕下中焊接時(shí)增加了角部焊接圓弧過(guò)渡(見(jiàn)圖6),很好地起到了預(yù)防焊縫角部因受力而產(chǎn)生裂紋的現(xiàn)象。

圖6 角部焊接過(guò)渡示意
4.2 方案固化
根據(jù)工藝優(yōu)化方案,對(duì)每項(xiàng)方案均進(jìn)行了大量的跟蹤統(tǒng)計(jì),最終制定了合理的組裝、焊接參數(shù),保證了產(chǎn)品一次校驗(yàn)合格率,具體的工藝優(yōu)化實(shí)施細(xì)節(jié)如下。
(1)組裝參數(shù) 使用厚度為1.5mm的板條進(jìn)行組裝確認(rèn),確保組裝間隙為1.8m m。在枕下中端部使用厚度分別為6mm、4mm的鋼板對(duì)補(bǔ)強(qiáng)板(1)、補(bǔ)強(qiáng)板(2)小端進(jìn)行反變形支撐,確保反變形達(dá)到1.5°。通過(guò)以上措施保證了枕下中組裝間隙、反變形預(yù)制的一致性,為焊接變形管控打下了基礎(chǔ)。
(2)焊接參數(shù) 第一,明確了各道焊縫焊接電流、電弧電壓、焊接速度、焊絲干伸長(zhǎng)及氣體流量等焊接參數(shù)(見(jiàn)表2)。
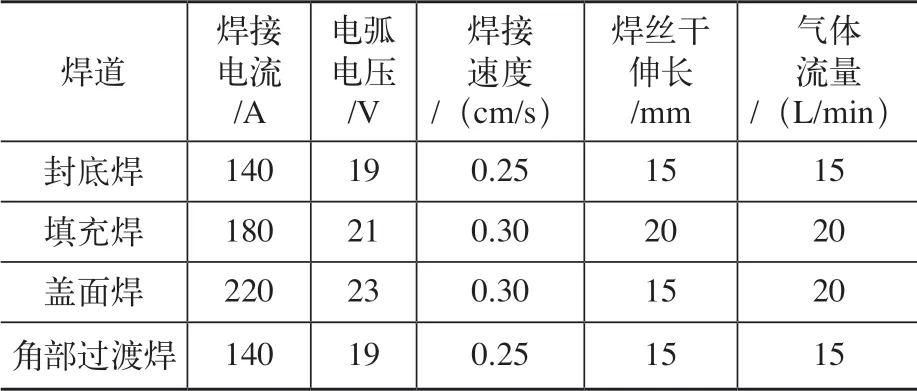
表2 焊接參數(shù)
第二,封底焊時(shí)采用左向焊,起弧時(shí)需注意保證焊接熱量,以確保全部熔透,收弧時(shí)注意弧坑填滿,焊出端頭。在焊接過(guò)程中,采用小月牙形擺動(dòng),保證焊縫熔合良好,焊縫厚度≤4mm。
第三,清根時(shí),保證將焊縫根部?jī)蓚?cè)清理干凈,并將焊縫夾角打磨出弧狀(見(jiàn)圖7)。手工磨平時(shí)注意角磨機(jī)的方向,防止切傷母材或修磨后焊縫低于母材[7]。

圖7 清根示意
第四,填充焊時(shí)焊接手法為鋸齒形擺動(dòng),在焊縫兩邊稍停,注意根部?jī)蓚?cè)完全熔合,不能有夾渣、未熔合等缺陷,并且預(yù)留2~3mm的焊接量,為蓋面焊做準(zhǔn)備。蓋面焊時(shí),注意起弧、收弧在端頭外邊,保證兩個(gè)邊緣熔合良好,不能低于母材。最后將尖角處補(bǔ)焊修磨,保證圓滑過(guò)渡。
5 結(jié)束語(yǔ)
經(jīng)過(guò)多種車型百余件枕下中的跟蹤驗(yàn)證,采用優(yōu)化方案制作的產(chǎn)品一次交檢合格率達(dá)到了99.5%以上。另外,確定了最終的產(chǎn)品制作流程為:反位組裝→封底焊→清根→翻轉(zhuǎn)→填充焊→蓋面焊。與原制造方案相比,優(yōu)化方案將枕下中的11個(gè)制造工序減少至6個(gè),單班生產(chǎn)能力由原來(lái)的4人10輛份提升至2人10輛份,生產(chǎn)效率提升了2倍。而且,通過(guò)本次制造工藝優(yōu)化,打破了傳統(tǒng)思維,為今后帶鈍邊單邊V形焊縫的焊接工藝制定提供了有益參考。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
