釜底閥的故障分析及改進
2022-09-14 09:26:56吳冬玲
石油化工技術與經濟 2022年4期
吳冬玲
(中國石化上海石油化工股份有限公司儀控中心,上海 200540)
工業化是一個動態的、不斷發展的過程,伴隨著科學技術的進步,設備的更新換代也越來越快,為降低對進口設備的依賴,節約成本,縮短制造周期,應在依托逐漸發展壯大的中國本土制造業的基礎上,實現更好、更快的設備更新,消除故障隱患。如石油化工生產中使用的主要控制閥門伴隨運行時間不斷變長必然存在各種問題或故障隱患,為恢復或提高設備系統的使用精度、額定功能與安全可靠性,需對設備進行改進或更新,以提高設備運行效率,確保生產人員的可操作性,保障企業老舊裝置的生產能力和長周期運行。
1 裝置概況及釜底閥簡介
1.1 裝置概況
中國石化上海石油化工股份有限公司(以下簡稱上海石化)合成樹脂部1號高壓聚乙烯(1PE)裝置始建于1976年,采用三菱油化-BASF超高壓管式E法高壓聚乙烯技術,聚合壓力為280 MPa(超高壓),聚合溫度310~340 ℃,經改造后,合計生產能力為73 kt/a,是上海石化壓力等級最高、自控聯鎖系統較為復雜、工藝設備要求最苛刻、安全危險性最大的生產裝置之一。但在目前形勢下,該裝置的運行時間已是國內同類裝置中最長,部分設備日漸老化,在運行過程中必然存在一定的故障隱患。為有效減少故障風險,保護環境,提出以結構先進、技術完善、效率高、能耗少的新型設備來代替陳舊設備,從而不斷增強企業的生產力和市場競爭力。
1.2 釜底閥簡介
1PE裝置的工藝生產分為壓縮、聚合、造粒、風送、包裝等5個工序,有兩條生產線(一系列和二系列),每條生產線均涉及3臺釜底閥(工藝俗稱排料閥,一系列為1HCV301/1HCV302/1HCV303,二系列為2HCV301/2HCV302/2HCV303)。這些釜底閥位于高壓循環(HPR)系統,主要用于排除高壓循環氣體各段的溶劑油、低聚物等,其流程主要是將未反應的乙烯由高低壓制品分離器(V-202)頂部送入高壓循環氣體第一冷卻器(E-30lA/B),由前半段為熱水、后半段為冷水或再冷水三重匯流構成的第一冷卻器(E-301A/B)冷卻到120 ℃,隨后進入第一分離器(V-301),以便把低聚物分離出來,氣體再進入也由三重匯流構成的第二冷卻器(E-302),經過冷水或再冷水冷卻到55 ℃,通過第二分離器(V-302)進入由三重匯流構成的第三冷卻器(E-303)冷卻到35 ℃,通過第三分離器(V-303)和高壓循環過濾器(F-101A/B)進入后段壓縮機(K-102)1段入口再度返回循環,每個分離器下方安裝一臺釜底閥進行分時分段排料。釜底閥的主要流程如圖1所示。
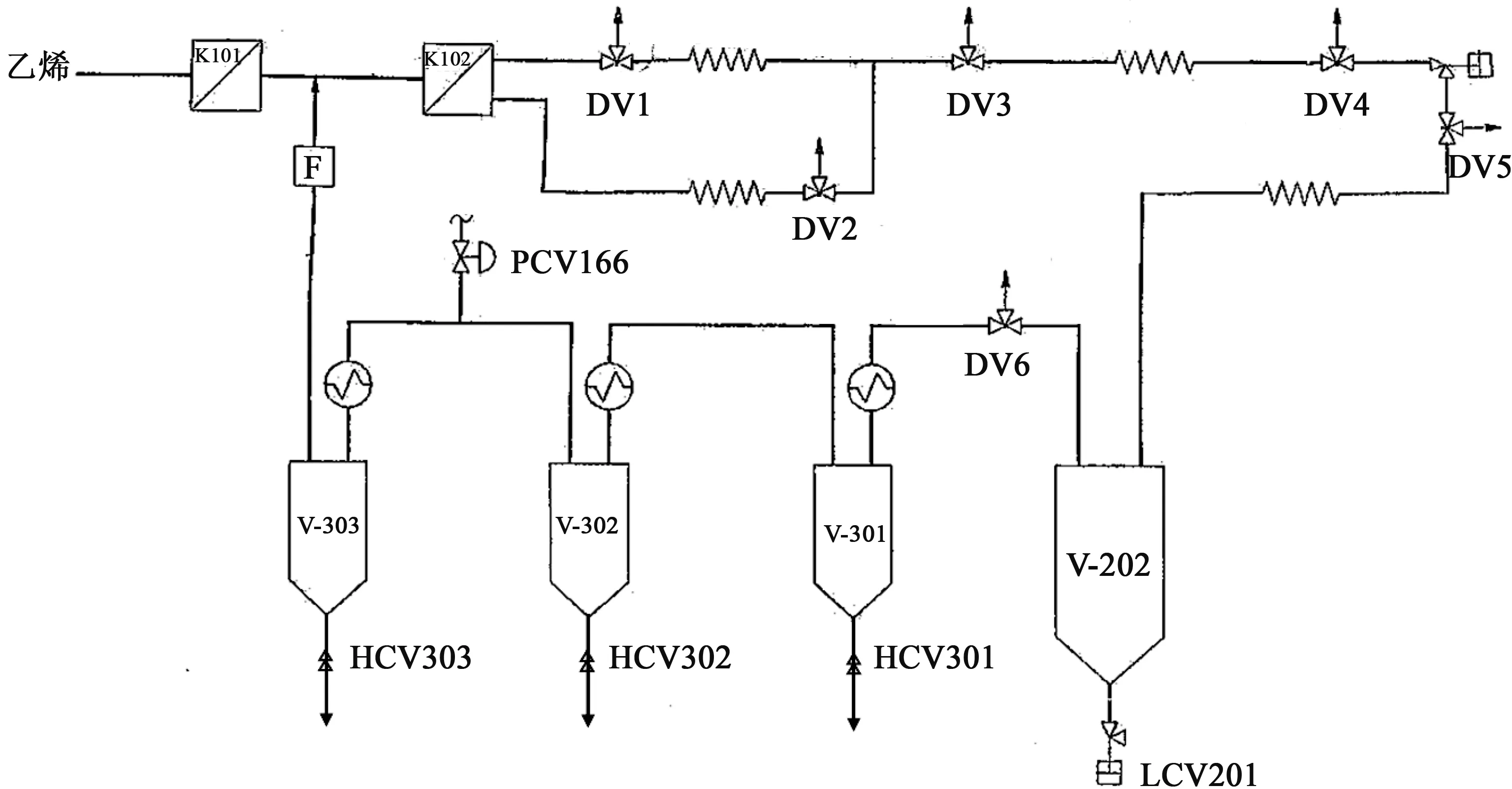
圖1 閥門主要工藝流程
釜底閥的原始設備生產廠家為KISHIKAWA(日本),設計入口最大壓力達20.2 MPa,出口壓力為0.2 MPa,工藝生產過程中要求每0.5 h動作一次且動作持續0.2 s(可通過延時繼電器調整),因此動作頻繁,且檢修過程中又經過多次堆焊打磨,造成閥門磨損日趨嚴重,閥桿的動作方向也有所偏移,使用周期逐漸縮短(工藝操作上要求若8 h內該閥門不能動作即強制執行停車程序以保障生產安全)。因此,根據現場實際測繪及改進要求,決定采用以國代進的方式研制國內自主設計生產制造的高性能釜底閥,其結構見圖2。
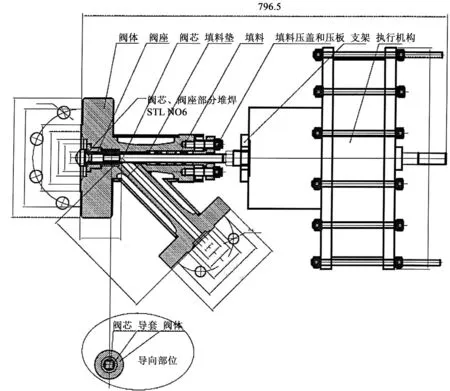
圖2 釜底閥結構
1PE裝置釜底閥適用于高壓差的場合,因受實際生產工藝所用的介質(漿料聚乙烯+乙烯氣體)、溫度(設計使用最高250 ℃)、壓力(設計使用最高35 MPa)、腐蝕等因素限制,需使閥體耐壓等級、使用溫度范圍及耐腐蝕性能和材質都不低于工藝連接管道材質的要求,因此閥體采用國內自主開發的超高壓合金鍛件材料;另外,其閥門內件(閥桿、閥芯等)為了滿足耐腐蝕、耐流體沖蝕等要求,選用具有高強度、硬度和抗腐蝕的馬氏體不銹鋼(17-4PH);填料函在溫度高于200 ℃的情況下選用雙層填料結構,填料材質則選用了柔性石墨(美國進口EVSP9000)。
2 閥門故障及改進措施
2.1 閥桿故障
1PE裝置的兩條生產線共涉及6臺釜底閥,自建成投用以來因工藝生產流程需要不得不定時頻繁動作,且經過多次拆裝修理,縮短了釜底閥的使用年限,經常發生內漏現象及閥座磨損的故障。因此決定更換新閥門,同時將閥門的結構進行了優化與改進(2019年初次更換3臺國產YD102Y高性能釜底閥)。
在閥門的長期運行及檢修過程中觀察發現,造成閥門動作故障的主要原因在于每次閥門的閥桿向上打開時,工藝生產流程系統內的壓力就會把閥桿推向排料口方向,當閥門關閉時閥桿也會偏向排料口,先碰到閥門排料口的閥座,如此頻繁的動作致使閥桿和閥座磨損,從而引起閥門內漏。因此提出將原始閥桿增加4條導向槽的改進措施,并在2019年6月首次更換的3臺排料閥中應用,其后運行正常。借助裝置停車檢修機會將閥門進行解體檢查,發現閥桿及閥座都沒有磨損,閥門的動作狀態也良好,從而有效降低了因閥門內漏故障引起生產波動或非計劃停車的風險,保障了工藝生產的安穩運行。
2.2 系統控制故障
該閥門控制采用獨立的繼電器系統,以一條生產線的3臺閥門為一組,通過配置一定數量的繼電器實現在可操作范圍內的閥門動作程序。系統主要使用的繼電器類型為延時繼電器(ms級),是一種實現觸點延時接通或斷開的自動控制電器,由時間設定按鈕和控制觸點等組成,分為通電延時型和斷電延時型。前者在繼電器通電后其觸點延時一定時間后再發生動作,觸點斷電后立即釋放;后者在觸點通電后馬上動作,在斷電后則延時一段時間觸點才釋放。觸點的動作時間由時間設定旋鈕設定[2]。該控制柜獨立安裝在裝置中控室內。
閥門控制系統由工藝操作人員進行日常操作,通過鑰匙開啟控制柜上相應的旋鈕開關以切換手動和自動狀態、氣源空氣的開和關以及選擇試驗模式。在機柜面板上還設置了3個對應控制閥門打開的按鈕和對應顯示閥門開關狀態的指示燈,當控制系統切換到自動狀態時,3臺排料閥依據繼電器系統以事先設定的邏輯程序進行閥門動作的自循環流程,即從HV301起至HV302到HV303按照設定的時間間隔(20 s)觸發閥門依次動作,每小時輪回動作一次。
由繼電器組成的控制系統主要由元器件和導線連接而成,能完成既定的邏輯控制需求,其結構組成簡單、成本低廉,所以適用于小型的控制系統要求。而繼電器元件內部的機械物理觸點在長時間運行后容易損壞,接線也容易受到外部振動或環境腐蝕等因素的影響,使整個控制系統的可靠性逐漸降低(供電電源線故障,更換新電纜后正常)。
2.3 隱患排除
一臺閥門的動作好壞不僅取決于閥門本身狀況是否完好,其附件的完好性也有著至關重要的作用,因為很多時候閥門動作的異常或失控都由附件故障引起,因此在日常運行過程中對閥門附件設備的維護保障及優化改進也是必須的。
2.3.1 電磁閥更新
電磁閥是一種利用線圈通電和斷電以控制液體、氣體或蒸汽通斷的設備,用以實現自動切換[2]。一般通電后電磁閥動作,失電后利用彈簧進行復位,其關閉和打開的動作比較快速,而從安全角度考慮,電磁閥使用較長時間后,其線圈也就存在著一定的隱患。1PE裝置每臺閥門涉及2臺電磁閥(為確保工藝生產過程中閥門的正常運行,任一電磁閥得電即動作)。從建成投用以來,雖然運行過程中并未出現過故障,但從使用時間上看已超出規定年限,且該款電磁閥的同類備件在國內外市場上已停產,故進行設備的更新以消除潛在隱患。
2.3.2 氣源管改進
閥門動作能否正常與氣源供氣也有很大關系,氣源供氣壓力不能正常達標,供氣氣源含水、油、微塵或其他雜質使供氣管路堵塞而不通暢,氣源管線泄漏等,都會對閥門的正常運行帶來一定的故障隱患。原閥門在運行過程中經常發生動作延遲,不能在設定的時間內完成工藝要求的閥門動作,觀察現場運行環境發現,原先使用的氣源管直徑為6 mm,氣源管又較長(取源口引出至閥門)。將氣源管直徑改為8 mm,更新后閥門動作延遲的現象有所改善,且運行狀態良好。
2.3.3 保溫伴熱改進
閥門的保溫伴熱是節省能源、提高設備熱效率、確保產品質量、使設備正常運轉必不可少的一項保護措施,主要用于保障設備正常穩定運行或停機后穩定散熱[3]。閥門的保溫結構因本身形狀的復雜性造成保溫位置不佳,給保溫效果帶來一定的影響。根據現場實際運用情況,主要采取了伴熱管的方式進行加熱保溫,改造現場伴熱管加熱,即沿著物流管道的底部伴有纏繞小直徑的管道,通入蒸汽或熱水將熱量傳給物料,從而使管道內部的介質保持流通順暢,消除了原先因保溫伴熱位置不佳導致的物料不暢造成閥門動作延遲或卡死的問題,保障閥門動作達到相關規定的要求。
2.3.4 填料更換
在日常運行中由于閥門動作頻次較高,極易造成內部填料嚴重磨損。根據閥門檢維修經驗,利用裝置停車檢修機會(閥門使用時間達半年及以上),針對該系列閥門更換填料密封組件,消除潛在的隱患風險,確保閥門正常運行。閥門填料的密封是將填料裝填在閥桿與填料函之間以防止介質向外滲漏的一種動密封結構,當閥桿與填料做相對運動時,由于填料的自潤滑作用或產生的油膜使填料與閥桿之間的邊界保持潤滑狀態,延遲了填料與閥桿的磨損,能較長期地保持緊密貼合從而阻止介質滲漏;而在閥桿運動時又不可避免地在填料與閥桿之間產生微小又不規則的運動間隙,依靠填料自身的可塑性及回彈性填補了該運動間隙,使填料和閥桿保持緊密貼合[4]。填料的正確安裝及使用是確保閥門在運行過程中降低發生“跑、冒、滴、漏”幾率的關鍵,選用合適的填料是滿足相應閥門工作條件的重要因素。
2.4 日常維護
釜底閥作為生產裝置的關鍵設備對工藝產品的產量和質量影響很大,一旦生產過程中出現故障就必須及時進行修復,又不能影響生產進度,為此必須做好閥門整臺備件更換的充分準備。替換下來的舊閥門進行維修再利用,拆卸解體后更換閥桿填料、閥芯、閥座等,研磨閥芯和閥座,組裝后通過加壓測試確定完好后使用。拆下故障閥門,安裝復位備件閥門,完成調試并投入運行,使生產過程快速且順利恢復,降低裝置不必要的生產波動或非計劃停車的風險。
3 結語
國產閥門更新運行以來,工藝生產狀況一直良好且平穩,后期1PE裝置又成功更換了一系列的產品出料閥(1LCV201)。借助兩項國產化閥門的研制及成功應用的經驗,逐步開展1PE裝置高壓賴斯閥(VPI201)的國產化專項項目。同時進行繼續運行跟蹤和故障完善,確保裝置日常生產的安穩長滿優。
猜你喜歡
流程工業(2022年3期)2022-06-23 09:41:08
煤氣與熱力(2021年3期)2021-06-09 06:16:18
汽車維修與保養(2019年7期)2020-01-06 03:30:42
小學生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
少年博覽·小學低年級(2017年4期)2017-06-09 16:22:28
作文評點報·低幼版(2017年7期)2017-03-11 20:49:41
汽車維護與修理(2016年10期)2016-07-10 08:17:41
少兒科學周刊·少年版(2015年4期)2015-07-07 20:56:37
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維護與修理(2015年2期)2015-02-28 12:15:39
