基于分段預測前饋與EWMA反饋整合的松散回潮加水控制系統
2022-09-02 05:32:50侯加文王海宇楊龍飛李超汪冬冬
中國煙草學報 2022年4期
侯加文,王海宇,楊龍飛,李超,汪冬冬*
基于分段預測前饋與EWMA反饋整合的松散回潮加水控制系統
侯加文1,王海宇2,楊龍飛3,李超4,汪冬冬1*
1 河南中煙工業有限責任公司駐馬店卷煙廠,河南 駐馬店 463000;2 鄭州大學商學院,河南 鄭州 450001;3 河南中煙工業有限責任公司許昌卷煙廠,河南 許昌 461001;4 河南中心線電子科技有限公司,河南 鄭州 450004
【目的】為解決松散回潮工序出口含水率控制精度低,質量波動大等問題。【方法】根據入口含水率的變化采用分段預測的方法對加水閥門進行前饋控制,根據出口含水率實際值與目標值的偏差采用指數加權移動平均法(Exponentially Weighted Moving Average,EWMA)進行反饋控制,建立前饋和反饋整合的加水控制模型,并采用自學習算法對模型進行自動優化設計。【結果】改進后出口含水率控制精度和質量穩定性顯著提高,均值與目標值的偏差和過程標準差分別減少62.8%和16.1%,過程能力指數提高31%。【結論】該方法有效提高了該生產過程的質量控制水平。
松散回潮;加水控制系統;分段預測;指數加權移動平均;自學習
松散回潮是煙葉加工過程中的首道核心工序,主要任務是增加片煙的含水率和溫度,提升煙葉的耐加工性,該工序出口含水率的穩定性對后續多個工序的工藝指標都有著直接影響,對松散回潮工序出口含水率的有效控制顯得尤為重要[1-3]。由于來料含水率和流量的波動、測量的滯后、溫濕度環境的變化等影響,松散回潮工序的出口含水率在實際生產中仍存在較大波動[4-6]。為此,近年來有許多松散回潮質量控制性能的研究,俞仁皓等[7]通過對回風溫度的PID參數進行優化設計來改善松散回潮出口含水率的穩定性;李秀芳[8]通過對松散回潮工序的工藝參數和出口含水率的控制結構進行優化來降低出口含水率的波動;董偉 等[9]對HAUNI松散回潮滾筒控制系統進行改進,優化料頭料尾的加水控制,有效提升了出口含水率的穩定性;劉穗君等[10]采用統計回歸方法建立了松散回潮出口含水率控制模型并運用自學習算法對模型進行優化改進;歐陽江子等[11]采用廣義預測控制方法建立了具有工況自適應能力的加水量動態預測和調整模型;吳碩等[12]將趨勢與偏差控制相結合,實現了松散回潮出口含水率的預測與反饋控制。
這些研究在一定程度上能有效提高松散回潮工序的控制精度,減少出口溫度和含水率的波動,但在控制模型優化、含水率控制精度等方面仍有較大的改進空間。本文通過對駐馬店卷煙廠松散回潮工序實際生產數據的分析研究,建立分段預測前饋和EWMA反饋整合的加水控制模型,并通過自學習算法對模型進行更新,以實現松散回潮工序加水量的精準控制,提高出口含水率的穩定性。
1 控制模型設計
當前松散回潮工序的含水率控制主要通過對入口物料流量和來料含水率的測量值來確定需要的加水量[13-15],通過數據分析建立更為有效的控制模型。
1.1 數據采集
以駐馬店卷煙廠“紅旗渠(新版銀河)”牌號卷煙的松散回潮工序為研究對象,設定物料流量5000 kg/h,回風溫度54℃~60℃,引射水蒸汽壓力0.22~0.30 MPa,熱風風機頻率32 Hz,滾筒電機頻率35 Hz,出口含水率的工藝標準要求為18.5%~20.5%,每6 s自動采集1次數據。通過現場測算從松散回潮來料含水率檢測點到加水點的時間為30 s,加水點到出口含水率檢測點的時間為90 s,以此時間關系建立來料含水率與加水量以及出口含水率的對應關系。
1.2 分段預測前饋控制
在連續多個生產批次中篩選出口含水率能連續30 s穩定在(19.5±0.2)%范圍內的數據作為加水效果較好的樣本進行分析,由于在生產穩定的情況下物料流量基本保持不變,僅需考慮來料含水率與加水量的關系,如圖1所示。
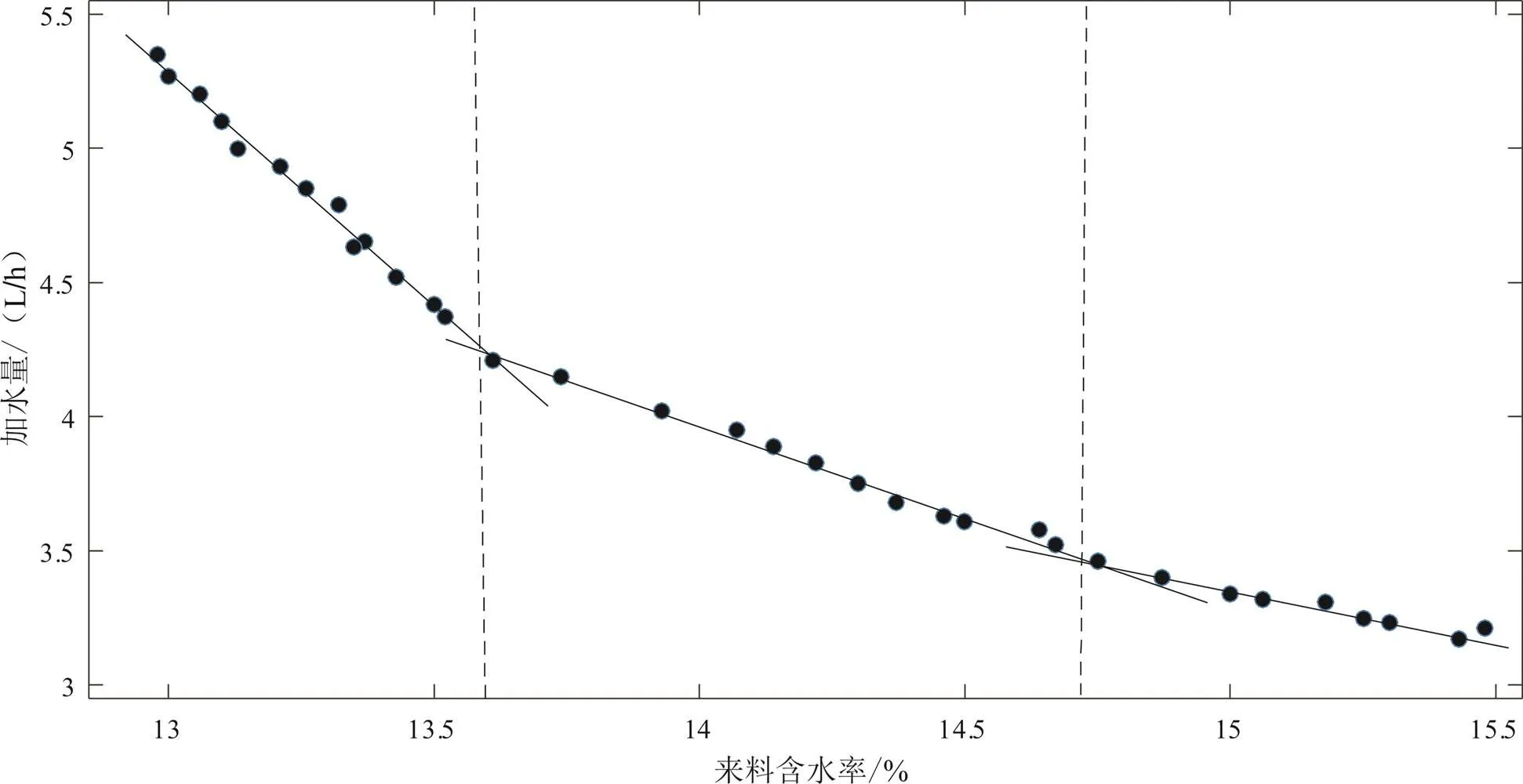
圖1 加水量與來料含水率的對應關系
由圖看出,在來料含水率的取值范圍上,由于煙葉的吸水能力與煙葉本身的含水量相關,煙葉含水率的變化與加水量之間往往不能呈線性相關關系,但在煙葉本身含水量的較小變化范圍內仍呈顯著的線性相關關系。按照數據的變化趨勢可將來料含水率分為:小于13.5%、13.5%~14.7%、以及大于14.7%,分別命名為1、2、3,并分段進行回歸分析,得到3組回歸曲線:
1:=27.93-1.741
2:=14.25-0.7341(1)
3:=10.16-0.4539
其中,表示加水量,L/h;表示來料含水率,%。
計算1和2回歸曲線的交點1,2和3回歸曲線的交點2分別為(=13.59,=4.27)、(=14.60,=3.53),據此將來料含水率的分段進行修正:小于13.6%、13.6%~14.6%、以及大于14.6%,分別命名為'1、'2、'3。對數據進行重新分段回歸,得到新的回歸曲線:
'1:=27.90-1.7375
'2:=14.28-0.7360(2)
'3:=10.19-0.4562
即當物料流量穩定在設定值5000 kg/h時,可根據來料含水率的檢測值來預測需要的加水量的取值,對加水量設定值進行實時前饋控制。
1.3 EWMA反饋控制
通過前饋控制能夠根據來料的變化對加水量進行合理調整,但難以反映加工過程中的變化情況,因此有必要在前饋控制的同時根據加工過程狀況同時對加水量進一步控制。Ingolfsso等[16]首次提出EWMA反饋控制器,后來該方法被廣泛用于半導體加工過程輸出偏差的反饋控制[17-19],本文將此方法應用于松散回潮工序的出口含水率反饋控制中。
在各工序工藝參數保持不變的情況下,在來料含水率的同一分段上,出口含水率v和來料含水率x的差k與加水量y基本滿足單輸入單輸出過程,其中,表示截距項,表示增益項,表示隨機誤差。
k=+by+(3)
在每一個時刻,都能通過一個EWMA算法來更新截距項,并計算該時刻的反饋輸入值:



在實際應用時,由于數據的分段回歸,進行EWMA迭代反饋的時刻之間可能會存在一定的時間間隔,比如在某個時刻的來料含水率處于'3分段,但它的前三個采樣時刻的來料含水率都處于'2分段,直到前面第四個采用時刻的來料含水率才處于'3分段。這時,以距離當前時刻最近的處于同一分段的時刻,即前面第四個采用時刻為-1,采用式(4)、(5)計算EWMA反饋加水量。
1.4 前饋反饋整合控制模型
為同時考慮過程輸入物料的波動和加工過程狀態的變化,將前饋控制方法和反饋控制整合起來,形成分段預測前饋與EWMA反饋的整合控制模型,見圖2。
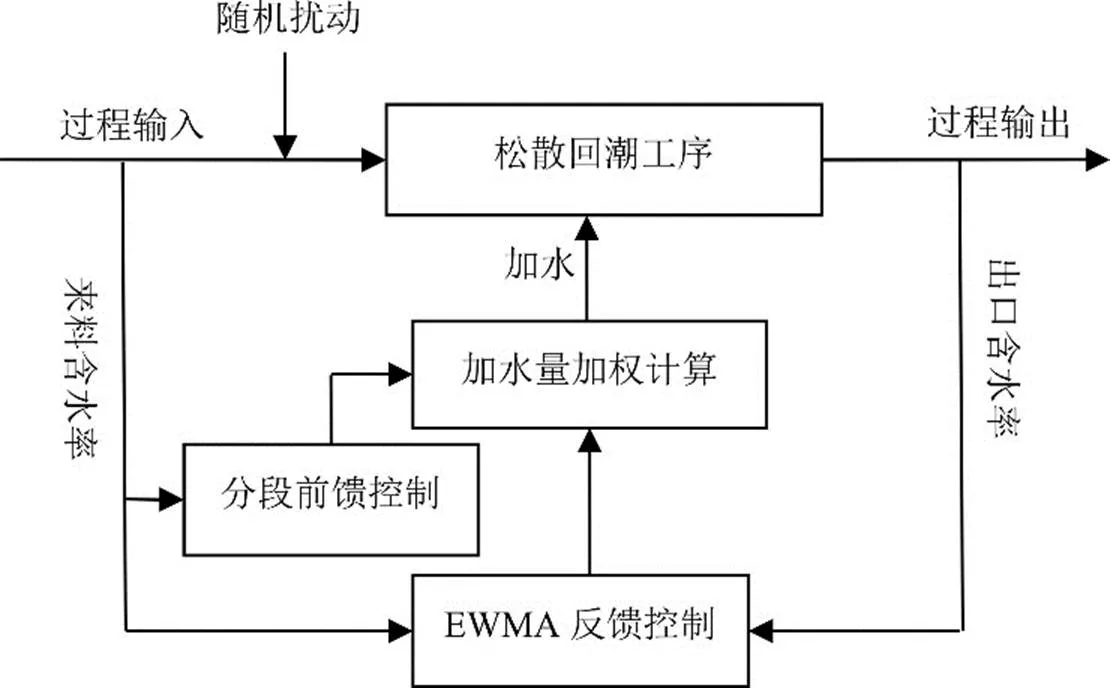
圖2 整合控制模型
在實際應用中,在生產批次開始之初,當物料流量大于3000 kg/h時(記為0)進行前饋控制,每個數據采集時按照式(2)的前饋預測計算30 s后的加水量設定值進行加水控制;而在0+120后,有物料到達出口含水率檢測點,這時由式(2)和式(5)的反饋控制都可以計算得到一個加水量的取值,可通過加權的方式得到30 s后的加水量設定值進行加水控制,其中,為加權系數,0<≤1。通過多個批次的試驗結果的比較,取=0.60效果最佳。
加水量設定值=×前饋計算值+(1-)反饋計算值 (7)
2 自學習優化設計
在整合控制模型應用過程中,受外部溫濕度環境變化、水分檢測儀器校準等影響,可能導致控制模型逐漸與實際生產過程狀況不適應,控制精度和靈敏度下降。因此,有必要采用自學習算法對控制模型進行修正和優化,優化步驟見圖3。
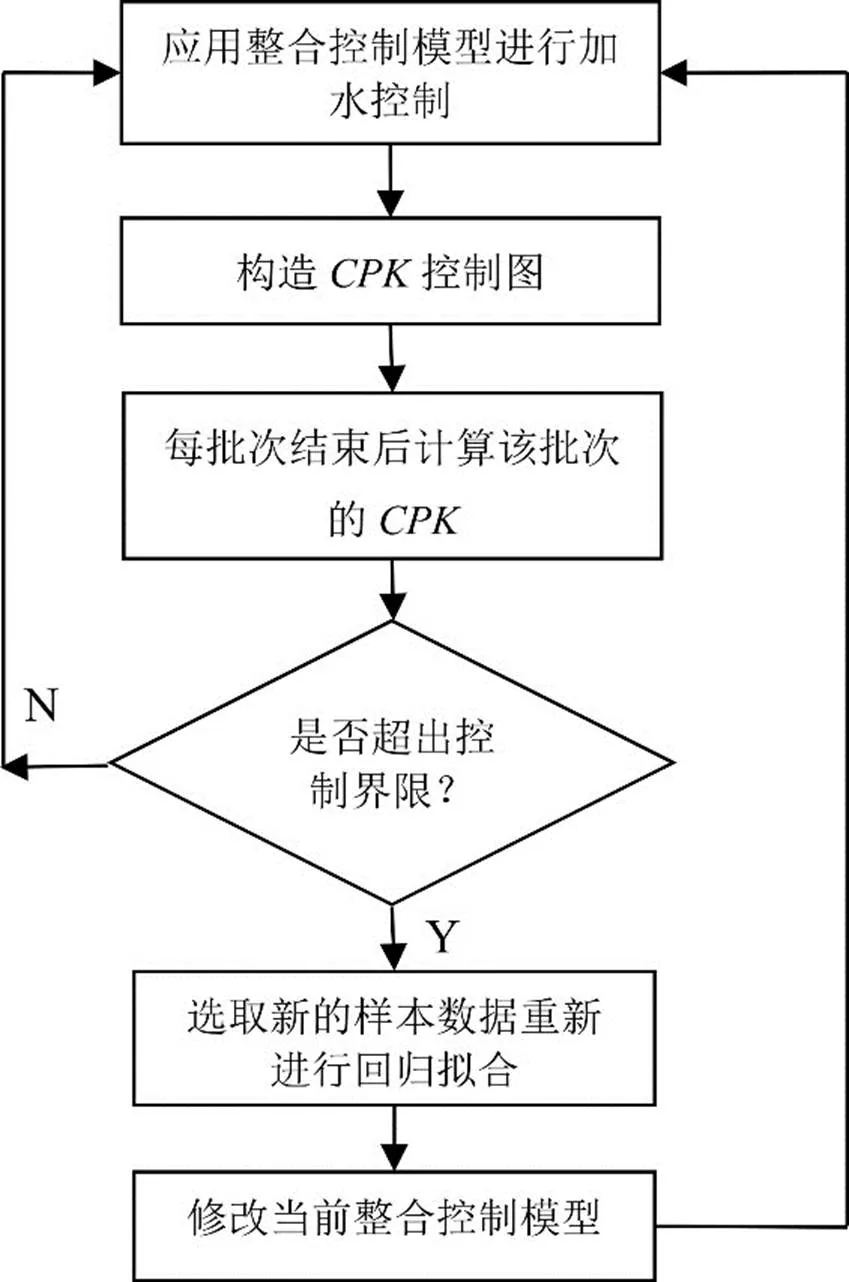
圖3 自學習優化步驟
在應用整合控制模型對松散回潮工序的加水量進行控制的過程中,每批次結束后,都需要通過計算該批次的過程能力指數來對該批次的整體質量進行評價,其中,T、T分別為上下規格界限,、分別為該批次的均值和標準差。

根據歷史批次的數據可構造批次質量監控的控制圖[20],選取15到20個批次的計算控制界限:
其中,為控制線系數,通常取=3;μ和σ為被選擇的多個批次的均值和標準差。以此對最新批次的進行監控,由于越小說明批次質量越差,因此僅需判斷最新批次的是否低于下控制線,若低于,則說明當前批次質量下降了,現在的控制模型不符合工序現狀,需進行自學習優化。在最新的2~3個批次的數據中篩選出口含水率能夠連續30 s穩定在(19.5±0.2)%范圍內的數據作為樣本,按圖1的分段方式分別進行前饋預測的統計回歸擬合分析,按式(6)重新計算反饋控制的估計參數,實現對整合控制模型的更新。
3 應用效果
3.1 試驗方案設計
試驗設備:WQ3316型滾筒式葉片回潮機、710e NDC型在線水分儀、iFIX服務器、實時數據庫,以及自行開發的整合控制系統。
對駐馬店卷煙廠MES系統中采集的在線監控數據進行驗證。根據控制模型的數據要求,保持物料流量5000 kg/h,回風溫度54℃~60℃,引射水蒸汽壓力0.22~0.30 MPa,熱風加熱蒸汽閥門開度0~20%,熱風風機頻率32 Hz,滾筒電機頻率35 Hz等運行參數不變,采集“紅旗渠(新版銀河)”卷煙的松散回潮工序的數據進行分析并同時計算加水量的設定值通過OPC方式寫入iFIX服務器實現加水量的實時控制。
3.2 數據分析
為比對控制系統的有效性,首先對單個批次的出口含水率變化趨勢進行比較分析,見圖4。其中,=19.5、U=20.5、L=18.5分別為出口含水率的目標值和上下規格限,則分別表示該批次的均值和標準差。

圖4 系統應用前后出口含水率變化趨勢比較
可以發現,運用整合控制系統后的出口含水率明顯更集中,更靠近目標值19.5%。進一步對多個批次的質量水平進行比較,表1為整合控制系統應用前后各10個批次過程質量指標的數據對比。
表1 系統應用前后出口含水率批次質量指標比對
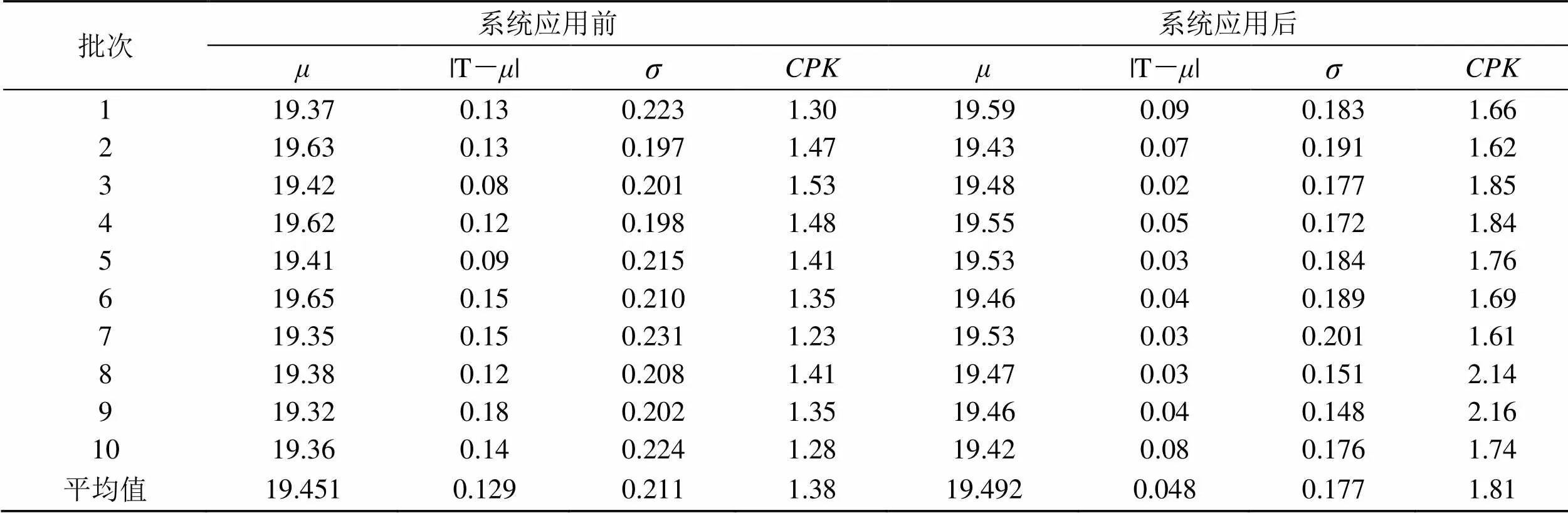
Tab.1 Comparison of batch quality indicators of outlet moisture content before and after using the proposed system
可以看出,系統應用前出口含水率的均值偏移量|T-|的平均值為0.129,系統應用后減小到了0.048,減少了62.8%;過程標準差從系統應用前的0.211減少到系統應用后的0.177,減小了約16.1%;過程能力指數從系統應用前的1.38提高到系統應用后的1.81,提高了約31%。說明運用整合控制系統能夠有效提高該工序的過程質量水平。
4 結論
為提高松散回潮工序出口含水率的控制能力,采用一種分段前饋預測控制與EWMA反饋控制整合的方法構建了松散回潮加水控制模型,并設計了一種自學習作業流程對控制模型參數進行優化和修正。選取駐馬店卷煙廠生產的“紅旗渠(新版銀河)”牌卷煙為對象進行應用效果比對驗證,結果表明:改進后過程均值與控制目標的平均偏移量、過程標準差分別減小了62.8%和16.1%,過程能力指數提高了31%,過程質量顯著提升。對于其它牌號的卷煙,由于煙葉吸水特性、工藝參數要求等的不同,加水控制模型也會發生改變,因此需要針對每個牌號分別收集多個批次數據按照同樣的方法進行統計分析來建立各自的加水控制模型。這種在線智能控制和自學習優化調整的方法是建立在歷史數據分析的基礎上,且通常需要較多批次的數據,因此可以推廣應用到其它類似的較大批量的制絲生產工序關鍵質量特性指標的有效控制。
[1] 鄧國棟,姚光明,李曉,等. 松散回潮工序加工強度對烤煙煙葉感官特性的影響[J]. 鄭州輕工業學院學報(自然科學版),2011, 26(2):32-35.
DENG Guodong, YAO Guangming, LI Xiao, et al. Effects of processing intensity of loose remoisture process on sensory characteristics of flue-cured tobacco leaves[J]. Journal of Zhengzhou University of Light Industry (Natural Science Edition), 2011, 26(2):32-35.
[2] 朱文魁,李斌,楊志忠,等. 基于入口介質溫濕度控制的新型松散回潮控制模式性能評價[J]. 煙草科技,2010(4):9-14.
ZHU Wenkui, LI Bin, YANG Zhizhong, et al. Performance evaluation of a new loose moisture regain control mode based on temperature and humidity control of the inlet medium[J]. Tobacco Science & Technology,2010(4):9-14.
[3] 周學政,何蓉,李東亮. 松散回潮工藝參數對卷煙葉絲常規化學成分的影響[J]. 西南大學學報(自然科學版),2011, 33(7): 137-140.
ZHOU Xuezheng, HE Rong, LI Dongliang. The influence of loose moisture regaining process parameters on the conventional chemical composition of tobacco leaf shreds[J]. Journal of Southwest University (Natural Science Edition), 2011, 33(7): 137-140.
[4] 曹陽. T卷煙廠柔性回潮蒸汽施加比例的改善研究[D]. 昆明理工大學,2020.
CAO Yang. Research on the improvement of the application ratio of flexible moisture regained steam in T Cigarette Factory[D]. Kunming University of Science and Technology, 2020.
[5] 林建雄. 松散回潮模式對煙葉加工質量的研究[J]. 技術與市場,2020,27(07):77-78.
LIN Jianxiong. Research on the effect of loose regaining mode on tobacco processing quality[J]. Technology and Market, 2020, 27(07):77-78.
[6] 唐軍,唐麗,文里梁,等. 煙葉松散回潮工藝參數和出料質量的貝葉斯網絡模型構建與預測[J]. 食品與機械,2020, 36(09): 207-210.
TANG Jun, TANG Li, WEN Liliang, et al. Construction and prediction of Bayesian network model for tobacco leaf looseness and moisture regaining process parameters and output quality[J]. Food and Machinery, 2020, 36(09):207-210.
[7] 俞仁皓,宋家海,王建. 松散回潮工序回風溫度PID控制參數的優化[J]. 煙草科技,2010(7):8-10, 16.
YU Renhao, SONG Jiahai, WANG Jian. Optimization of PID control parameters of return air temperature in loose regaining process[J]. Tobacco Science & Technology, 2010(7):8-10, 16.
[8] 李秀芳. 煙片松散回潮關鍵工藝參數過程控制系統的優化設計[J]. 中國煙草學報, 2015, 21(3):34-41.
LI Xiufang. Optimal design of the process control system for the key process parameters of tobacco sheet looseness and moisture regaining[J]. Acta Tobacco Sinica, 2015, 21(3):34-41.
[9] 董偉,李坤,王建,等. HAUNI 松散回潮滾筒含水率控制系統的改進[J]. 煙草科技,2012, (11):20-22, 25.
DONG Wei, LI Kun, WANG Jian, et al. Improvement of the moisture content control system of HAUNI loose regain drum[J]. Tobacco Science & Technology, 2012, (11):20-22, 25.
[10] 劉穗君,王玉芳,李超,等. 基于統計回歸分析的松散回潮出口含水率精準控制系統[J]. 煙草科技,2017, 50(3):88-93.
LIU Suijun, WANG Yufang, LI Chao, et al. Accurate control system for moisture content of loose regain outlet based on statistical regression analysis[J]. Tobacco Science & Technology, 2017, 50(3):88-93
[11] 歐陽江子,王東方,戚曉江,等. 基于廣義預測控制的松散回潮出口含水率控制系統[J]. 計算機測量與控制,2020, 28(03): 103-108.
OUYANG Jiangzi, WANG Dongfang, QI Xiaojiang, et al. Control system of loose regain water content based on generalized predictive control[J]. Computer Measurement & Control, 2020, 28(03):103-108.
[12] 吳碩,高衛,孫延釗,等. 基于趨勢與偏差控制的松散回潮機加水系統[J]. 煙草科技,2020, 53(6):108-112.
WU Shuo, GAO Wei, SUN Yanzhao, et al. Loose moisture regaining machine water adding system based on trend and deviation control[J]. Tobacco Science & Technology, 2020, 53(6): 108-112.
[13] 何毅,李斌,普軼,等. 基于梯度提升樹的煙草回潮機出料含水率預測[J]. 軟件, 2020, 41(06): 151-157.
HE Yi, LI Bin, Pu Yi, et al. Prediction of Moisture Content of Tobacco Regeneration Machine Based on Gradient Lifting Tree[J]. Software, 2020, 41(06):151-157.
[14] 王巖. 淺析卷煙制絲線設備監控系統的開發與應用[J]. 機電信息,2012(36): 57+59.
WANG Yan. Analysis of the development and application of the equipment monitoring system for the cigarette silk production line[J]. Electromechanical Information,2012(36):57+59.
[15] 曹潔穹. 卷煙制絲線工藝設備技改趨勢小議[J]. 科技創新與應用,2012(07): 34-41.
CAO Jieqiong. Small Discussion on the Technological Innovation Trend of the Technology and Equipment of the Cigarette Silk Line[J]. Science and Technology Innovation and Application, 2012(07): 34-41.
[16] Ingolfsso A, Sachs E. Stability and sensitivity of an EWMA control[J]. Journal of Quality Technology, 1993, 25(2):271-287.
[17] 萬莉,譚斐,潘天紅. 測量時延在線估計與批間控制器協同設計[J]. 控制理論與應用,2016, 36(4):92-97.
WAN Li, TAN Fei, PAN Tianhong. On-line estimation of measurement time delay and collaborative design of inter-batch controllers[J]. Control Theory and Applications, 2016, 36(4):92-97.
[18] 阮玉斌,楊富文,王武. 測量丟失概率不確定的網絡化系統的魯棒故障檢測[J]. 控制與決策,2008(08):894-899+904.
RUAN Yubin, YANG Fuwen, WANG Wu. Robust fault detection for networked systems with uncertain measurement loss probability[J]. Control and Decision,2008(08):894-899+904.
[19] 李威,韓崇昭,閆小喜. 基于相對熵的概率假設密度濾波器序貫蒙特卡羅實現方式[J]. 控制與決策,2014,29(06):997-1002.
LI Wei, HAN Chongzhao, YAN Xiaoxi. Sequential Monte Carlo implementation of probability hypothesis density filter based on relative entropy[J].Control and Decision,2014,29(06):997-1002.
[20] Wang D, Yang H, Koo T. Variable sample size control chart for monitoring process capability index Cpm[J]. International Journal of Industrial and Systems Engineering, 2020, 36(1): 32-48.
Water supply control system based on integrated model of segmented forecast feedforward and EWMA feedback for loosening and conditioning process
HOU Jiawen1, WANG Haiyu2, YANG Longfei3, LI Chao4, WANG Dongdong1*
1 Zhumadian Cigarette factory, China Tobacco Henan Industrial Co. Ltd.. No. 1, Nanhai Road Zhumadian 463000, Henan, China;2 Business School, Zhengzhou University, Zhengzhou 450001, Henan, China;3 Xuchang Cigarette Factory, Henan Zhongco Industry Co., Ltd., Xuchang 461001, China;4 Henan Center Line Electronic Science and Technology Co. Ltd.. Zhengzhou 450004, Henan, China
This study aims to enhance control precision of output moisture content and control the quality variation of tobacco in loosening and conditioning process.A segmented forecast method was used to realize feedforward control of water filling valve according to input moisture content, and an EWMA method was used to realize feedback control according to the difference between actual value and the target value of output moisture content. Then, an integrated water supply control model was established by combining feedforward and feedback control, and then revised by self-learning optimization algorithm.The control precision of output moisture content and quality consistency of tobacco were significantly improved, the deviation between mean value and target value and the process standard deviation decreased by 41.8% and 12.3% respectively, and the process capability index increased by 21%.The proposed method effectively improved the quality control level in loosening and conditioning process.
loosening and conditioning; water supply control system; segmented forecast; exponentially weighted moving average; self-learning
Corresponding author. Email:34036674@qq.com
國家自然科學基金項目(71672209);河南中煙工業有限責任公司科技項目(A202056)
侯加文(1972年—),男,工程師,大學,主要研究方向煙草制絲設備電氣
汪冬冬(1983年—),男,工程師,研究生,主要研究方向煙草制絲設備電氣
2021-11-26;
2022-04-27
侯加文,王海宇,楊龍飛,等. 基于分段預測前饋與EWMA反饋整合的松散回潮加水控制系統[J]. 中國煙草學報,2022,28(4). HOU Jiawen, WANG Haiyu, YANG Longfei, et al. Water supply control system based on integrated model of segmented forecast feedforward and EWMA feedback for loosening and conditioning process[J]. Acta Tabacaria Sinica, 2022,28(4). doi:10.16472/j. chinatobacco.2021.246
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03