激光快速成形304不銹鋼性能及微觀組織研究
2022-09-07 08:27:02羅兆偉張建巧孫旋
精密成形工程 2022年9期
關鍵詞:不銹鋼
羅兆偉,張建巧,孫旋
激光快速成形304不銹鋼性能及微觀組織研究
羅兆偉,張建巧,孫旋
(河北科技工程職業技術大學,河北 邢臺 054000)
滿足實際生產需求,提高304不銹鋼的抗拉強度。在304不銹鋼粉末中添加不同質量分數的Ni60AA粉末,采用激光束對粉末進行快速成形,得到不同的試樣。通過金相顯微鏡對不銹鋼試樣的顯微組織進行觀察,利用拉力試驗機對試樣進行抗拉強度測試。隨著添加Ni60AA粉末含量的增加,板材試樣的抗拉強度呈現出先增大后減小的趨勢,當Ni60AA粉末的質量分數為10%時,試樣抗拉強度最大,為754~771MPa。添加Ni60AA粉末后,激光快速成形的304不銹鋼板材試樣微觀組織中有部分鎳化合物析出,形成強化相,304不銹鋼試樣的抗拉強度得到很大提高。
激光快速成形;304不銹鋼;抗拉強度;微觀組織
304不銹鋼是一種常見的奧氏體不銹鋼,具有良好的力學性能和耐腐蝕性能,被廣泛應用于工業五金如換熱器、化學反應器和儲罐等部件中[1-3]。常用的成形方式為機械擠壓成形、注塑成形、沖壓成形等[4-7]。
激光快速成形(LRF)技術采用的加熱源為激光。激光束按照零件數字模型生成的路徑進行運動,逐點逐層地進行激光熔化–快速凝固沉積加工,最終成形目標零件。與傳統的制造方法相比,LRF技術在零件制造方面具有生產周期短、材料利用率高、可成形結構復雜的零件等特點[8-17]。目前,該技術的研究方向主要集中在激光快速成形的基本理論、材料的成形特性和工藝等方面。席明哲等[18]采用連續點式鍛壓激光快速成形工藝,對TC11鈦合金的組織和力學性能進行了研究。張永忠等[19]研究了激光快速成形特征,制備出的316L不銹鋼可滿足直接使用的要求。余金水等[20]采用快速成形技術得到了304不銹鋼試樣,其抗拉強度在537~801 MPa之間波動。
文中在304不銹鋼粉末中加入Ni60AA粉末,采用激光快速成形技術得到304不銹鋼試樣,分析測試Ni60AA的加入量對304不銹鋼試樣抗拉強度以及微觀組織的影響,以期為實際生產提供技術參考。
1 實驗
1.1 材料
基材為Q235鋼板,尺寸為250 mm×150 mm× 10 mm。304不銹鋼和Ni60AA粉末的化學成分如表1所示,粉末顆粒外形為球形,直徑為48~106 μm,實驗前將粉末在60 ℃的真空爐中烘干12 h備用。
1.2 設備
采用自制粉末配制系統對粉末進行充分混合。快速成形實驗采用5 kW橫流CO2激光器,激光在焦點處的聚焦光斑直徑為1.5 mm。采用五軸聯動數控機床及自動送粉器系統進行快速成形實驗,送粉器型號為HW–320L,送粉氣壓為0.2~0.5 MPa,送粉氣流量為0.1~0.4 m3/h,送粉量為3~20 g/min。采用金相顯微鏡對試樣微觀組織進行分析,金相顯微鏡的型號為SG–51,由上海光學儀器廠提供。采用微機控制電子式萬能實驗機對試樣進行抗拉強度測試,其型號為QDW–20E,由長春新試驗機有限責任公司提供。
表1 304不銹鋼和Ni60AA粉末的化學成分

Tab.1 Chemical composition of 304 stainless steel and Ni60AA powder wt.%
2 實驗過程及結果分析
2.1 激光快速成形實驗
實驗前,利用砂紙將基材Q235兩面磨平,用蒸餾水、丙酮溶液依次對表面進行清洗,去除殘存的油漬和銹跡,待用。
激光快速成形的主要工藝參數為激光功率、掃描速度、光斑直徑、每層高度方向增量以及搭接率等,其中每層高度方向增量是指激光快速成形過程中激光加工頭逐層抬高的高度值。激光快速成形過程如下:熔化一層金屬粉末后,由五軸聯動數控機床自動控制激光加工頭向上抬高一定的高度,對上一層金屬粉末進行熔化,以形成致密的成形件。當每層高度方向增量小于0.25 mm時,成形層過薄,容易損壞已熔覆的層面,進而降低成形效果;當每層高度方向增量大于0.25 mm時,成形層過厚,導致部分粉末無法充分熔化,會降低成形效果,故設定每層高度方向增量為0.25 mm。搭接率為相鄰兩激光掃描行之間的重疊率。當搭接率小于40%時,熔覆線之間材料的黏結性較差,2道激光熔覆層之間有未熔覆的粉末,降低了成形效果;當搭接率大于40%時,會引起搭接處的晶粒過度生長,降低熔覆質量,故設定搭接率為40%。為了降低成形過程中的熱應力,采用定制的基板預熱器對板材進行預熱,預熱溫度為400 ℃。
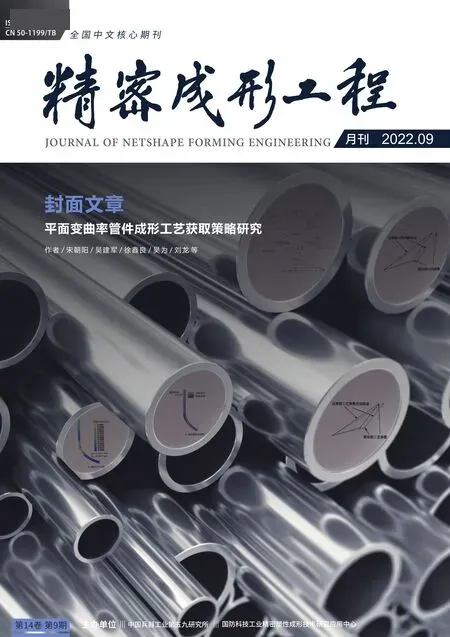
在每層高度方向增量為0.25 mm、搭接率為40%的情況下,對激光快速成形的工藝參數——激光功率、掃描速度、光斑直徑進行正交實驗,并對激光快速成形的試樣進行抗拉強度測試,以得到試樣抗拉強度最大的工藝參數組合。當激光功率為4 000 W、掃描速度為7 mm/s、光斑直徑為1.5 mm時,試樣抗拉強度達到最大(553 MPa),此時對應的工藝參數為最佳工藝參數。
表2 正交實驗結果
Tab.2 Results of orthogonal experiment
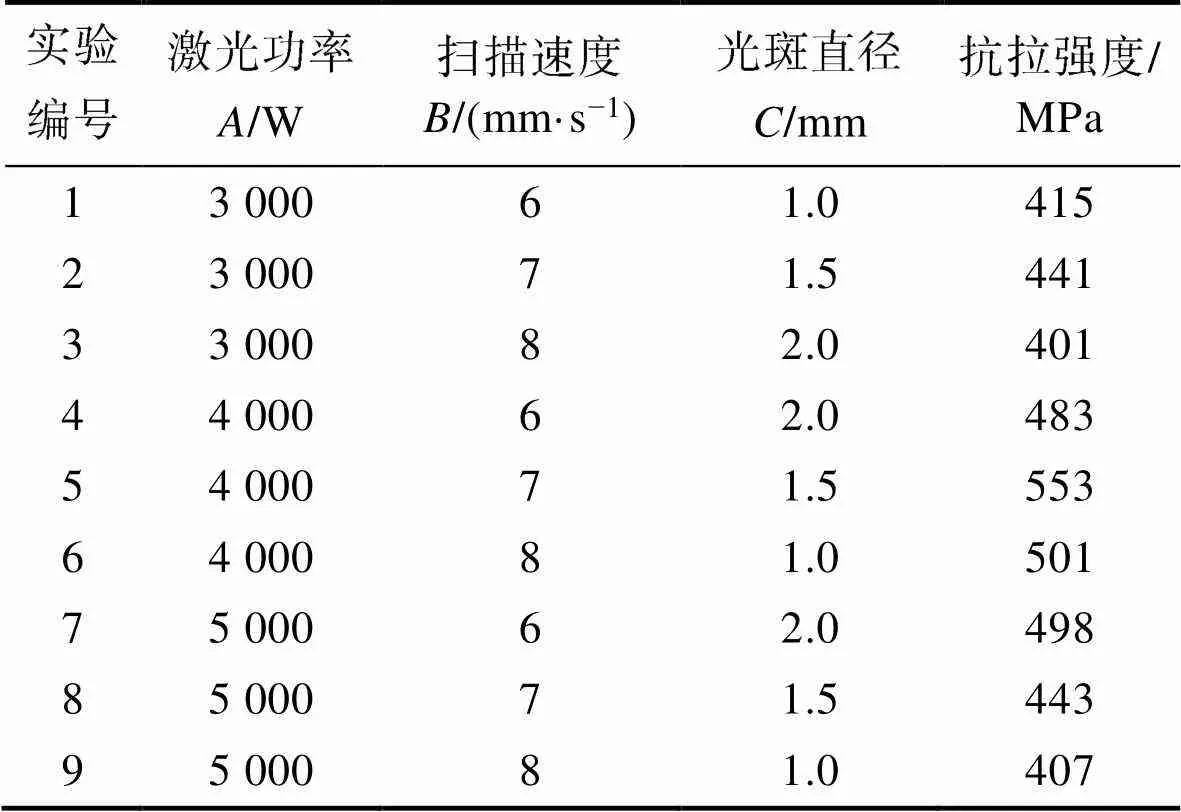
在最佳激光成形工藝參數(激光功率為4 000 W、掃描速度為7 mm/s、光斑直徑為1.5 mm、每層高度方向增量為0.25 mm、搭接率為40%)條件下,將不同質量分數的Ni60AA粉末加入到304不銹鋼粉末中,進行激光快速成形實驗,研究不同Ni60AA粉末添加量對304不銹鋼激光成形試樣性能的影響。將加入Ni60AA粉末質量分數為0%、5%、10%、15%的304不銹鋼激光成形試樣分別記為A1、A2、A3、A4試樣,將這4組實驗粉末分批加入到送粉器中。A1、A2、A3、A4激光快速成形試樣的整體外觀如圖1所示,可以看出,成形試樣表面均無明顯裂紋或缺陷。
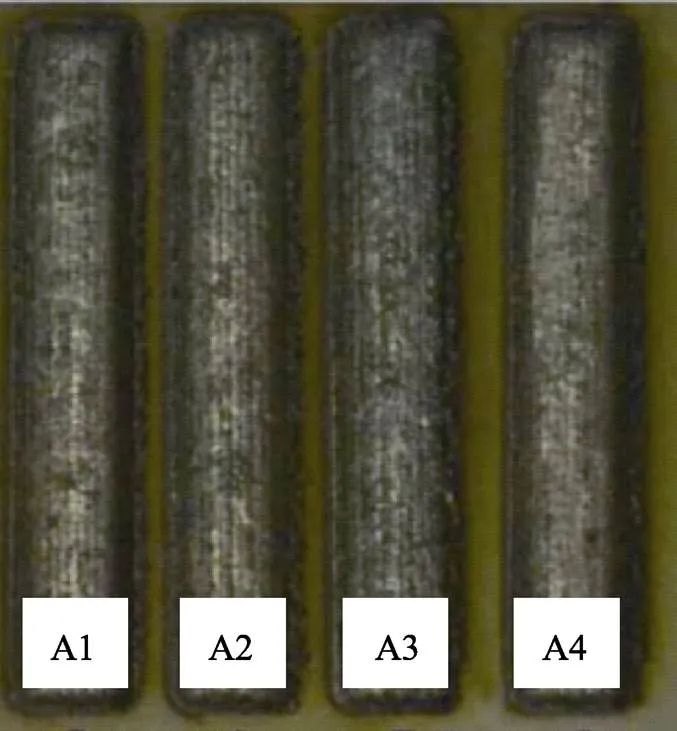
圖1 激光快速成形試樣整體外觀
2.2 試樣抗拉強度測試
采用切割機將試樣切割成標準試樣,采用拉力機測試試樣的抗拉強度,研究不同Ni60AA粉末添加量對304不銹鋼抗拉強度的影響(在Ni60AA粉末添加量相同的情況下,測試5組樣品的抗拉強度,分析抗拉強度的穩定性),結果如圖2所示。由圖2可知,A1試樣(當Ni60AA粉末的質量分數為0%時)的抗拉強度在546~578 MPa之間,抗拉強度較低,且抗拉強度波動較大,說明抗拉強度穩定性較差。A2試樣(當Ni60AA粉末的質量分數為5%時)的抗拉強度在615~629 MPa之間,抗拉強度相對有所提高,抗拉強度波動較小,說明抗拉強度穩定性較好。A3試樣(當Ni60AA粉末的質量分數為10%時)的抗拉強度在754~771 MPa之間,抗拉強度相對最高,抗拉強度波動較小,說明抗拉強度穩定性較好。A4試樣(當Ni60AA粉末的質量分數為15%時)的抗拉強度在708~719 MPa之間,抗拉強度相對較低。

圖2 在不同Ni60AA粉末加入量條件下抗拉強度與測試次數的關系
2.3 焊縫微觀組織分析
快速成形試樣微觀組織如圖3所示。可以看到,A1試樣的微觀組織為規則的樹枝狀晶,如圖3a所示,這是因為在304不銹鋼激光快速成形過程中,由于加熱速度和冷卻速度較快,晶粒沿著溫度梯度方向生長,具有明顯的快速凝固特點,為樹枝狀晶生長提供了條件。如圖3b所示,A2試樣的顯微組織仍然為規則的樹枝狀晶,但在大晶粒之間夾雜著少量的細晶組織,這是因為鎳元素的加入形成了鎳化合物,這些鎳化合物從晶粒之間析出,形成了新的強化相,這些強化相有利于提高材料的抗拉強度。如圖3c所示,A3試樣中大晶粒之間夾雜的細晶組織較多,這是因為隨著鎳元素含量的增加,形成的強化相增多,使材料的抗拉強度更高。如圖3d所示,A4試樣中大晶粒之間夾雜的細晶組織變得粗大,這是因為隨著鎳元素含量持續增加,形成的鎳化合物晶粒變大,粗大的晶粒可能使材料的抗拉強度降低。
圖3 快速成形試樣微觀組織
2.4 試樣斷口宏觀形貌分析
激光快速成形試樣在拉力測試后的斷口宏觀形貌如圖4所示。可以發現,A1—A4試樣斷口無明顯差異,斷口中均無明顯的氣孔等缺陷,且晶粒細小而致密。這是因為在激光快速成形過程中,激光束能量集中,粉末被快速熔化,晶粒形核后來不及長大,激光離開后,熔池迅速凝固,故而晶粒組織細小而致密,在這種情況下,試樣具有優良的綜合力學性能。
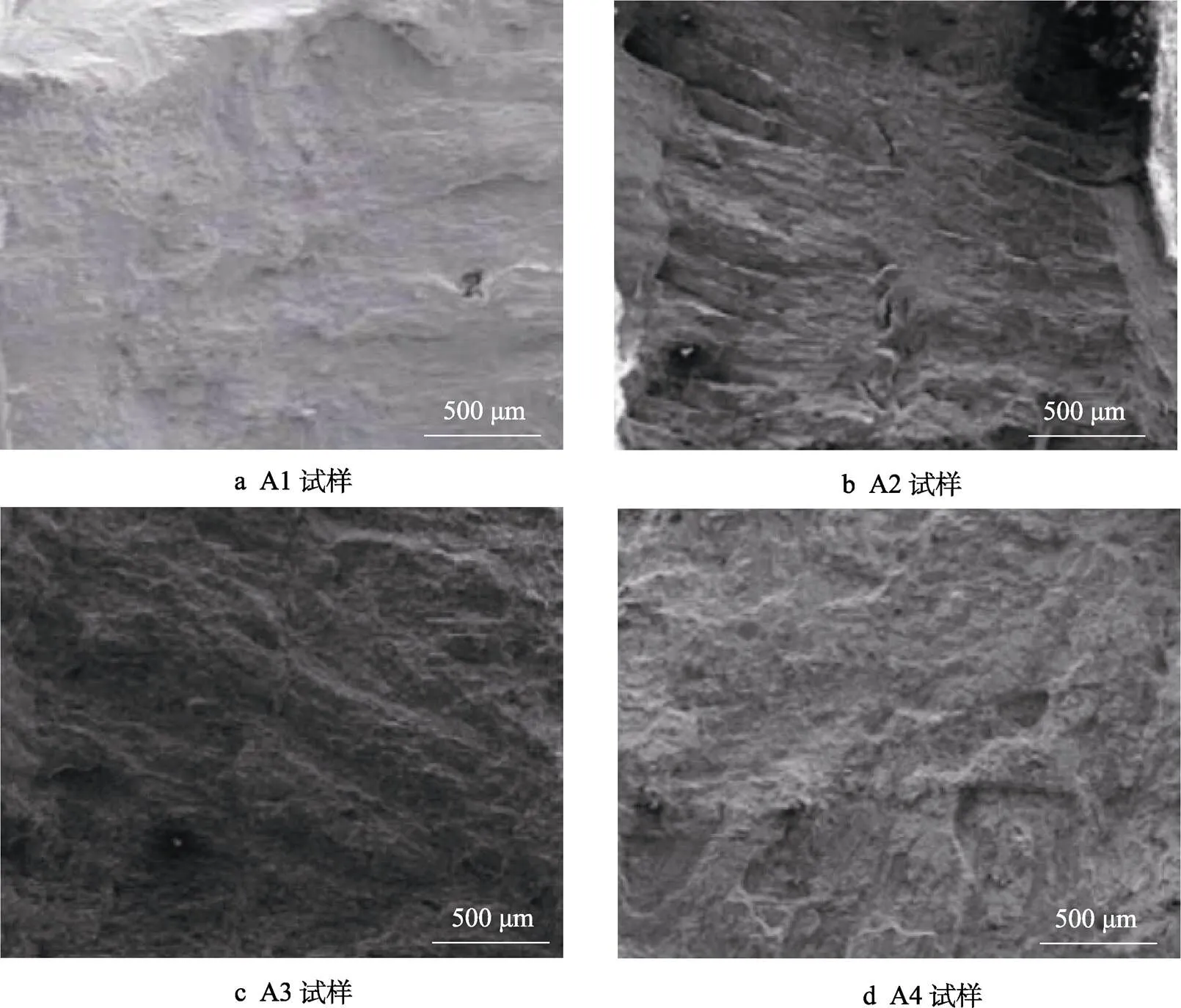
圖4 快速成形試樣斷口宏觀形貌
2.5 斷口微觀形貌分析
快速成形試樣斷口微觀形貌如圖5所示。由圖5a可知,經過拉力測試后,A1試樣斷口沒有出現頸縮現象,只有小的片狀斷層,無大的凹槽,為脆性斷裂。由圖5b可知,經過拉力測試后,A2試樣斷口的韌窩數量較少,尺寸較小,深度也較淺,此處的塑性相對較差,抗拉強度也較低。由圖5c可知,經過拉力測試后,A3試樣斷口的韌窩較多,尺寸較大,深度較深,說明塑性變形能力較大,抗拉強度也較大。由圖5d可知,經過拉力測試后,A4試樣斷口的微觀形貌呈層狀分布,為明顯的脆性斷裂特征,這是因為當Ni60AA粉末添加量過多時,激光成形過程中形成的鎳化合物晶粒變大,在拉力測試過程中,這些化合物部分形成不穩定區域,首先被拉斷裂,導致抗拉強度較低。
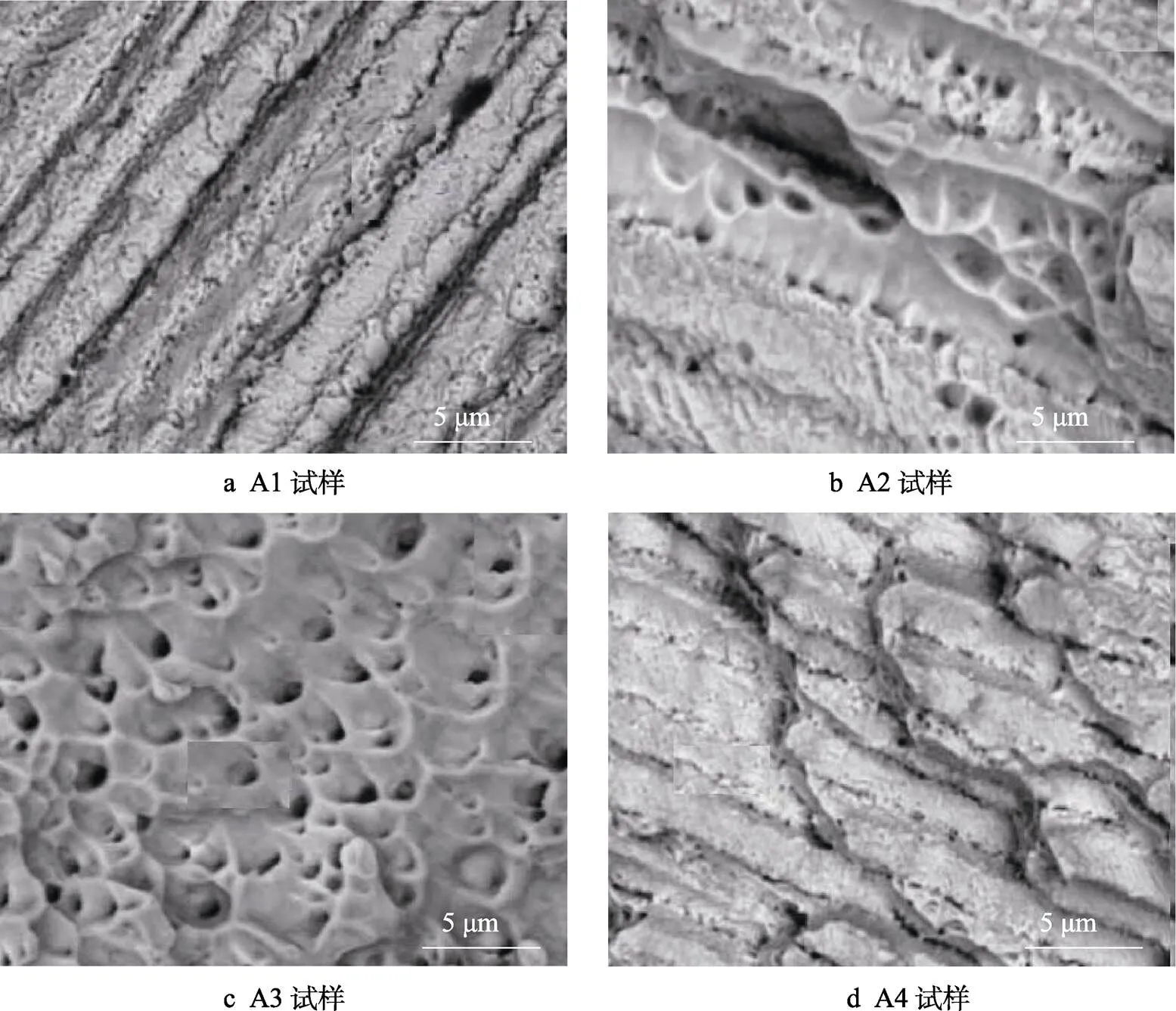
圖5 快速成形試樣斷口微觀形貌
3 結論
在添加Ni60AA粉末的不銹鋼成形試樣顯微組織中有細晶組織析出,這是因為形成的鎳化合物從組織中析出,形成了新的強化相,且隨著Ni60AA粉末含量的增加,這些新的強化相組織增多,使試樣的抗拉強度得到了較大提高。但是,當Ni60AA粉末的質量分數為15%時,一些細晶組織變得粗大,使材料的抗拉強度降低。
試樣的斷口微觀形貌測試結果表明,當Ni60AA粉末的質量分數為10%時,激光快速成形的304不銹鋼試樣經過拉力測試后,斷口處的韌窩較多,尺寸較大,深度較深,這種斷口形貌證明了材料的抗拉強度較高。文中激光快速成形304不銹鋼的方法為其他種類材料的快速成形提供了一定技術參考。
[1] 周才正, 洛桑, 孫延虎, 等. 304不銹鋼在不同溫度硝酸熔鹽中的腐蝕行為[J]. 機械工程材料, 2019, 43(5): 68-70.
ZHOU Cai-zheng, LUO Sang, SUN Yan-hu, et al. Corrosion Behavior of 304 Stainless Steel in Molten Nitrate Salt at Different Temperatures[J]. Materials for Mechanical Engineering, 2019, 43(5): 68-70.
[2] 杜楠, 黃樂, 徐珊, 等. 304不銹鋼點蝕行為的電化學噪聲研究[J]. 失效分析與預防, 2009, 4(2): 71-76.
DU Nan, HUANG Le, XU Shan, et al. Pitting Behavior Investigation of 304 Stainless Steel in 6%FeCl3Solution by Electrochemical Noise[J]. Failure Analysisand Prevention, 2009, 4(2): 71-76.
[3] 王永東, 鐘慶東, 任帥東. 電子束焊工藝對304不銹鋼焊縫抗晶間腐蝕性能的影響[J]. 腐蝕與防護, 2017, 38(8): 593-597.
WANG Yong-dong, ZHONG Qing-dong, REN Shuai-dong. Influence of Beam Welding Process on Intergranular Corrosion Resistance of 304 Stainless Steel Weld[J]. Corrosion & Protection, 2017, 38(8): 593-597.
[4] 趙席鵬, 江開勇, 王霏. 明膠凝膠注模成型不銹鋼漿料的制備與生坯的性能[J]. 機械工程材料, 2012, 36(12): 58-61.
ZHAO Xi-peng, JIANG Kai-yong, WANG Fei. Preparation of Stainless Powder Slurry through Gelcasting of Gelatin and Properties of Green Body[J]. Materials for Mechanical Engineering, 2012, 36(12): 58-61.
[5] 張凌云, 馮越鵬, 孫偉光, 等. 不銹鋼無擴口導管擠壓連接成形數值模擬和試驗研究[J]. 鍛壓技術, 2019, 44(12): 56-64.
ZHANG Ling-yun, FENG Yue-peng, SUN Wei-guang, et al. Numerical Simulation and Experimental Research on Extrusion Connection Forming for Stainless Steel Flareless Tube[J]. Forging & Stamping Technology, 2019, 44(12): 56-64.
[6] 安傳鋒, 何浩, 李益民, 等. C和Nb添加對金屬注射成形420不銹鋼組織及性能的影響[J]. 廣西科技大學學報, 2018, 29(2): 63-69.
AN Chuan-feng, HE Hao, LI Yi-min, et al. Effect of Carbon and Nb on Sintering Densification and Mechanical Properties of MIM 420 Stainless Steel[J]. Journal of Guangxi University of Science and Technology, 2018, 29(2): 63-69.
[7] 宋昕宜, 黃淞, 惠虎, 等. 液壓成形不銹鋼波節換熱管外壓失穩與其尺寸關系的研究[J]. 壓力容器, 2020, 37(1): 1-7.
SONG Xin-yi, HUANG Song, HUI Hu, et al. Research on the Relationship between Dimensions and Stability of Hydroformed Corrugated Stainless Steel Heat Exchanger Tubes under External Pressure[J]. Pressure Vessel Technology, 2020, 37(1): 1-7.
[8] 張霜銀, 林鑫, 陳靜, 等. 工藝參數對激光快速成形TC4鈦合金組織及成形質量的影響[J]. 稀有金屬材料與工程, 2007, 36(10): 1839-1843.
ZHANG Shuang-yin, LIN Xin, CHEN Jing, et al. Influe--nce of Processing Parameter on the Microstructure and Forming Characterizations of Ti-6Al-4V Titanium Alloy after Laser Rapid Forming Processing[J]. Rare Metal Materialsand Engineering, 2007, 36(10): 1839-1843.
[9] 陳偉, 邱長軍, 閆夢達. 鎳對鐵基激光快速成型試件組織與力學性能的影響[J]. 金屬熱處理, 2018, 43(1): 96-99.
CHEN Wei, QIU Chang-jun, YAN Meng-da. Effect of Nickel on Microstructure and Mechanical Properties of Fe-Based Laser Rapid Prototyping Sample[J]. Heat Treatment of Metals, 2018, 43(1): 96-99.
[10] 于君, 陳靜, 譚華, 等. 激光快速成形工藝參數對沉積層的影響[J]. 中國激光, 2007, 34(7): 1014-1018.
YU Jun, CHEN Jing, TAN Hua, et al. Effect of Process Parameters in the Laser Rapid Forming on Deposition Layer[J]. Chinese Journalof Lasers, 2007, 34(7): 1014-1018.
[11] 李勝峰, 杜開平, 沈婕. 選區激光熔化工藝參數對氣霧化316L不銹鋼粉末成形制品性能的影響[J]. 熱噴涂技術, 2019, 11(2): 58-67.
LI Sheng-feng, DU Kai-ping, SHEN Jie. Effect of Selective Laser Melting Process Parameters on Forming Characteristics of 316L Stainless Steel Powder Prepared by Gas Atomization[J]. Thermal Spray Technology, 2019, 11(2): 58-67.
[12] 張永忠, 石力開. 高性能金屬零件激光快速成形技術研究進展[J]. 航空制造技術, 2010, 53(8): 47-50.
ZHANG Yong-zhong, SHI Li-kai. Progress on Laser Rapid Manufacturing of High Performance Metallic Components[J]. Aeronautical Manufacturing Technology, 2010, 53(8): 47-50.
[13] 馬萬里, 陶鳳和, 賈長治. 基于激光立體成形的不銹鋼力學性能研究[J]. 化工新型材料, 2020, 48(8): 181-184.
MA Wan-li, TAO Feng-he, JIA Chang-zhi. Study on Mechanical Property of Stainless Steel Based on Laser Stereo Forming[J]. New Chemical Materials, 2020, 48(8): 181-184.
[14] 胡孝昀, 沈以赴, 李子全, 等. 金屬粉末激光快速成形的工藝及材料成形性[J]. 材料科學與工藝, 2008, 16(3): 378-383.
HU Xiao-yun, SHEN Yi-fu, LI Zi-quan, et al. Process and Material Considerations in Laser Rapid Manufacturing of Metal Parts[J]. Materials Scienceand Technology, 2008, 16(3): 378-383.
[15] 梁志宏, 馬恩波. 激光熔覆成形預熱基板設計及試驗研究[J]. 機械設計與制造, 2009(7): 54-56.
LIANG Zhi-hong, MA En-bo. Structural Design of Substrate Preheating for Laser Cladding[J]. Machinery Design & Manufacture, 2009(7): 54-56.
[16] 朱冬, 張亮, 吳文恒, 等. 鈦基復合材料激光選區熔化增材制造成形技術研究進展[J]. 材料導報, 2021, 35(S1): 347-351.
ZHU Dong, ZHANG Liang, WU Wen-heng, et al. Research Progress of Selective Laser Melting Additive Manufacturing Technology of Titanium Matrix Composites[J]. Materials Reports, 2021, 35(S1): 347-351.
[17] 劉春磊, 鄭雯, 吳甲民, 等. 高性能陶瓷激光選區燒結成形技術研究進展[J]. 現代技術陶瓷, 2021, 42(S1): 64-73.
LIU Chun-lei, ZHENG Wen, WU Jia-min, et al. Research Progress of High Performance Ceramics Prepared by Selective Laser Sintering Technology[J]. Advanced Ceramics, 2021, 42(S1): 64-73.
[18] 席明哲, 呂超, 吳貞號, 等. 連續點式鍛壓激光快速成形TC11鈦合金的組織和力學性能[J]. 金屬學報, 2017, 53(9): 1065-1074.
XI Ming-zhe, LYU Chao, WU Zhen-hao, et al. Microstructures and Mechanical Properties of TC11 Titanium Alloy Formed by Laser Rapid Forming and Its Combination with Consecutive Point-Mode Forging[J]. Acta Metallurgica Sinica, 2017, 53(9): 1065-1074.
[19] 張永忠, 席明哲, 石力開, 等. 激光快速成形316L不銹鋼的組織及性能[J]. 稀有金屬材料與工程, 2002, 31(2): 103-105.
ZHANG Yong-zhong, XI Ming-zhe, SHI Li-kai, et al. Microstructure and Properties of 316L Stainless Steel Fabricated by Laser Direct Forming[J]. Rare Metal Materialsand Engineering, 2002, 31(2): 103-105.
[20] 余金水, 邱長軍, 周炬, 等. 激光快速成形304不銹鋼試件組織與拉伸斷口特性分析[J]. 激光與光電子學進展, 2012, 49(1): 92-96.
YU Jin-shui, QIU Chang-jun, ZHOU Ju, et al. Analysis on Microstructure and Tensile Fracture Characteristic of 304 Stainless Steel Specimens Made by Laser Rapid Forming[J]. Laser & Optoelectronics Progress, 2012, 49(1): 92-96.
Properties and Microstructure of 304 Stainless Steel by Laser Rapid Forming
LUO Zhao-wei, ZHANG Jian-qiao, SUN Xuan
(Hebei Vocational University of Technology and Engineering, Hebei Xingtai 054000, China)
The work aims to improve the tensile strength of 304 stainless steel, so as to meet the actual production requirements. Ni60AA powders with different mass fractions were added into 304 stainless steel powders, and the powders were rapidly formed by laser to obtain different specimens. The microstructure of the stainless steel specimen was observed by metalloscope. The tensile strength of the specimen was tested by tensile testing machine. With the increase of the mass fraction of Ni60AA powder added to 304 stainless steel powder, the tensile strength of plate specimen increased firstly and then decreased. When the mass friction of Ni60AA powder was 10%, the tensile strength of the specimen reached to the highest value of 754-771 MPa. After the addition of Ni60AA powder, some nickel compounds precipitate from the microstructure of the plate specimen, forming strengthening phase, thus greatly improving the tensile strength of 304 stainless steel specimen.
laser rapid forming; 304 stainless steel; tensile strength; microstructure
10.3969/j.issn.1674-6457.2022.09.010
TG456.7
A
1674-6457(2022)09-0073-06
2021?09?30
羅兆偉(1988—),女,碩士,講師,主要研究方向為機械設計和機械工程材料。
責任編輯:蔣紅晨
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16