低密度鈮合金與鈮鉿合金電子束焊接性能分析
2022-09-19 01:51:38張艷橋宋國新
宇航材料工藝 2022年4期
許 璠 劉 政 張艷橋 宋國新
(西安航天發(fā)動機有限公司,西安 710100)
文 摘 低密度鈮合金與鈮鉿合金由于物理性能差異性較大,采用常規(guī)電子束方法焊接時,易產(chǎn)生焊接缺陷。為進一步探究低密度鈮合金與鈮鉿合金焊接的可行性,通過數(shù)值模擬與工藝試驗兩種方法對其焊接接頭的性能進行了系統(tǒng)研究。首先建立了異種材料有限元模型,對接頭的溫度場規(guī)律進行了分析;然后,采用真空電子束焊接的方法進行試驗研究,從宏觀形貌、力學(xué)性能、微觀組織及元素分布等方面分析了接頭性能。結(jié)果表明:采用電子束偏置鈮鉿側(cè)焊接的方式,可獲得無裂紋、無氣孔,具有良好拉伸強度的低密度鈮合金與鈮鉿合金接頭。
0 引言
航天技術(shù)的發(fā)展要求發(fā)動機具有更高的推質(zhì)比和比沖,這就需要所用材料既有較高的使用溫度又具有更低的密度,且易于與其他部件連接。低密度Nb-Ti-Al系合金具有密度低、中溫強度高、冷熱加工性能優(yōu)異、價格低等優(yōu)點,成為引人關(guān)注的一類新型鈮合金,是未來航天航空領(lǐng)域高溫結(jié)構(gòu)件的重要候選材料。目前,我國液體火箭發(fā)動機的推力室身部普遍采用同種材料的常規(guī)鈮合金,如鈮鉿合金的短身部與延伸段,然后利用電子束焊將兩者連接起來[1-4],導(dǎo)致推力室重量相對較重。為了進一步實現(xiàn)發(fā)動機輕質(zhì)化目標,根據(jù)推力室工作溫度、強度和剛度要求,在其高溫段仍沿用高溫強度較高的鈮鉿合金,而在溫度較低的延伸段改用低密度鈮合金,從而大幅降低推力室重量[5]。然而低密度鈮合金和鈮鉿合金屬于難熔金屬,焊接性能較差,在高溫下易氧化和氮化,出現(xiàn)焊接裂紋以及焊縫金屬和熱影響區(qū)脆化。而且,受異種材料特性限制,低密度鈮合金與鈮鉿合金熔點差異性大,采用常規(guī)電子束對中焊接時,易產(chǎn)生焊接缺陷。因此,為了探究此焊接接頭在發(fā)動機工程應(yīng)用中的可行性,研究低密度鈮合金與鈮鉿合金的焊接工藝具有重要意義。
目前,國內(nèi)外學(xué)者對難熔合金材料焊接做了大量的研究:白潤[6]采用真空電子束焊方法,研究了低密度鈮合金(LDNb)自身焊、與高強鈮合金(Nb521)、高溫鈦合金(TC4)的焊接接頭組織與性能,認為通過束流偏向高熔點合金一側(cè)的焊接方式,得到的焊接接頭性能優(yōu)異;郭順[7]采用激光偏置鋁側(cè)焊接的方式,完成了鈦合金和鋁合金的連接,認為接頭對偏置距離具有一定的敏感性,其合適的偏置范圍為0.6~1.5 mm;WANG[8]對Ti-6Al-4V合金試件進行電子束焊接試驗,得到了不同工藝參數(shù)對其微觀組織和力學(xué)性能的影響規(guī)律。
從以上研究可以看出,雖然國內(nèi)外學(xué)者的研究已經(jīng)取得了不少成果,但是尚未有低密度鈮合金與鈮鉿合金焊接方面的報道。為此,本文在前人研究成果基礎(chǔ)上,針對低密度鈮合金/鈮鉿合金異種材料,建立了有限元模型,對其焊接接頭的溫度場規(guī)律進行分析,獲得最佳焊接偏移量及工藝參數(shù);然后采用真空電子束焊接試板,檢測分析焊接接頭的宏觀形貌、力學(xué)性能、微觀組織及元素分布,為異種難熔合金的焊接實際應(yīng)用提供理論依據(jù)和參考。
1 工藝焊接試驗
1.1 試驗材料
試驗用材料為低密度鈮合金Nb-Ti-Al、鈮鉿合金NbHf10-1,厚度為1.5 mm,焊接形式為平板對接,不添加中間層材料和焊接材料。低密度鈮合金Nb-Ti-Al、鈮鉿合金NbHf10-1材料的主要化學(xué)成分如表1、2 所示,物理性能如表3 所示,金相照片如圖1 所示。低密度鈮合金為單相合金,再結(jié)晶態(tài)為典型的等軸晶組織,黑色顆粒為第二相彌散強化相TiC,尺寸為200 nm左右,均布于晶界及晶粒內(nèi)部;鈮鉿合金為單相固溶體合金。

表1 低密度鈮合金的主要化學(xué)成分 %(w)Tab.1 Chemical composition of low density niobium alloy%(w)

表2 鈮鉿合金NbHf10-1的主要化學(xué)成分 %(w)Tab.2 Chemical composition of NbHf10-1 alloy%(w)
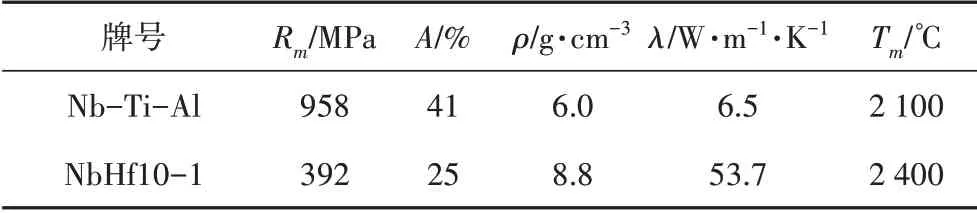
表3 試驗材料的物理性能Tab.3 Physical properties of test material
1.2 試驗設(shè)備
試驗所用的焊機為從法國TECHMETA公司引進的MEDARD43型脈沖電子束焊機,該焊機最大功率為6 kW,加速電壓為20~60 kV連續(xù)可調(diào),束流強度為0~100 mA連續(xù)可調(diào),槍室的真空度可達10-2~10-4Pa。
1.3 焊接工藝
對待焊試件對接面及周圍區(qū)域采用機械清理的方法,即焊前將待焊接端面用200#、400#、600#、800#、1 000#的水砂紙逐級打磨,然后用丙酮清洗并吹干。將清理好的試件底面平齊并沿長邊對接放入自制夾具中緊貼壓靠,使對接間隙不超過0.05 mm。
試件放入真空室,當真空度達到5×10-2Pa時,啟動試驗焊接程序,按表4所設(shè)定的工藝參數(shù)進行焊接試驗。

表4 焊接工藝參數(shù)Tab.4 Welding parameters
1.4 測試設(shè)備及方法
拉伸試件按照國家標準GB/T2651—2008,沿垂直焊縫方向線切割加工,然后用砂紙進行打磨,再用丙酮進行清洗,采用萬能試驗機對試件進行常溫拉伸試驗。
截取金相試樣后,采用80#到1 500#砂紙逐級打磨,然后用金剛石拋光劑進行機械拋光。劃痕消除后,在腐蝕劑(體積比,HNO3∶HF∶H2O=1∶3∶6)中對觀察面進行化學(xué)浸蝕。焊縫的微觀組織在OLYMPUSGX71 光學(xué)顯微鏡下觀察,采用能譜分析儀對接頭內(nèi)各化學(xué)元素分布進行線掃描。
2 數(shù)值模擬
電子束焊接是一個熱源高度集中的作用過程,運用有限元方法模擬焊接的溫度場分布,有助于研究電子束的熱作用過程。
2.1 有限元模型
建立瞬態(tài)EBW 焊接有限元模型。計算選用六面體單元,焊縫區(qū)域由于溫度梯度較大,取較小單元尺寸,而母材區(qū)域由于溫度梯度較小,取較大的網(wǎng)格劃分,以兼顧精度與速度。
2.2 熱源模型
熱源模型選為適用于薄板電子束焊接的旋轉(zhuǎn)拋面體熱源模型,其模型如圖2所示。根據(jù)電子束能量分布特點,不同位置的熱流輸入為:
式中,Ze為拋物線的縱向坐標最大值;Zi為拋物線的縱向坐標最小值;re為熱源半徑;ηUI為電子束有效功率輸入;r0為熱源任意截面半徑;H為熱源高度。
3 模擬結(jié)果及討論
3.1 焊接接頭溫度場分布
對所建立的有限元模型進行可靠性評價,目前普遍采用熔合線形貌對比的方法進行驗證。該方法認為,模擬所得焊縫形貌與試驗吻合良好,一定程度上可證明有限元計算的正確性。
圖3為焊縫截面形貌模擬結(jié)果與試驗結(jié)果對比。由圖可知,模擬熔池呈“長漏斗”形狀。將模擬所得熔池與實際熔池對比可發(fā)現(xiàn),兩者在熔池外形、頂部及底部熔寬幾乎完全吻合,故建立的模型及計算結(jié)果可用于焊接過程研究。
經(jīng)模擬分析,獲得t=3 s時電子束流作用中心橫截面、熔池前端橫截面(距束流中心4 mm)和熔池后端橫截面(距束流中心4 mm)不同位置的溫度分布,如圖4所示。從圖中可以看出,三處橫截面的溫度場均呈明顯的非對稱性。在焊縫中心上,低密度鈮合金側(cè)受焊接熱作用影響的區(qū)域僅為4 mm,而鈮鉿合金側(cè)受焊接熱作用區(qū)域可達11 mm,即低密度鈮合金側(cè)焊接熱量的累積更為明顯,而鈮鉿合金側(cè)導(dǎo)熱系數(shù)大,作用區(qū)域更廣。再加上低密度鈮合金的熔點比鈮鉿合金的熔點低,從而導(dǎo)致焊縫向低密度鈮合金側(cè)偏移。
3.2 焊接偏移量對熔合特性的影響分析
當電子束流的偏移量不合適時,焊接接頭中極易存在焊縫熔合不良等缺陷,降低焊接性能[9]。為了改善低密度鈮合金與鈮鉿合金電子束焊接過程中的焊縫不對稱性,研究電子束偏移量對焊接熔合特征的影響。偏束焊工藝參數(shù)如表5所示。
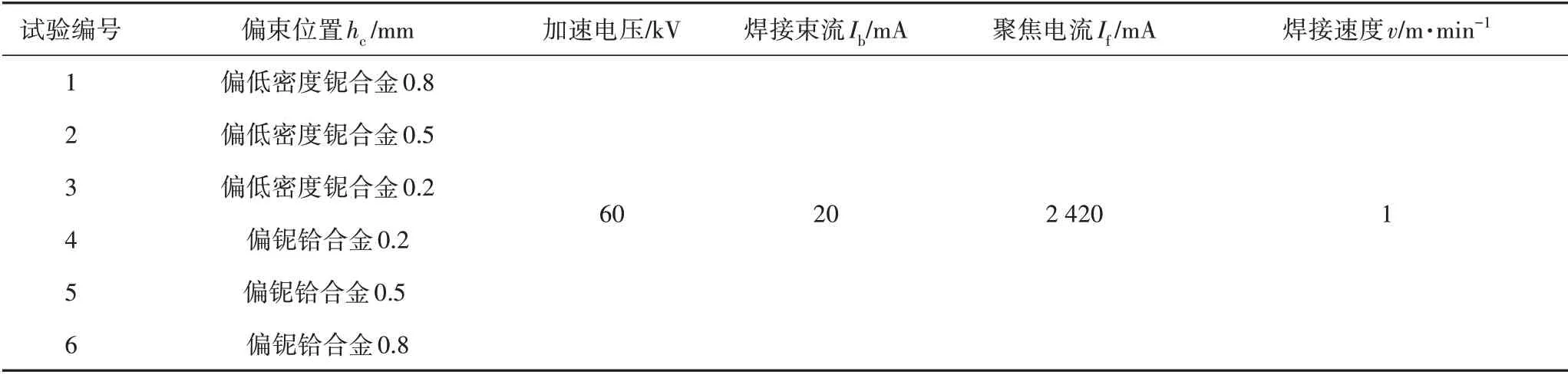
表5 偏束焊工藝參數(shù)Tab.5 Welding parameters with different offset
焊接接頭的橫截面形貌如圖5所示,其中,低密度鈮合金上表面熔寬為T1,下表面熔寬為T2;鈮鉿合金上表面熔寬為N1,下表面熔寬為N2。為了定量分析偏移量對焊接熔合特征的影響,通過仿真獲得不同偏移量下的焊接接頭溫度場,提取焊縫的橫截面,分析不同偏移量下低密度鈮合金與鈮鉿合金側(cè)熔寬的變化情況。
圖6為不同偏移量下,低密度鈮合金與鈮鉿合金電子束焊縫熔寬(向鈮鉿側(cè)偏移量為正,否則為負)。由圖可以看出,當偏移量小于0.25 mm時,T1>N1且T2>N2。當偏移量約為0.25 mm 時,T1=N1但T2>N2。當偏移量為0.3 mm 時,T2=N2但T1 圖7為束流的偏移量是-0.2、0、0.2、0.5 mm時的焊縫宏觀形貌。由圖可見,當偏移量為-0.2、0 mm時,焊縫背面成形向低密度鈮合金側(cè)偏移,經(jīng)X射線探傷,存在未熔合現(xiàn)象;當偏移量為0.2 mm時,焊縫具有一定的單面焊雙面成形的特征,焊縫表面為銀白色,焊縫的魚鱗紋均勻分布,無表面缺陷。經(jīng)X射線探傷,不存在未熔合、裂紋、氣孔等缺陷;當偏移量為0.5 mm時,焊縫背面出現(xiàn)明顯凹凸現(xiàn)象,形貌變差。 對12根最佳偏移量下的焊接試樣進行室溫拉伸測試,并進行拉伸斷口分析,判斷接頭的斷裂部位、斷裂性質(zhì)及特征。焊接接頭平均抗拉強度達到453 MPa,抗拉強度大于鈮鉿合金基體抗拉強度,斷裂發(fā)生于鈮合金基材上,有一定的頸縮,斷口呈現(xiàn)暗灰色。圖8為斷口的掃描形貌,斷口存在明顯的“韌窩”,“韌窩”呈現(xiàn)等軸狀,斷裂形式為韌性斷裂。這表明當電子束偏向鈮鉿側(cè)時,焊接接頭具有較高的強度和塑性。 圖9為低密度鈮合金和鈮鉿焊縫不同位置的微觀組織形貌。在低密度鈮合金靠近焊縫一側(cè),存在厚度約為0.2~0.3 mm的熱影響區(qū)域。在熱影響區(qū),晶粒相比低密度鈮合金母材晶粒更細小,這主要是由于電子束焊過程是一個快速升溫和快速冷卻的過程,熱影響區(qū)發(fā)生完全重結(jié)晶從而使晶粒細化。在鈮鉿合金靠近焊縫一側(cè),焊接熱影響區(qū)不明顯,鈮鉿合金側(cè)焊縫呈黑灰色,明顯的不同于低密度鈮合金側(cè)焊縫形貌,說明該位置鈮鉿合金含量高。在焊縫中心,焊縫微觀組織分布均勻,未發(fā)生明顯的偏析現(xiàn)象,說明兩種材料在固相下可以形成無限互溶固溶體。 為進一步分析焊縫中各金屬元素含量的變化,對整個焊縫進行了線掃描,結(jié)果如圖10所示。從Al、V 微量元素的分布曲線可以看出,微量元素分布均勻,未發(fā)生明顯的偏析現(xiàn)象,從而避免了因元素偏析而導(dǎo)致的熱裂紋或接頭性能各向異性等問題。 (1)接頭橫截面溫度場均呈明顯的非對稱性,這是因為低密度鈮合金側(cè)焊接熱量的累積更為明顯,而鈮鉿合金側(cè)導(dǎo)熱系數(shù)大,作用區(qū)域更廣,再加上低密度鈮合金的熔點比鈮鉿合金的熔點低,會導(dǎo)致焊縫向低密度鈮合金側(cè)的偏移。 (2)采用真空電子束焊接方法,當電子束偏向鈮鉿合金側(cè)約0.2 mm 時,低密度鈮合金與鈮鉿合金具有較好的焊接性能。焊縫微觀組織均勻,力學(xué)性能優(yōu)良,焊縫滿足GJB1718A—2005 I級要求。4 試驗結(jié)果與分析
4.1 焊縫宏觀形貌
4.2 力學(xué)性能及斷口分析
4.3 金相組織分析
4.4 焊縫元素分布
5 結(jié)論
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
上海節(jié)能(2020年3期)2020-04-13 13:16:16
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:00
天津醫(yī)科大學(xué)學(xué)報(2019年6期)2019-08-13 07:04:32
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機械工程師(2015年10期)2015-02-02 01:14:03