一種發動機彎桿鍛件的模擬分析及工藝優化
2022-09-05 01:01:42房家民蔣平何勇孟毅周杰重慶大學材料科學與工程學院
鍛造與沖壓 2022年17期
某飛機發動機吊掛鍛件結構復雜不對稱,加上受到凸臺、筋條等結構影響,成形時容易出現充填不滿以及折疊等缺陷;在實際生產時制坯工序不穩定,導致成形出的鍛件質量差距較大。為了減少鍛件產品缺陷,提升吊掛鍛件綜合質量,通過仿真模擬對吊掛鍛件進行整體成形分析并優化工藝。結果表明,通過改變自由鍛制坯方式、優化模具飛邊,再進行生產能夠合理改善吊掛鍛件質量,得到無缺陷、綜合質量優良的鍛件,縮短了吊掛鍛件產品的開發周期,降低了成本。
某飛機發動機吊掛鍛件結構復雜,主體四周有凸臺以及上部存在相連筋條,呈現筋板類結構。齊晗對該類鍛件筋部的充填機理及缺陷進行了研究,分析了雙筋、交叉筋構件的折疊演變機理,提出了背壓成形方法和增加預鍛手段有效控制金屬流動、預防折疊形成的方法。李珂對該類鍛件出現充填不滿以及折疊等缺陷進行了優化探究,得到合理的筋板類連接框。魏科對大型筋板類鈦框鍛造材料流動規律、缺陷以及組織進行了可行性研究。王夢寒等基于響應面法對筋板類鍛件的工藝參數進行多目標優化,有效提升了鍛件晶粒度,降低了鍛件變形力。單德彬等對筋板類鍛件等溫精密成形技術進行了研究,通過局部加載的方式有效提升了筋板類鍛件的成形質量。
在小批生產過程中,吊掛鍛件存在較多問題:制坯穩定性不佳、生產周期長、鍛件充填不完整、筋部位置易產生折疊等。因此,為了穩定產品質量采用數值模擬對鍛造成形過程進行仿真分析,優化鍛造工藝成形方案,提高產品質量及合格率。
某高速公路設計速度為100km/h,路面結構設計為4+6+7cm,總厚度17cm。其中,上面層為4cm厚SMA—13,中面層為6cm改性瀝青混凝土superpave—20,下面層為7cm密級配瀝青穩定碎石ATB—25。
成形零件結構及缺陷分析
飛機發動機吊掛終鍛件見圖1,材料為Ti-6Al-4V 鈦合金,長度方向上最大尺寸為451mm,寬度方向為426mm,高度方向為135mm。因為在俯視方向上的截面積遠遠大于正視圖上高度的截面積,此屬于筋板類鍛件。其頭尾部橫截面積相差較大,在鍛件主體四角處存在四個凸臺,材料向該處流動比較困難,難以充填;在腹板上方存在兩交叉相連的筋條,并且在同一筋條上高度不一致,存在高度差,在成形時可能因為金屬材料的匯流而產生折疊缺陷。

在小批生產過程中,吊掛終鍛件存在折疊、局部充填不滿、制坯工序不穩定等缺陷。主要原因是:筋條存在高度差,存在材料匯流趨勢;凸臺位置太遠,材料流動充填較困難;制坯工序中對材料定位采用人工測量,使得制坯工序不穩定,大大降低了吊掛產品的合格率。
玻璃體內注射雷珠單抗聯合氬激光治療缺血性新生血管性青光眼的臨床觀察 …………………………… 林志輝等(10):1380
工藝方案優化
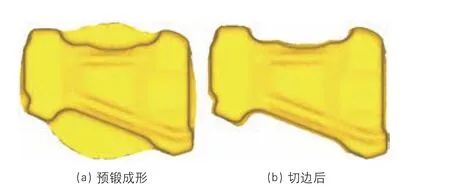
圖3(a)為預鍛成形圖,預鍛工序中使用天然氣爐對坯料進行加熱,使用20000 噸液壓機進行模鍛,使用160 噸沖床進行切邊。該吊掛鍛件采用底部平面分模,實行一火成形,隨后進行切邊。由于吊掛四角凸臺距中心材料較遠充填比較困難,在預鍛時上下部分產生大量的飛邊,在終鍛時為了減小載荷,需對預鍛件進行切邊處理。圖3(b)為切邊后的預鍛件,可以看出工件四角凸臺以及筋條充填較好,輪廓清晰,沒有明顯缺陷,表明預鍛工序設計合理。
自由鍛制坯
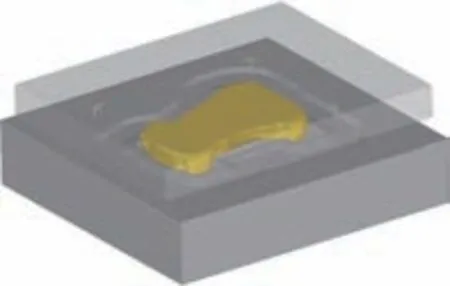
終鍛模擬成形過程如圖4 所示,先在20000 噸液壓機上成形,隨后在250 噸沖床上進行切邊,在模具中一火成形,完成切邊校正后裝箱空冷。最終成形的鍛件如圖5 所示,可以看出鍛件四角凸臺處飛邊擠出較少,右側兩凸臺處充填不完整。通過調整終鍛件局部飛邊厚度,將左右兩側飛邊厚度由10mm 調整為4mm,其余位置調整為6mm,重新進行模擬分析。調整飛邊厚度之后的成形鍛件如圖6 所示,四角凸臺及筋條充填完整,飛邊分布均勻,輪廓清晰,表明工藝設計具有可行性。
預鍛及切邊
為了改善發動機吊掛質量,降低生產成本。利用仿真模擬技術對吊掛鍛件成形工藝進行優化,制定出合理的鍛造工藝方案。吊掛鍛件原材料選用
150mm×425mm 圓棒,優化后的鍛造工藝路線為:下料→加熱→制坯→加熱→預鍛→機加工去飛邊→加熱→終鍛→機加工去飛邊→熱處理→粗加工→酸洗→超聲波檢測→取樣理化檢測→最終檢測。整體鍛造工藝過程如下:
終鍛及后處理
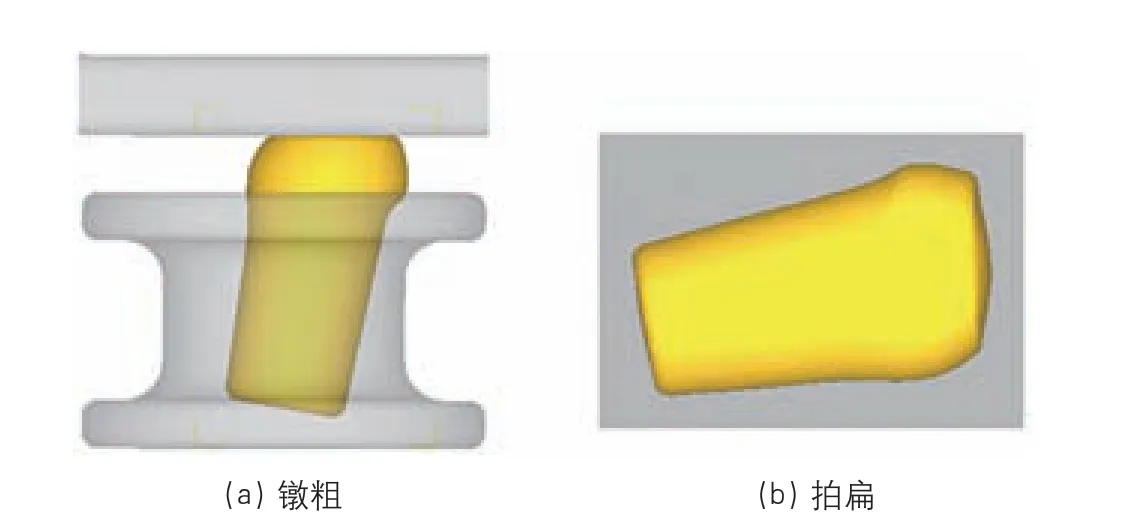
采用C5t 自由鍛錘把棒料進行制坯,制坯分為鐓粗、拍扁等兩道工序(圖2)。通過設計傾斜10°漏筒工裝進行鐓粗,減少人工定位和增加穩定性,對坯料進行分料時,有長桿尺寸漏筒的保證,使后續模鍛時材料能夠更好充填型腔,再進行拍扁得到所需預制坯。鍛后打磨轉接R 部位臺階及尖角,防止后續預鍛過程中產生折疊。


工藝驗證情況
對優化后的鍛造方案進行試驗,坯料加熱到980℃,并保溫150s,模具加熱到380℃。如圖7 所示,可以看到終鍛件表面質量良好,飛邊分布均勻,與模擬所得結果幾乎沒有差別,對所得到的終鍛件進行理化檢測均滿足標準要求,說明所設計的工藝方案成功。
村里的日子,就像柴米河的河水一樣,安詳、緩慢,即使別呦呦住進來了,日子仍和從前一樣,只不過多了幾絲漣漪。
Finite element analysis on steel reinforced concrete column under low frequency reversed torsion

結論
本文通過對吊掛鍛件制坯工序進行重新設計,通過傾斜10°工裝筒進行鐓粗,并對終鍛模具飛邊進行調整,結合仿真模擬與實際生產驗證,證實工藝方案可靠,得出以下結論:
⑴采用改進后的制坯工藝方案、工藝路線及設備工裝進行生產,可得到無缺陷、表面質量優良的鍛件,增加了制坯穩定性,縮短了制造周期。每件產品原材料由改進前47kg,改進后降低到33kg;制坯火次由原來4 火降低為現在2 火。
⑵按優化后的工藝方案開展現場驗證,結果表明:預鍛坯料、終鍛坯料的成形情況及飛邊分布基本與數值模擬情況相同。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現代企業(2015年2期)2015-02-28 18:45:09
