近紅外光纖激光與藍(lán)光半導(dǎo)體激光焊接紫銅工藝對比研究
2022-09-07 08:27:48李志敏劉志強(qiáng)
精密成形工程 2022年9期
關(guān)鍵詞:焊縫
李志敏,劉志強(qiáng)
近紅外光纖激光與藍(lán)光半導(dǎo)體激光焊接紫銅工藝對比研究
李志敏1,劉志強(qiáng)2
(1.許昌電氣職業(yè)學(xué)院,河南 許昌 461000;2.許昌職業(yè)技術(shù)學(xué)院,河南 許昌 461000)
提高紫銅激光焊接接頭的力學(xué)性能,并分析激光工藝參數(shù)對焊縫外觀及焊縫微觀組織的影響規(guī)律。分別對藍(lán)光半導(dǎo)體激光與近紅外光纖激光焊接紫銅的工藝參數(shù)進(jìn)行優(yōu)化設(shè)計(jì),采用光學(xué)顯微鏡觀察焊縫的外觀形貌,采用拉力機(jī)測試焊縫的抗拉強(qiáng)度,采用金相顯微鏡觀察和分析焊縫的微觀組織。當(dāng)采用近紅外光纖激光進(jìn)行焊接時,功率為2 000 W,焊接速度為20 mm/s,焊縫抗拉強(qiáng)度為156 MPa。當(dāng)采用藍(lán)光半導(dǎo)體激光進(jìn)行焊接時,功率為500 W,焊接速度為20 mm/s,焊縫抗拉強(qiáng)度為246 MPa,達(dá)到母材抗拉強(qiáng)度的80%。由于銅對藍(lán)光波長的吸收率較高,當(dāng)采用藍(lán)光半導(dǎo)體激光進(jìn)行焊接時,熱量輸入較低,焊縫的變形相對較小,并且焊縫中心各個方向上的溫度梯度相同,容易形成等軸晶,有利于力學(xué)性能的提高。
紫銅激光焊接;工藝參數(shù)優(yōu)化;對比研究;抗拉強(qiáng)度;微觀組織
紫銅材料具有優(yōu)良的導(dǎo)電性和導(dǎo)熱性,在電線電纜和精密電子等領(lǐng)域有著非常廣泛的應(yīng)用前景[1-4]。隨著新能源汽車技術(shù)的發(fā)展,紫銅在電池蓋板及電芯焊接方面的應(yīng)用越來越多。紫銅的焊接質(zhì)量將直接影響整個電芯的性能,要求焊接過程中不能有飛濺[5],同時焊接變形量不能太大,否則將影響產(chǎn)品的裝配。
激光焊接具有熱輸入低、熱變形小等優(yōu)點(diǎn)[6-18],在不銹鋼、鋁合金等材料方面得到了廣泛應(yīng)用。紫銅材料對近紅外波長的激光吸收率較低,需要較高的激光功率才能實(shí)現(xiàn)焊接[19-23],但是較高的功率輸入容易導(dǎo)致焊縫變形,影響產(chǎn)品的裝配。紫銅對藍(lán)光或者綠光的吸收率相對較高,藍(lán)光半導(dǎo)體激光器為紫銅材料的激光焊接提供了可能,Zediker等[24]采用500 W藍(lán)光半導(dǎo)體激光(波長450 nm)對厚度1 mm的銅進(jìn)行焊接,獲得了質(zhì)量較好的焊接接頭。
文中分別采用藍(lán)光半導(dǎo)體激光與近紅外光纖激光對紫銅進(jìn)行焊接實(shí)驗(yàn),并對相關(guān)工藝參數(shù)進(jìn)行對比研究,分析光源對焊縫強(qiáng)度、變形以及焊縫微觀組織的影響,以期為實(shí)際生產(chǎn)提供技術(shù)參考。
1 實(shí)驗(yàn)
1.1 材料
實(shí)驗(yàn)材料為紫銅,其化學(xué)成分如表1所示。將材料切割成200 mm×100 mm×0.2 mm的板材,用酒精、水清洗表面的臟污。紫銅對不同波長光的吸收曲線如圖1所示(來源于Zediker等[24]的研究),紫銅對波長為1 070 nm光的吸收率約為4%,對波長450 nm光的吸收率約65%。
表1 紫銅材料的化學(xué)成分

Tab.1 Chemical composition of red copper wt.%
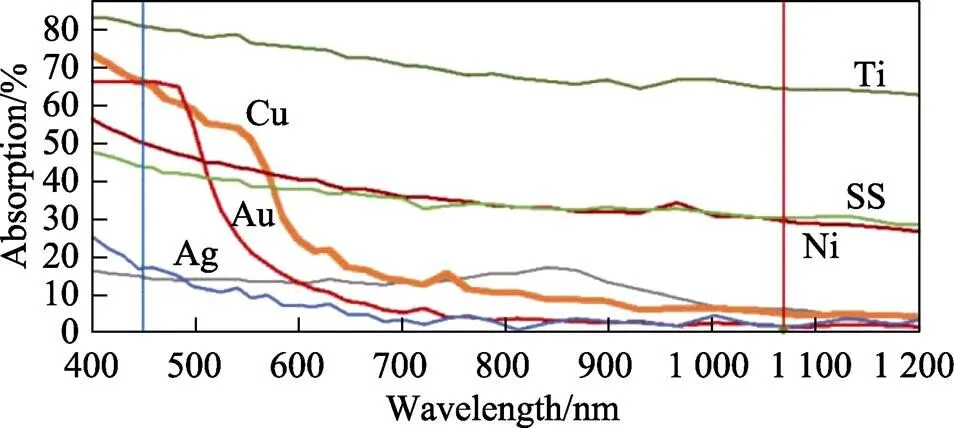
圖1 紫銅對不同波長光的吸收率
1.2 設(shè)備
使用藍(lán)光半導(dǎo)體激光器和近紅外光纖激光器分別對紫銅進(jìn)行焊接實(shí)驗(yàn),實(shí)驗(yàn)平臺如圖2所示。半導(dǎo)體激光器與激光加工頭A組成第1套光學(xué)系統(tǒng),近紅外光纖激光器與激光加工頭B組成第2套光學(xué)系統(tǒng),這2套光學(xué)系統(tǒng)可以快速互換,其他機(jī)構(gòu)部分可以通用。藍(lán)光半導(dǎo)體激光器的額定功率為500 W,波長為450 nm,光纖直徑為200 μm,型號為AO–500,供應(yīng)商為NUBURU。近紅外光纖激光器的額定功率為2 000 W,光纖直徑為200 μm,波長為1 070 nm,型號為YLS–2000,供應(yīng)商為IPG。2種激光器在焦點(diǎn)處的聚焦光斑直徑均為400 μm。采用拼接的方式對銅材料進(jìn)行焊接,焊接前用自制夾具將材料夾緊。將焊接試樣切割成標(biāo)準(zhǔn)試樣,如圖2b所示。采用拉力實(shí)驗(yàn)機(jī)對焊縫進(jìn)行抗拉強(qiáng)度測試,拉伸速度為2 mm/s,該實(shí)驗(yàn)機(jī)為廣東威邦儀器科技股份有限公司生產(chǎn)的電子萬能材料實(shí)驗(yàn)機(jī),型號為WBE–9909,如圖2c所示。焊縫的抗拉強(qiáng)度=焊縫拉力值/焊縫面積,為確保數(shù)據(jù)準(zhǔn)確性,每次測試3個樣品取其平均值。焊縫微觀組織采用金相顯微鏡進(jìn)行觀察和分析,金相顯微鏡的型號為CSW–E200M、供應(yīng)商為深圳市科視威光學(xué)儀器有限公司。
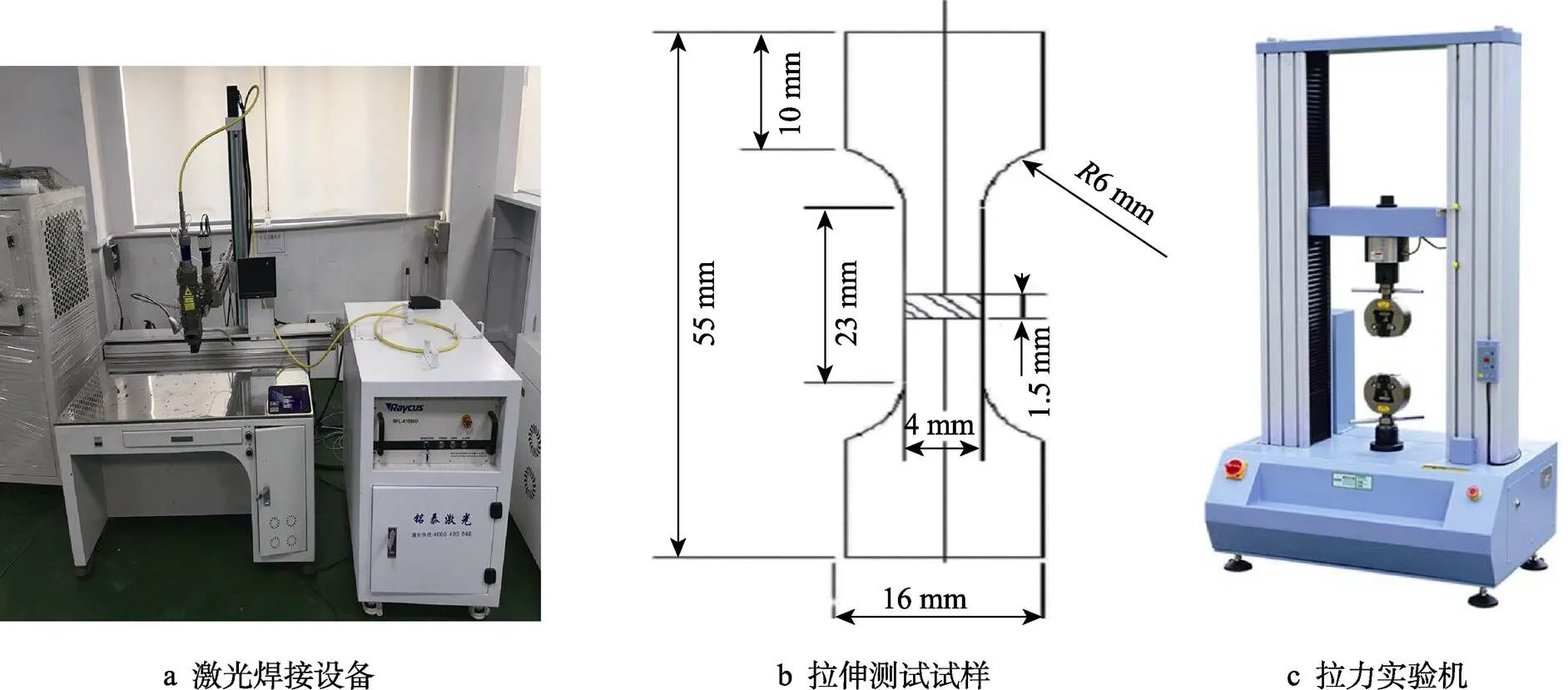
圖2 實(shí)驗(yàn)平臺
2 實(shí)驗(yàn)過程及結(jié)果分析
2.1 近紅外光纖激光焊接實(shí)驗(yàn)
采用近紅外光纖激光器進(jìn)行焊接。由于銅對近紅外激光(波長1 070 nm)的吸收率較低,大部分激光能量被反射,需要較高的功率才能實(shí)現(xiàn)焊接,故將功率設(shè)定為2 000 W,焊接速度設(shè)定為10~40 mm/s,每次遞增10 mm/s。當(dāng)焊接速度為10 mm/s時,焊縫表面有明顯的“焊瘤”,如圖3a所示,這種外觀不能滿足實(shí)際生產(chǎn)要求;焊縫背面外觀如圖3b所示,可以看到有少許焊渣存在,這是因?yàn)樵谒俣容^慢的情況下,熱量累積過多會導(dǎo)致焊縫溫度過高且不均勻,容易在焊縫表面形成不均勻的焊縫,焊縫抗拉強(qiáng)度為132 MPa。當(dāng)焊接速度為20 mm/s時,焊縫表面比較均勻一致,無明顯的“焊瘤”,如圖3c所示;焊縫背面外觀如圖3d所示,焊縫剛好被焊透,無焊渣存在,焊縫外觀符合實(shí)際生產(chǎn)要求,焊縫抗拉強(qiáng)度為156 MPa。當(dāng)焊接速度為30 mm/s時,焊縫正面外觀以背面外觀分別如圖3e和f所示,可以看到焊縫不連貫,表明焊縫未被焊透,這是因?yàn)楹附铀俣忍岣撸瑹崃慷逊e減小,溫度無法將銅完全熔化,焊縫抗拉強(qiáng)度為86 MPa。當(dāng)焊接速度為40 mm/s時,焊縫正面外觀如圖3g所示,焊縫背面外觀如圖3h所示,可以看到,焊縫大部分區(qū)域未被焊透,焊縫抗拉強(qiáng)度為54 MPa。當(dāng)近紅外光纖激光器的功率為2 000 W、焊接速度為20 mm/s時,焊縫抗拉強(qiáng)度為156 MPa,為母材抗拉強(qiáng)度(300 MPa)的50%。
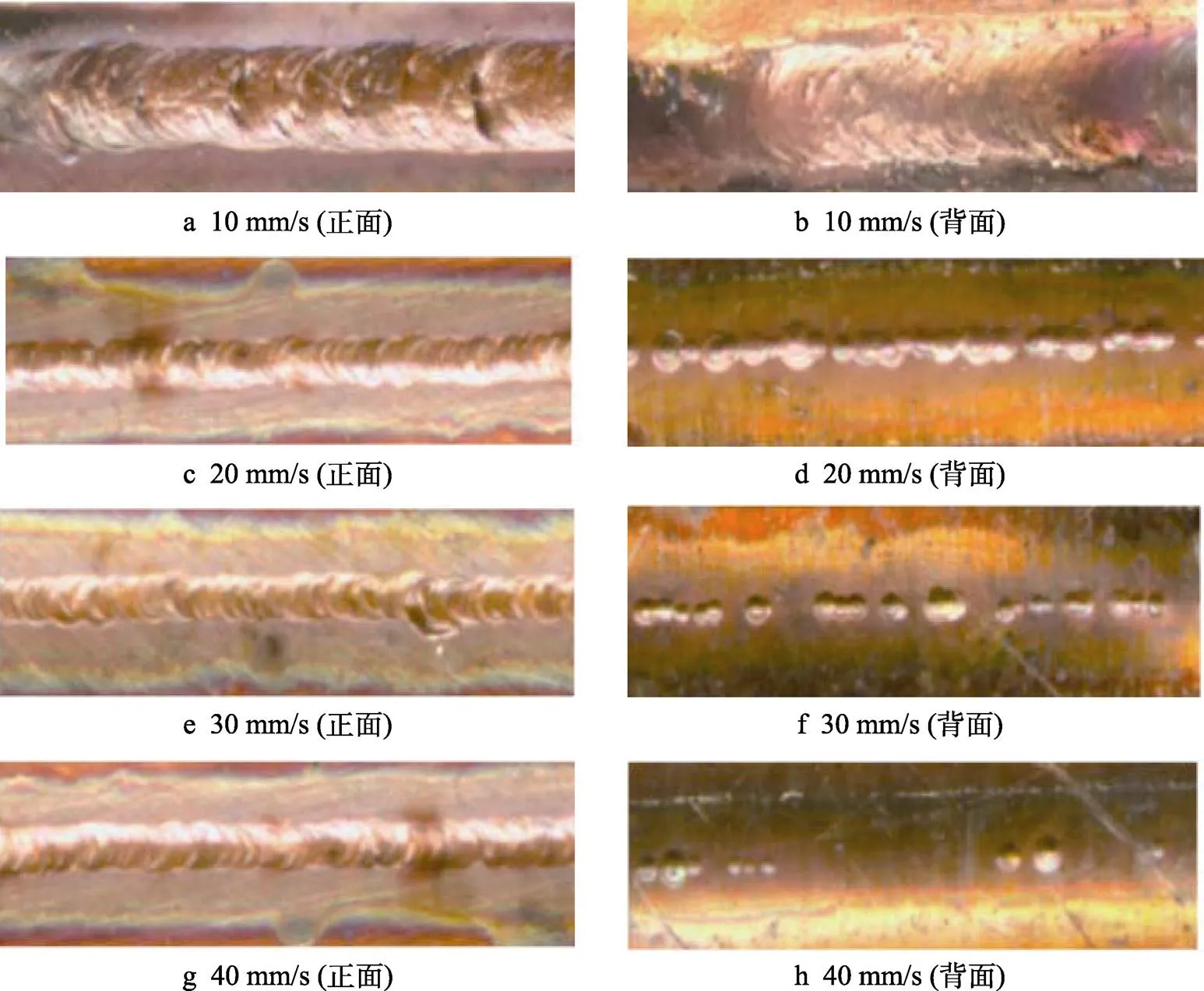
圖3 不同焊接速度下的焊縫外觀
2.2 藍(lán)光半導(dǎo)體激光焊接實(shí)驗(yàn)
采用藍(lán)光半導(dǎo)體激光器進(jìn)行焊接時,由于銅對半導(dǎo)體激光(波長450 nm)的吸收率較高,只需要較低的激光功率就能實(shí)現(xiàn)焊接,故將功率設(shè)定為500 W,焊接速度設(shè)定為10~40 mm/s,每次遞增10 mm/s。當(dāng)焊接速度為10 mm/s時,焊縫表面比較均勻一致,焊縫邊緣沒有明顯的熱影響區(qū),如圖4a所示;焊縫背面呈明顯焊透,且焊縫寬度較寬,有部分材料燒損,如圖4b所示,這是因?yàn)樵谒俣容^慢的情況下,熱量累積較多,熔化的寬度較寬,過高的溫度使材料中部分低熔點(diǎn)元素發(fā)生燒蝕,導(dǎo)致焊縫抗拉強(qiáng)度較低,為136 MPa。當(dāng)焊接速度為20 mm/s時,焊縫表面比較均勻一致,焊縫表面的熱影響區(qū)較小,如圖4c所示;焊縫背面外觀如圖4d所示,可以看到焊縫寬度較均勻,沒有材料燒損,焊縫抗拉強(qiáng)度為246 MPa。當(dāng)焊接速度為30 mm/s時,焊縫表面幾乎沒有熱影響區(qū),如圖4e所示;焊縫背面外觀如圖4f所示,可以看到焊縫被焊透,隨著焊接速度的提高,焊縫寬度相對減小,這是因?yàn)楹附铀俣忍岣撸瑹崃慷逊e減小,焊縫背面的熔透寬度減小,焊縫抗拉強(qiáng)度為176 MPa。當(dāng)焊接速度為40 mm/s時,焊縫表面寬度進(jìn)一步減小,如圖4g所示;焊縫背面外觀如圖4h所示,可以看到焊縫不連貫,焊縫未被焊透,這是因?yàn)楹附铀俣仍黾拥揭欢ǔ潭群螅瑹崃坷鄯e不夠,無法將焊縫焊透,焊縫抗拉強(qiáng)度為76 MPa。當(dāng)藍(lán)光半導(dǎo)體激光器的功率為500 W、焊接速度為20 mm/s時,焊縫抗拉強(qiáng)度達(dá)到最高,為246 MPa,是母材抗拉強(qiáng)度(300 MPa)的80%。
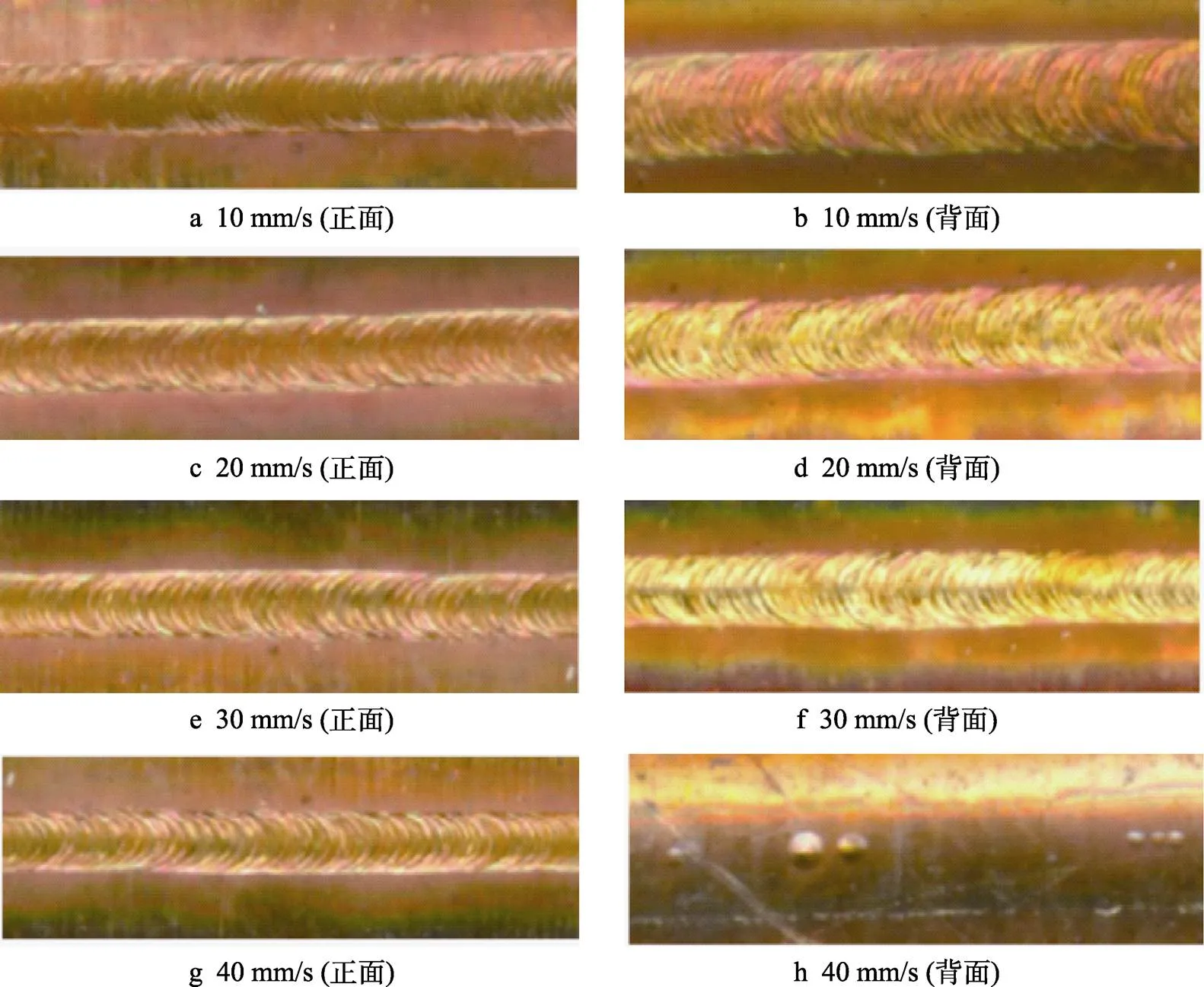
圖4 不同焊接速度下的焊縫外觀
2.3 焊縫抗拉強(qiáng)度對比分析
圖5為母材和焊接接頭的拉伸曲線。可以看出,母材的抗拉強(qiáng)度約為300 MPa,當(dāng)采用紅外光纖激光焊接時,在最佳工藝參數(shù)條件下,焊接接頭的抗拉強(qiáng)度為156 MPa,約為母材的50%,伸長率約為母材的55%。當(dāng)采用藍(lán)光半導(dǎo)體激光焊接時,在最佳工藝參數(shù)條件下,焊接接頭的抗拉強(qiáng)度為246 MPa,與紅外光纖激光焊接接頭相比,抗拉強(qiáng)度提高了約30%,伸長率提高了約40%。
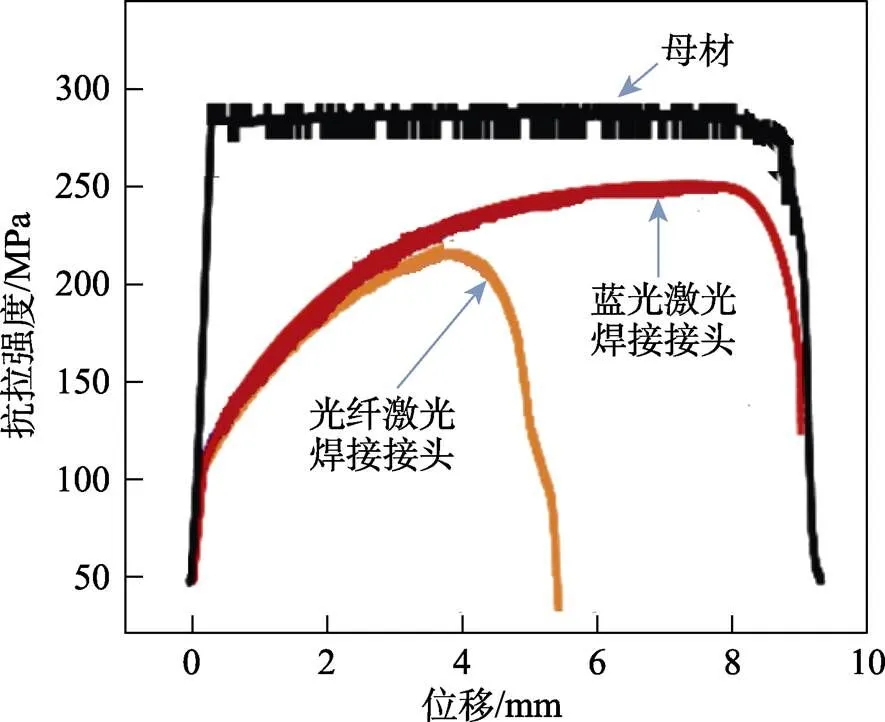
圖5 母材和焊接接頭的拉伸曲線
2.4 焊縫顯微組織分析
當(dāng)采用近紅外光纖激光焊接時,在功率為2 000 W、焊接速度為20 mm/s條件下,焊縫微觀結(jié)構(gòu)200倍的放大圖如圖6a所示,可以看到焊縫邊緣有明顯的熔合線,圖6b為熱影響區(qū)500倍放大圖,可以看到,熱影響區(qū)為平行條紋結(jié)構(gòu),這是因?yàn)槿鄢卦谶\(yùn)動狀態(tài)下凝固,當(dāng)熱量輸入較大時,對熔池的擾動較大,這樣凝固線之間的距離就變得很小,出現(xiàn)了平形狀凝固條紋。圖6c為焊縫中心500倍放大圖,可以看到,焊縫中心區(qū)為蜂巢狀,這是因?yàn)槿鄢啬虝r,晶粒的生長方向垂直于固液界面,沿著焊接方向生長的“偏向晶”數(shù)量變大,根據(jù)陳永城等[25]的研究結(jié)果可知,紫銅屬于加工硬化合金,紫銅組織中含有大量的糾纏位錯及晶界位錯墻,焊接熔化凝固過程中會發(fā)生再結(jié)晶現(xiàn)象,使糾纏位錯數(shù)量大量減少,當(dāng)晶粒直徑較粗大時,會導(dǎo)致焊縫軟化,使抗拉強(qiáng)度等力學(xué)性能降低。
當(dāng)采用藍(lán)光半導(dǎo)體激光焊接時,在功率為500 W、焊接速度為20 mm/s條件下,焊縫微觀結(jié)構(gòu)200倍的放大圖如圖6d所示,可以看到焊縫邊緣沒有明顯的熔合線,圖6e為熱影響區(qū)500倍放大圖,可以看到熱影響區(qū)為團(tuán)簇狀的柱晶,圖6f為焊縫中心區(qū)500倍放大圖,可以看到焊縫中心區(qū)為細(xì)小的等軸晶,這是因?yàn)樵谳^低的激光能量下,焊縫中心各個方向上的溫度梯度相同,冷卻速度較慢,且在各個方向上同時凝固,形成細(xì)小的等軸晶,使焊縫的力學(xué)性能提高。
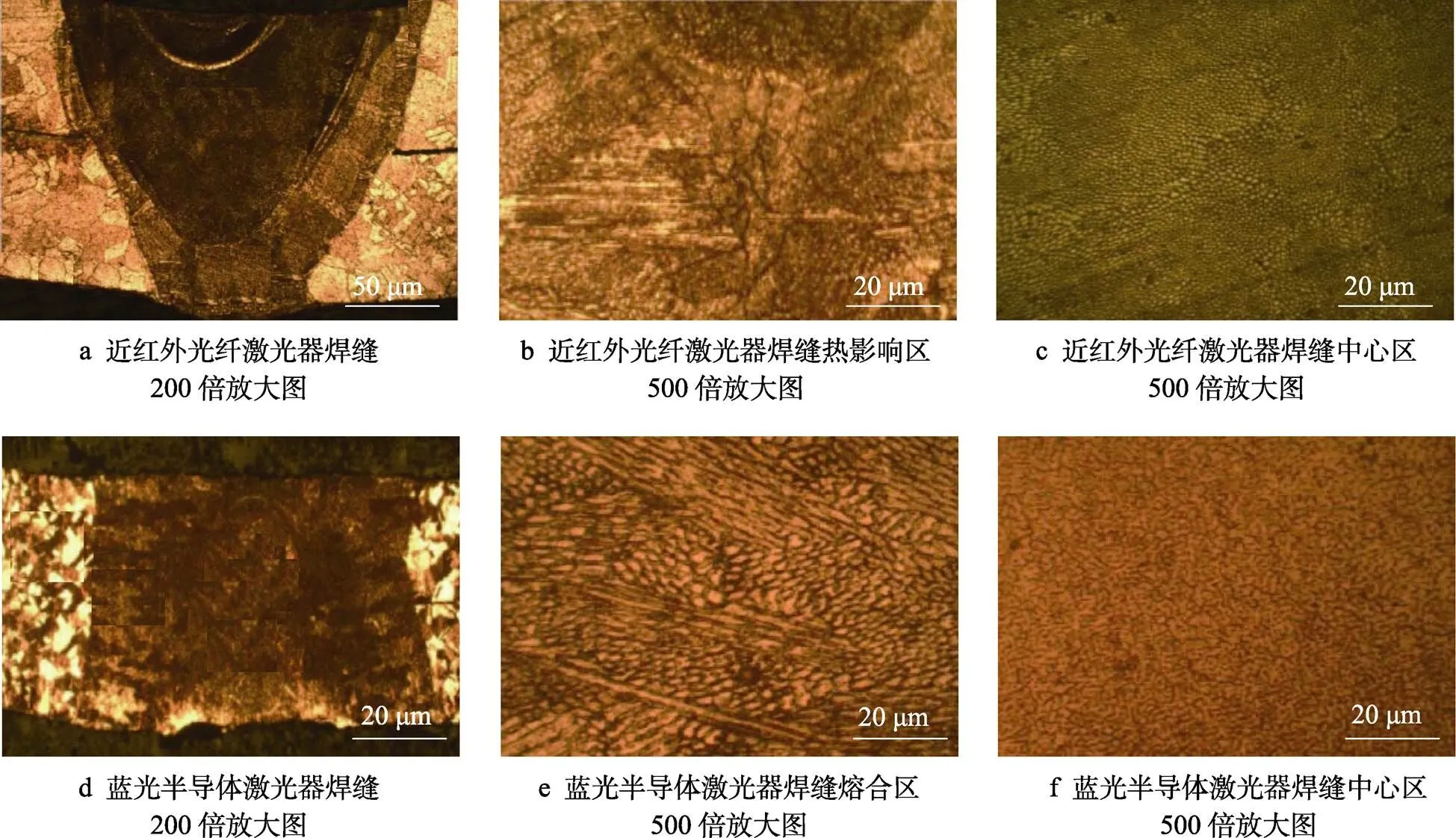
圖6 焊縫顯微組織形貌
2.5 焊縫熱變形對比分析
當(dāng)采用近紅外光纖激光焊接時,在功率為2 000 W、焊接速度為20 mm/s條件下,焊縫橫截面如圖7a所示,可以看到,焊縫呈錐形,焊縫正面寬度較寬,焊縫背面寬度較窄,焊縫兩側(cè)相對有彎曲的情況,變形量較大,這是因?yàn)殂~對近紅外波長的激光吸收率較低,只有4%,需要較高的激光功率才能達(dá)到銅的熔點(diǎn),較高的激光能量輸入使材料變形量較大。當(dāng)采用藍(lán)光半導(dǎo)體激光焊接時,在功率為500 W、焊接速度為20 mm/s條件下,焊縫橫截面如圖7b所示,可以看到,焊縫呈梯形,焊縫正面寬度窄,焊縫背面寬度較寬,焊縫兩側(cè)沒有明顯的彎曲,變形量較小,這是因?yàn)殂~對藍(lán)光波長的激光吸收率較高,達(dá)到70%,只需要較低的激光功率就能達(dá)到銅的熔點(diǎn)。較低的激光能量輸入使上層材料在吸收激光能量后,快速向下層材料傳輸,導(dǎo)致焊縫背面寬度較寬,且在較低的激光能量輸入下材料變形量較小。
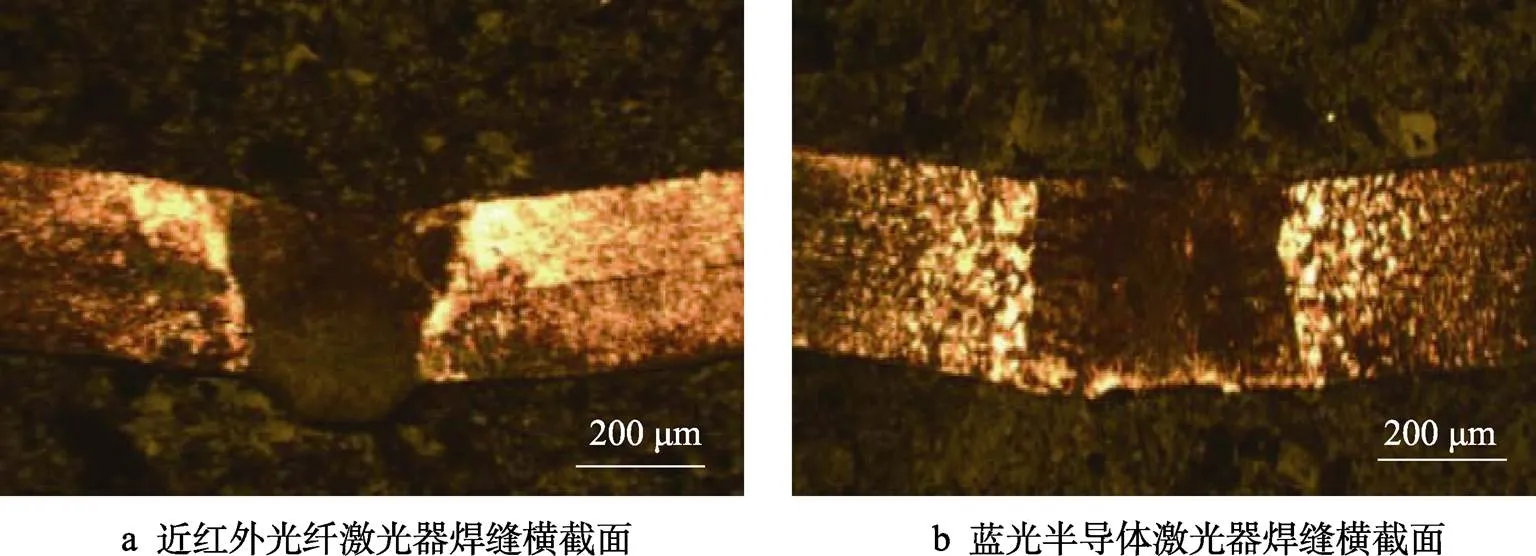
圖7 焊縫切片形貌
3 結(jié)論
當(dāng)采用近紅外光纖激光焊接紫銅時,在功率為2 000 W、焊接速度為20 mm/s的條件下,焊縫抗拉強(qiáng)度為156 MPa,為母材抗拉強(qiáng)度(300 MPa)的50%。當(dāng)采用藍(lán)光半導(dǎo)體激光焊接時,在功率500 W、焊接速度為20 mm/s條件下,焊縫抗拉強(qiáng)度達(dá)到最高,為246 MPa,是母材抗拉強(qiáng)度(300 MPa)的80%。
當(dāng)采用藍(lán)光半導(dǎo)體激光焊接紫銅時,熱量快速向下層材料傳輸,使焊縫背面寬度較寬,焊縫抗拉強(qiáng)度較大,且較低的激光能量輸入使材料變形量較小,滿足實(shí)際生產(chǎn)要求。
[1] 邢麗, 孫德超, 柯黎明, 等. 紫銅攪拌摩擦焊接工藝研究及接頭組織分析[J]. 機(jī)械科學(xué)與技術(shù), 2003, 22(6): 986-988.
XING Li, SUN De-chao, KE Li-ming, et al. Study of the Copper Friction Stir Welding Process and Analysis of its Weld Microstructure[J]. Mechanical Science and Technology, 2003, 22(6): 986-988.
[2] 王思賢, 顧開選, 王俊杰, 等. 深冷處理對紫銅性能和顯微組織的影響[J]. 稀有金屬, 2013, 37(2): 230-236.
WANG Si-xian, GU Kai-xuan, WANG Jun-jie, et al. Effect of Cryogenic Treatment on Microstructure and Properties of Pure Copper[J]. Chinese Journal of Rare Metals, 2013, 37(2): 230-236.
[3] 王英, 畢亞軍, 王正一, 等. 超聲波功率對紫銅化學(xué)鍍錫結(jié)構(gòu)和性能的影響[J]. 電鍍與精飾, 2021, 43(11): 17-22.
WANG Ying, BI Ya-jun, WANG Zheng-yi, et al. Influence of Ultrasonic Power on Structure and Properties of Electroless Tin Plating on Red Copper[J]. Plating & Finishing, 2021, 43(11): 17-22.
[4] 寧杰, 張林杰, 張建勛. 8 mm厚T2紫銅功率調(diào)制激光- MIG復(fù)合焊[J]. 精密成形工程, 2020, 12(1): 104-110.
NING Jie, ZHANG Lin-jie, ZHANG Jian-xun. Power Modulation Laser-MIG Hybrid Welding Process for 8 mm Thick T2 Pure Copper Plate[J]. Journal of Netshape Forming Engineering, 2020, 12(1): 104-110.
[5] 吳旭東, 張慧. Breaker溫度開關(guān)自動上料設(shè)備的設(shè)計(jì)[J]. 輕工機(jī)械, 2013, 31(3): 84-87.
WU Xu-dong, ZHANG Hui. Design of Automatic Feeding Device with Breaker Switch Temperature[J]. Light Industry Machinery, 2013, 31(3): 84-87.
[6] 張文勇, 梅俊歌, 陳亞維, 等. 脈沖式激光焊接電流及脈寬對紫銅薄板焊接的影響[J]. 中原工學(xué)院學(xué)報(bào), 2017, 28(1): 36-40.
ZHANG Wen-yong, MEI Jun-ge, CHEN Ya-wei, et al. Effect of Pulse Laser Current and Pulse Width on Welding of Copper Sheet[J]. Journal of Zhongyuan University of Technology, 2017, 28(1): 36-40.
[7] 汪海濤, 畢宗岳, 劉玉棟, 等. S32205雙相不銹鋼激光焊接頭性能分析[J]. 應(yīng)用激光, 2020, 40(1): 60-65.
WANG Hai-tao, BI Zong-yue, LIU Yu-dong, et al. Per-formance Analysis of Duplex Stainless Steel Laser Welding Joint[J]. Applied Laser, 2020, 40(1): 60-65.
[8] 陳銀銀. 厚度為0.05 mm的316不銹鋼激光焊接工藝[J]. 精密成形工程, 2021, 13(5): 187-192.
CHEN Yin-yin. Study on Laser Welding Process of 316 Stainless Steel with Thickness of 0.05 mm[J]. Journal of Netshape Forming Engineering, 2021, 13(5): 187-192.
[9] 張義福, 蘇展展, 張德勤, 等. 氬氣流量對304不銹鋼激光焊接接頭組織性能的影響[J]. 熱加工工藝, 2016, 45(5): 33-36.
ZHANG Yi-fu, SU Zhan-zhan, ZHANG De-qin, et al. Effect of Ar Gas Flow Rate on Microstructure and Mechanical Properties of 304 Stainless Steel Laser Welded Joint[J]. Hot Working Technology, 2016, 45(5): 33-36.
[10] 張瑄珺, 孫小兵, 潘涌, 等. 304不銹鋼薄板外觀件激光焊接工藝研究[J]. 應(yīng)用激光, 2016, 36(3): 321-325.
ZHANG Xuan-jun, SUN Xiao-bing, PAN Yong, et al. Process Research on Laser Welding of 304 Stainless Steel Sheet Appearance Parts[J]. Applied Laser, 2016, 36(3): 321-325.
[11] 陳冰清, 熊華平, 孫兵兵, 等. Ti3Al/GH416異種材料激光焊接頭的組織及性能[J]. 中國激光, 2018, 45(4): 159-169.
CHEN Bing-qing, XIONG Hua-ping, SUN Bing-bing, et al. Microstructures and Properties of Laser Welded Dissimilar Ti3Al/GH4169 Joints[J]. Chinese Journal of Lasers, 2018, 45(4): 159-169.
[12] 梁靜偉, 邱小明, 胡慶偉, 等. 不等厚DP780/HC660雙相鋼異質(zhì)激光焊接接頭的顯微組織和力學(xué)性能[J]. 機(jī)械工程材料, 2018, 42(1): 54-58.
LIANG Jing-wei, QIU Xiao-ming, HU Qing-wei, et al. Microstructure and Mechanical Properties of Laser Welded Dissimilar Joint of DP780/HC660 Dual-phase Steels with Different Thicknesses[J]. Materials for Mechanical Engineering, 2018, 42(1): 54-58.
[13] 董偉偉, 林健, 許海亮, 等. SUS304不銹鋼超薄片脈沖激光焊接工藝及接頭的顯微組織和力學(xué)性能[J]. 機(jī)械工程材料, 2019, 43(5): 38-42.
DONG Wei-wei, LIN Jian, XU Hai-liang, et al. Pulsed Laser Welding Process of SUS304 Stainless Steel Sheet and Microstructure and Mechanical Properties of Joint[J]. Materials for Mechanical Engineering, 2019, 43(5): 38-42.
[14] 王曉南, 汪杰, 陳夏明, 等. NiTi形狀記憶合金激光焊接的研究進(jìn)展[J]. 機(jī)械工程學(xué)報(bào), 2019, 55(10): 42-53.
WANG Xiao-nan, WANG Jie, CHEN Xia-ming, et al. Research Progress of NiTi Shape Memory Alloy Laser Welding[J]. Journal of Mechanical Engineering, 2019, 55(10): 42-53.
[15] 宋晟, 李冰雪, 萬斌, 等. T型接頭激光穿透焊焊接變形及殘余應(yīng)力研究[J]. 電焊機(jī), 2018, 48(10): 54-60.
SONG Sheng, LI Bing-xue, WAN Bin, et al. Study of Welding Deformation and Residual Stresses in T-Joint Laser Welding[J]. Electric Welding Machine, 2018, 48(10): 54-60.
[16] 郭亞楠, 陳明華, 劉旭平, 等. 超聲波功率對激光焊接AZ31B鎂合金接頭組織與性能的影響[J]. 新型工業(yè)化, 2018, 8(7): 51-56.
GUO Ya-nan, CHEN Ming-hua, LIU Xu-ping, et al. Effect of Ultrasonic Power on Microstructure and Properties of Laser Welded AZ31B Mg Alloy Joint[J]. New Industrialization Straregy, 2018, 8(7): 51-56.
[17] 彭聰, 高向東, 劉桂謙, 等. 激光功率對高強(qiáng)鋼DP780-鋁合金5052異種材料焊接的影響[J]. 機(jī)床與液壓, 2021, 49(7): 22-25.
PENG Cong, GAO Xiang-dong, LIU Gui-qian, et al. Effect of Laser Power on Laser Welding of Steel-Aluminum Dissimilar Metals[J]. Machine Tool & Hydraulics, 2021, 49(7): 22-25.
[18] 陳永城, 羅子藝, 張宇鵬, 等. 紫銅/304不銹鋼激光焊接接頭顯微組織及力學(xué)性能[J]. 材料導(dǎo)報(bào), 2019, 33(2): 126-130.
CHEN Yong-cheng, LUO Zi-yi, ZHANG Yu-peng, et al. Microstructure and Mechanical Properties of Copper/304 Stainless Steel Joints Welded by Laser Beam[J]. Materials Review, 2019, 33(2): 126-130.
[19] 董偉偉, 林健, 許海亮, 等. SUS304不銹鋼超薄片脈沖激光焊接工藝及接頭的顯微組織和力學(xué)性能[J]. 機(jī)械工程材料, 2019, 43(5): 38-42.
DONG Wei-wei, LIN Jian, XU Hai-liang, et al. Pulsed Laser Welding Process of SUS304 Stainless Steel Sheet and Microstructure and Mechanical Properties of Joint[J]. Materials for Mechanical Engineering, 2019, 43(5): 38-42.
[20] 羅兵兵, 張華, 雷敏, 等. 汽車6016鋁合金/低碳鋼激光焊接頭界面組織與性能[J]. 材料導(dǎo)報(bào), 2020, 34(4): 108-112.
LUO Bing-bing, ZHANG Hua, LEI Min, et al. Laser Welded Joints of Automotive 6016 Aluminum and Low Carbon Steel: Interface Microstructure and Mechanical Properties[J]. Materials Review, 2020, 34(4): 108-112.
[21] 閻小軍, 楊大智, 劉黎明. 316L不銹鋼薄板脈沖激光焊工藝參數(shù)及接頭組織特征[J]. 焊接學(xué)報(bào), 2004, 25(3): 121-123.
YAN Xiao-jun, YANG Da-zhi, LIU Li-ming. Welding Parameters and Microstructure of Pulse Laser Welded 316L Stainless Steel Sheet[J]. Transactions of the China Welding Institution, 2004, 25(3): 121-123.
[22] 禹杭, 李瑞峰, 劉鴻彥, 等. 艦船用輕合金結(jié)構(gòu)激光焊接研究[J]. 艦船科學(xué)技術(shù), 2020, 42(3): 47-51.
YU Hang, LI Rui-feng, LIU Hong-yan, et al. Research on Laser Welding of Light Alloy Structure for Naval Ship[J]. Ship Science and Technology, 2020, 42(3): 47-51.
[23] 何力佳, 王函, 張澤洲, 等. 焊前預(yù)熱對T2紫銅激光焊接接頭組織和性能的影響[J]. 機(jī)械工程材料, 2016, 40(8): 49-52.
HE Li-jia, WANG Han, ZHANG Ze-zhou, et al. Effects of Preheating before Welding on Microstructure and Properties of Laser Welded T2 Copper Joint[J]. 2016, 40(8): 49-52.
[24] ZEDIKER M S, FRITZ R D, FINUF M J, et al. Laser Welding Components for Electric Vehicles with a High-Power Blue Laser System[J]. Journal of Laser Applications, 2020, 32(022038): 1-8.
[25] 陳永城, 羅子藝, 韓善果, 等. 激光功率對5 mm厚紫銅激光焊接焊縫組織及力學(xué)性能的影響[J]. 應(yīng)用激光, 2018, 38(4): 556-561.
CHEN Yong-cheng, LUO Zi-yi, HAN Shan-guo, et al. Effect of Laser Power on Microstructure and Mechanical Properties of 5 mm Thick Copper Laser Welded Welds[J]. Applied Laser, 2018, 38(4): 556-561.
Comparative Study on Welding Process of Red Copper with Blue Diode Laser and Near Infrared Fiber Laser
LI Zhi-min1, LIU Zhi-qiang2
(1. Xuchang Electric Vocational College, Henan Xuchang 461000, China; 2. Xuchang Vocational and Technical College, Henan Xuchang 461000, China)
The work aims to improve the mechanical properties of red copper laser welded joint, and analyze the effects of laser process parameters on appearance and microstructure of weld. The process parameters of welding red copper by blue diode laser and near infrared fiber laser were optimized. The appearance of the weld was tested by microscope, the tensile strength of the weld was tested by tensile machine, and the microstructure of the weld was tested by metallographic microscope. When welding with near infrared laser, the power was 2 000 W, the welding speed was 20 mm/s, and the tensile strength of weld was 156 MPa. When welding with diode laser, the power was 500 W, the welding speed was 20 mm/s, and the tensile strength of weld was 246 MPa, reaching 80% of the tensile strength of the base metal. Due to the high absorption rate of copper to blue ray wavelength, when welding with blue diode laser, the overall heat input is low, the deformation of weld was low relatively, and the temperature gradient in each direction of the weld center is the same, which is likely to form equiaxed crystals. It is conducive to the improvement of mechanical properties.
laser welding of red copper; optimization of process parameters; comparative study; tensile strength; microstructure
10.3969/j.issn.1674-6457.2022.09.020
TG456.7
A
1674-6457(2022)09-0142-07
2021–11–17
李志敏(1978—),女,高級工程師,主要研究方向?yàn)闄C(jī)械工程設(shè)計(jì)開發(fā)。
劉志強(qiáng)(1982—),男,高級工程師,主要研究方向?yàn)闄C(jī)械工程設(shè)計(jì)開發(fā)。
責(zé)任編輯:蔣紅晨
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07