拋光工藝對晶片表面粗糙度的影響
2022-09-09 07:36:30張文斌劉國敬
電子工業專用設備 2022年3期
郭 東,張文斌,劉國敬,趙 祥
(中國電子科技集團公司第四十五研究所,北京 100176)
碲鋅鎘(Cadmium Zinc Telluride,CZT)晶體是一種新型三元化合物半導體材料。由于其電阻率高,原子序數大,而且禁帶寬度隨著鋅含量的不同在1.40~2.26 eV范圍內連續變化,CZT可用于制作χ/γ高能射線探測器[1]、碲鎘汞紅外探測器的外延襯底[2]、激光窗口和薄膜太陽能電池等。
CZT晶片的表面狀態對其作為器件和外延襯底應用有著重要的影響。CZT晶錠切割后的晶片表面存在損傷層,表面損傷層內晶格的周期性被嚴重破壞,形成空間電荷區,造成表面漏電流,從而影響了CZT電極接觸和器件性能。由于襯底表面的損傷層、雜質以及微缺陷將導致外延生長薄膜的高位錯密度、晶格畸變等,完整的超光滑表面對外延技術提出了嚴格的要求。隨著實際應用對晶片表面質量要求的不斷提高,需要研制專用的晶片表面拋光設備和選擇相應的表面拋光技術。
目前,CZT晶片的表面拋光方法主要包括機械研磨、機械拋光、化學機械拋光和化學拋光[3]。機械研磨和機械拋光是晶片表面在液體磨料、拋光墊及加壓作用下,實現對CZT晶片的研磨和拋光,去除晶片表面損傷層,提高表面平整度,降低表面粗糙度。晶片表面粗糙度(Ra)是表面精密拋光的重要指標之一,直接影響后道工序液相外延碲鎘汞薄膜結構的完整性及均勻性,最終影響器件性能。因此,通過不斷完善拋光工藝參數,如拋光液粒度、拋光壓力、拋光液流量和工作臺轉速等,最終達到降低拋光后晶圓的表面粗糙度。
1 硅片表面粗糙度的評定
晶片表面粗糙度是指晶片表面具有的較小間距和微小峰谷不平度。它屬于微觀幾何形狀誤差,表面粗糙度越小,則表面越光滑;反之,則表面越粗糙。
粗糙度輪廓的算術平均偏差Ra——在一個取樣長度內縱坐標Z(x)值絕對值的算術平均值,如圖1所示。

圖1 輪廓的算術平均偏差
其計算公式為:

式(1)中:Z(x)為取樣長度內的硅片基體表面結構的輪廓曲線函數;Lr為取樣長度,用于判定被評定粗糙度輪廓的不規則特性的X軸向上的長度。
2 晶片拋光機工藝過程和原理
2.1 晶片拋光機工藝過程
CZT晶片表面拋光采用底盤+絨毛拋光布+專用拋光液的方式,拋光壓力控制在0.1~50 MPa,精密拋光主要是消除雙面拋光時形成的損傷層,達到所要求的精度。
2.2 晶片表面拋光機表面拋光原理
表面精密拋光機用于紅外焦平面探測器制備過程中碲鋅鎘材料的表面精密拋光加工工藝。其工作原理為:晶片拋光過程中,拋光盤的轉動帶動承載器轉動,加上擺臂的切向擺動和水平驅動,使樣品底面收到來自3個方向互成120°角的摩擦力的作用,同時,晶片在拋光液顆粒、拋光墊及加壓作用下,達到表面去除材料的目的,從而大幅提高晶圓表面的平整度和粗糙度,如圖2所示。

圖2 晶片表面拋光原理示意圖
3 工藝實驗
研究拋光參數(拋光液粒度、拋光壓力、拋光液流量和工作臺轉速等)對粗糙度的影響規律對降低晶片損傷深度有一定的指導意義。為了得到表面拋光參數對晶片表面粗糙度的影響規律,我們進行表面拋光實驗。
3.1 工藝操作步驟
為了研究拋光液粒度、拋光壓力、拋光液流量、工作臺轉速對晶片的表面粗糙度的影響規律,分別對其進行試驗。取8片碲鋅鎘晶片,晶片在表面拋光前需先進行粘片到玻璃基板上,2片一組,分4組,將玻璃基板放置在料盒內,運行自動表面拋光過程,表面拋光后的碲鋅鎘晶片,如圖3所示。
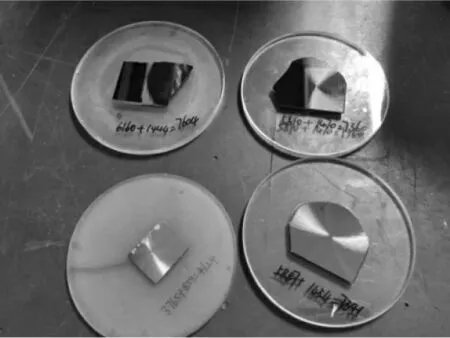
圖3 表面拋光后的碲鋅鎘晶片
3.2 拋光液粒度對表面粗糙度的影響
碲鋅鎘晶片表面拋光通常使用專用拋光液進行拋光,為了分析拋光液粒度對粗糙度的影響,采用粒度W6(2片)、粒度W3(2片)、粒度W1(2片)和100 nm(2片)的拋光液粒度,對表面拋光晶片的粗糙度進行檢測,粗糙度結果如表1所示,拋光后晶片表面輪廓如圖4、圖5所示。

表1 不同拋光液粒度下晶片的粗糙度

圖4 晶片表面劃痕(20倍放大)

圖5 晶片表面形貌
3.3 拋光液流量、工作臺轉速及拋光壓力對表面粗糙度的影響
由于W1粒度拋光液拋光晶片的損傷檢測相對較容易且誤差小,在研究拋光液流量、工作臺轉速和拋光壓力對粗糙度的影響時都選用W1粒度表面拋光晶片。首先對拋光液流量、工作臺轉速和拋光壓力對粗糙度的影響進行單因素實驗分析,不同參數下拋光晶片的粗糙度結果分別如表2、表3和表4所示。

表2 不同拋光液流量下晶片的粗糙度

表3 不同工作臺轉速下晶片的粗糙度

表4 不同拋光壓力下晶片的粗糙度
3.4 實驗結果分析
為了研究拋光液粒度、拋光壓力、拋光液流量、工作臺轉速對晶片的表面粗糙度的影響規律,分別對其進行試驗研究。
當其它表面拋光參數不變時,晶片的粗糙度隨著拋光壓力的增大而增大,而且粗糙度值增大地很快。因為拋光壓力增大而轉速不變時,晶片表面拋光深度增大,對晶片表面的切削力和擠壓力也增大,單位時間內去除的材料增多,材料脆性斷裂的趨勢增大,因此粗糙度增大。為了減小晶片的粗糙度,就要在一定范圍減小拋光壓力,這樣會降低材料去除率,延長了加工時間,增加成本,為此在選擇表面拋光參數時,要綜合考慮這兩方面的因素。
表面拋光參數對晶片的粗糙度影響程度由大到小依次為拋光液粒度、拋光壓力、拋光液流量和工作臺轉速。隨著拋光液粒度的減小,晶片的粗糙度減小。當其它表面拋光參數不變時,晶片的粗糙度隨著拋光壓力的增大而增大,隨著拋光液流量的增大而減小,隨著工作臺轉速的增大而減小。
3.5 提高表面加工質量的方法
為了減小晶片表面拋光后的粗糙度,應盡量減小拋光液的粒度并提高拋光液粒度分布的均勻性,在一定范圍內減小拋光壓力、增大拋光液流量和工作臺轉速。因此,在選定表面拋光參數時,要結合材料去除率、損傷深度、表面粗糙度等指標的具體要求,參照表面拋光參數對粗糙度的影響規律,在合適的范圍內選取恰當的表面拋光參數。
4 結 論
確定晶片表面層損傷機理及表面拋光加工參數對晶片粗糙度的影響規律,可以為減小晶片粗糙度、提高晶片表面拋光加工表面質量和表面平坦度提供參考。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
電子器件(2021年4期)2021-10-26 12:27:18
當代陜西(2021年2期)2021-03-29 07:41:24
海洋工程裝備與技術(2020年6期)2020-03-09 00:17:16
測控技術(2018年8期)2018-11-25 07:42:16
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
電子世界(2016年22期)2016-03-12 22:15:32
超硬材料工程(2016年1期)2016-02-28 22:20:04