變雙曲圓弧齒線齒輪切削仿真及參數(shù)優(yōu)化
2022-09-20 02:04:18廖奎侯力張海燕吳陽(yáng)
機(jī)床與液壓 2022年10期
廖奎,侯力,張海燕,吳陽(yáng)
(四川大學(xué)機(jī)械工程學(xué)院,四川成都 610065)
0 前言
變雙曲圓弧齒線圓柱齒輪(VH-CATT)是一種將圓弧齒線運(yùn)用于齒輪齒線上的新型齒輪。與現(xiàn)有齒輪形式相比,其承載能力更強(qiáng)、傳動(dòng)性能更優(yōu),具有廣闊的運(yùn)用前景。VH-CATT由曲線齒錐齒輪衍生而來(lái)。20世紀(jì)初,由于普通漸開線齒輪普遍有著承載能力差的缺點(diǎn),美國(guó)韋爾哈德最早提出將齒廓發(fā)展為圓弧形,并在曲線齒錐齒輪的研制中取得了較大成功。LITVIN和GUTMAN對(duì)該曲線齒錐齒輪的成形理論及接觸進(jìn)行了深入研究。而在國(guó)內(nèi),隨著我國(guó)社會(huì)的不斷發(fā)展,實(shí)際機(jī)械工程對(duì)于齒輪的要求也越來(lái)越高,更多的科研工作者開始關(guān)注弧齒輪這一具有前景的研究方向,如吉林大學(xué)彭福華教授曾嘗試通過(guò)圓拉法提高弧齒圓柱齒輪的加工效率;曾韜等數(shù)學(xué)工作者對(duì)螺旋錐齒輪的嚙合理論進(jìn)行了系統(tǒng)的研究等。
VH-CATT由于成形復(fù)雜,很難用普通的數(shù)控機(jī)床加工成形,所以需要使用高檔數(shù)控機(jī)床進(jìn)行加工。但是這樣加工出來(lái)的VH-CATT為近似加工,存在有加工原理誤差、成本極高、很難工業(yè)化等缺點(diǎn)。因此,要實(shí)現(xiàn)VH-CATT的大規(guī)模工業(yè)化,其專用數(shù)控機(jī)床的研制就顯得格外重要。由于現(xiàn)在沒有專用的加工機(jī)床,其加工以及調(diào)整較為復(fù)雜。如果不對(duì)VH-CATT切削加工過(guò)程中的參數(shù)進(jìn)行合理設(shè)置,就不易獲得理想的加工效率及加工質(zhì)量。因此,本文作者分析VH-CATT的加工原理,進(jìn)行VH-CATT的切削仿真并利用鯨魚算法優(yōu)化切削參數(shù)。
1 VH-CATT切削加工成形原理
與傳統(tǒng)的圓柱齒輪相比,VH-CATT的齒線特殊,沿著與齒輪同軸的某一圓柱面展開的平面上呈圓弧形,而其他齒輪如直齒輪、斜齒輪等的齒線為直線與斜直線。VH-CATT傳動(dòng)是較優(yōu)的一種新型傳動(dòng)方式。
如圖1所示,VH-CATT的嚙合齒線為空間曲線。從齒輪端面上看,在中間截面上其輪齒為漸開線齒廓,其余截面上均為變雙曲齒廓。VH-CATT的嚙合接觸線較同大小的直齒圓柱齒輪更長(zhǎng);齒面形狀為拱形,由凹面和凸面組成。因此,從理論上講,VH-CATT擁有更好的承載能力、傳動(dòng)平穩(wěn)性、疲勞強(qiáng)度。
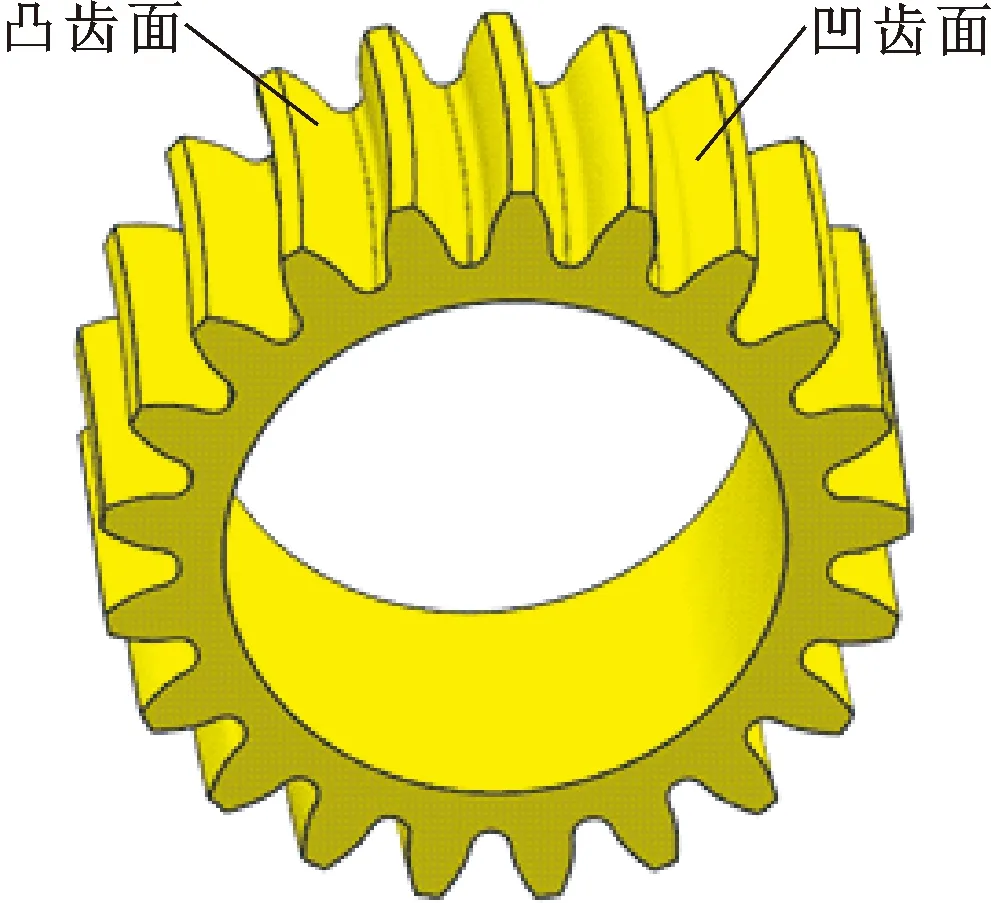
圖1 齒輪軸側(cè)圖
如圖2所示,VH-CATT旋轉(zhuǎn)加工刀盤加工該齒輪過(guò)程中,刀盤沿軸的高速旋轉(zhuǎn)加工是齒輪銑削過(guò)程中的主運(yùn)動(dòng),在刀盤做旋轉(zhuǎn)運(yùn)動(dòng)的同時(shí),齒坯在平面做范成運(yùn)動(dòng)。這個(gè)運(yùn)動(dòng)為齒輪銑削過(guò)程中的進(jìn)給運(yùn)動(dòng),即齒坯沿著軸的水平運(yùn)動(dòng)與齒坯繞著軸的旋轉(zhuǎn)運(yùn)動(dòng)。加工完一個(gè)齒槽后,齒坯沿著軸移動(dòng)回到初始位置,齒坯繞著旋轉(zhuǎn)分度,然后加工齒輪的下一個(gè)齒槽,直至整個(gè)VH-CATT齒面加工完成。
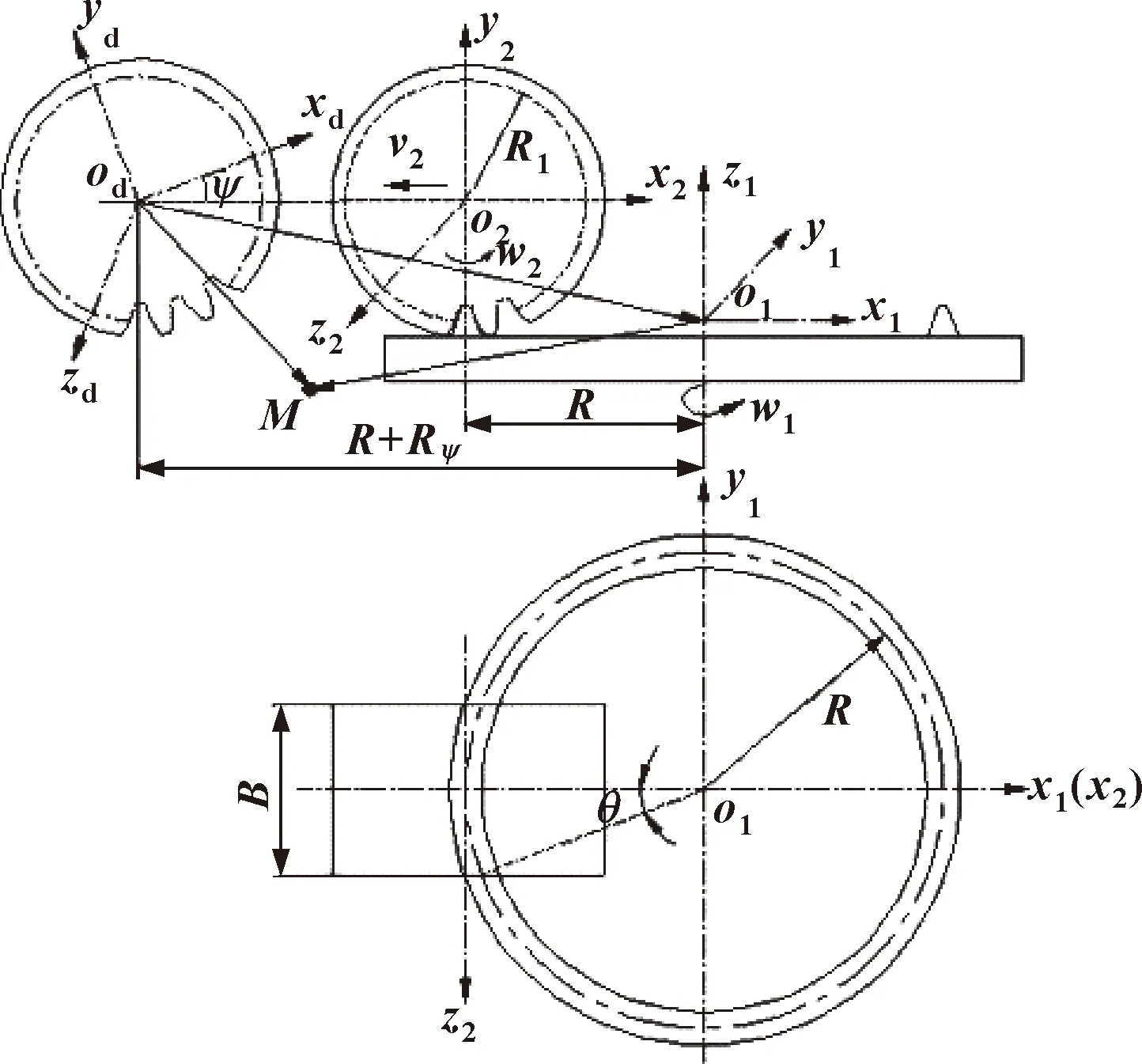
圖2 加工原理
2 VH-CATT切削模擬仿真
使用有限元模擬方法分析齒輪實(shí)際加工情況,可以分析刀具在實(shí)際加工過(guò)程中的作用力以及刀具其他特定切削性能的變化。通過(guò)分析不同切削參數(shù)下的切削力,綜合考慮切削參數(shù)對(duì)切削結(jié)果的影響。
對(duì)加工過(guò)程進(jìn)行詳盡的模擬十分復(fù)雜,所以有必要對(duì)加工模型進(jìn)行簡(jiǎn)化。由于齒輪各個(gè)齒槽的切削過(guò)程相同,只需要完成一段齒面的仿真加工。而所要加工的變雙曲圓弧齒輪的齒廓弧線曲率半徑較大,所以可以在仿真時(shí)將工件作近似的直線處理并以長(zhǎng)方體代替,如圖3所示。
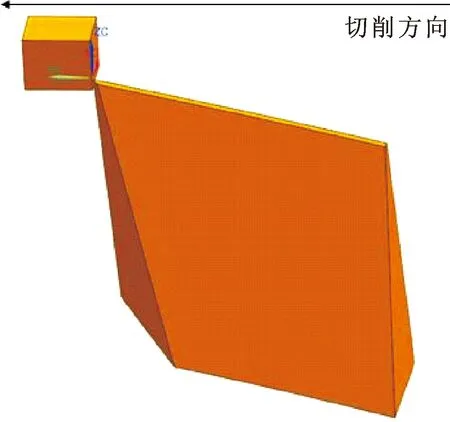
圖3 切削近似處理模型
材料的本構(gòu)關(guān)系對(duì)于有限元仿真十分關(guān)鍵,因?yàn)樗欢ǔ潭壬洗砹瞬牧系谋举|(zhì)屬性。在此類型的仿真中,Johnson-Cook模型對(duì)金屬的力學(xué)行為具有很好的擬合性以及數(shù)值穩(wěn)定性,可以方便地應(yīng)用于有限元分析模型中。因此,本文作者采用Johnson-Cook模型,并將工件材料設(shè)置為45鋼,材料參數(shù)及其本構(gòu)模型參數(shù)如表1—表3所示,將刀具材料設(shè)置為WC(碳化鎢)材料。在仿真過(guò)程中,為提高切削效率,將刀具設(shè)置為剛體模型。
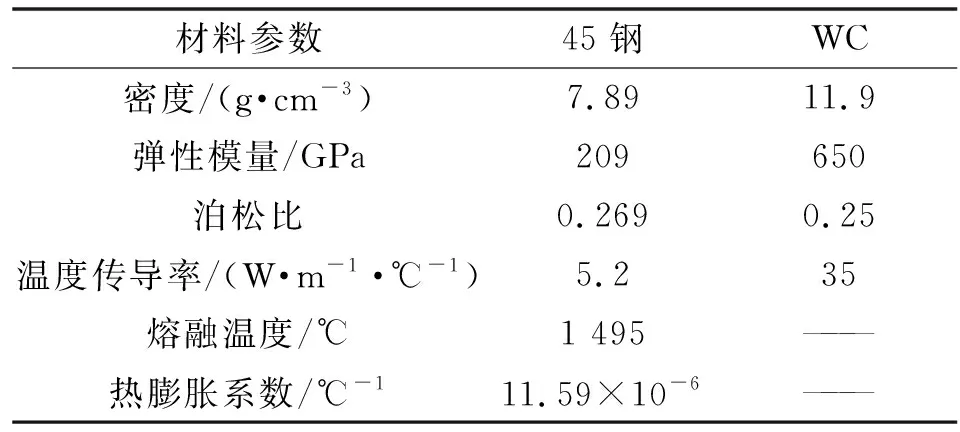
表1 材料參數(shù)
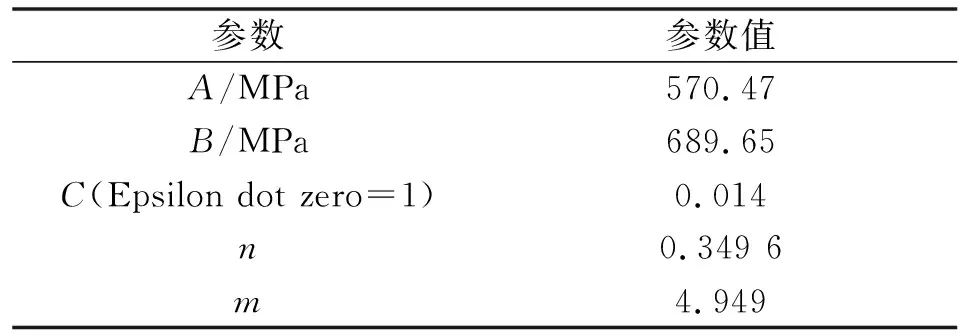
表2 45鋼J-C模型參數(shù)

表3 45號(hào)鋼J-C 模型失效參數(shù)
設(shè)置材料模塊、分析步等模塊后,當(dāng)模擬仿真完成后,由ABAQUS軟件的結(jié)果模塊中能夠觀看銑刀條切削過(guò)程中每一個(gè)時(shí)刻的模擬仿真,并且能夠獲得模擬仿真輸出的結(jié)果,如圖4所示。
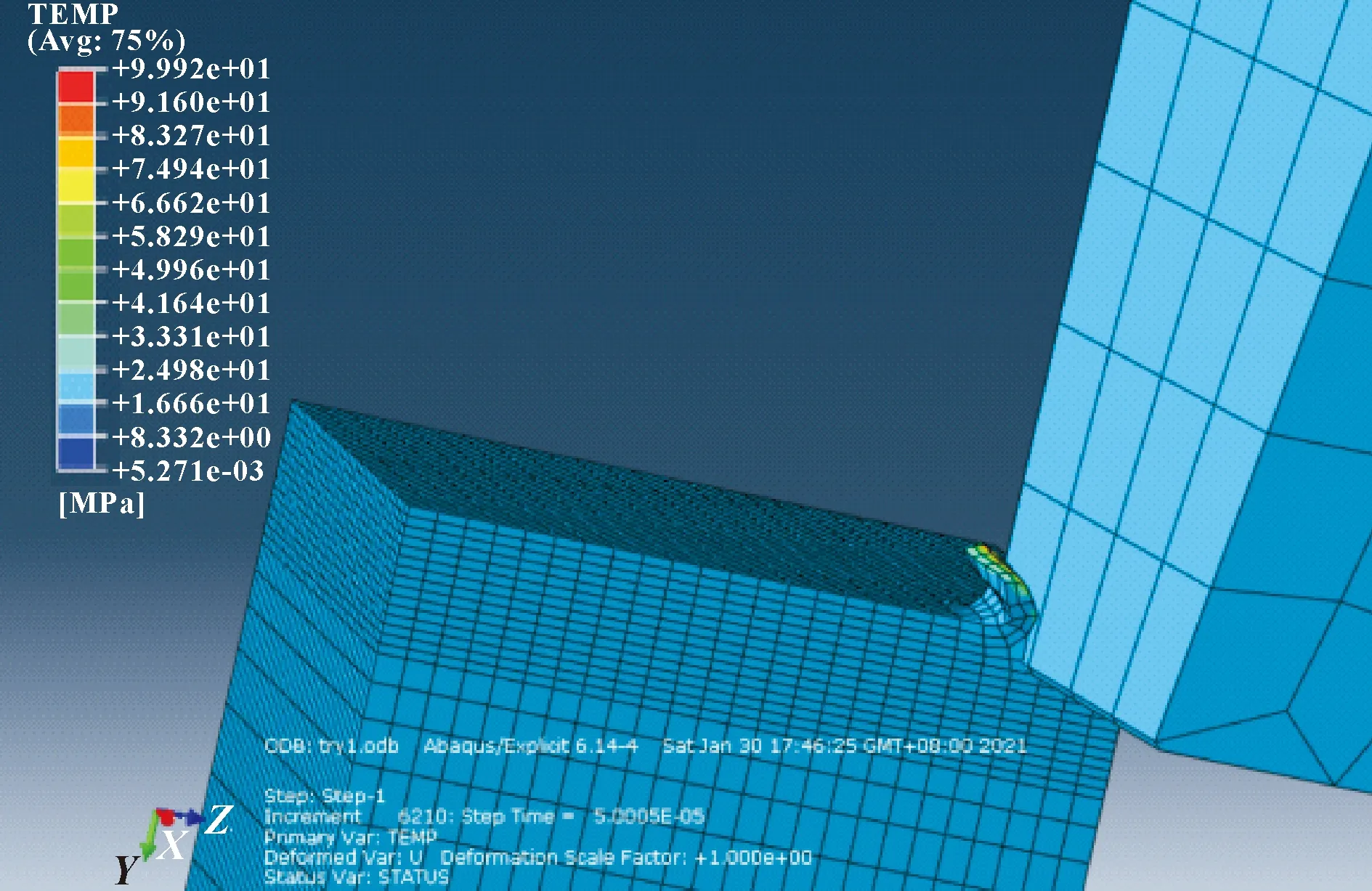
圖4 銑刀切削仿真
3 仿真切削參數(shù)優(yōu)化
3.1 鯨魚優(yōu)化算法
鯨魚優(yōu)化算法(Whale Optimization Algorithm,WOA)是模仿座頭鯨的狩獵行為提出的一種新型啟發(fā)式優(yōu)化算法。目前的鯨魚算法與其他群優(yōu)化算法相比,主要區(qū)別在于:它采用隨機(jī)或最佳搜索代理來(lái)模擬捕獵行為,并使用螺旋線來(lái)模擬座頭鯨的泡泡網(wǎng)攻擊機(jī)制。在WOA 算法中,種群內(nèi)的每一只鯨魚所在的位置都是一個(gè)可行的解,這樣鯨魚群就可以包圍獵物并捕捉。
由于最優(yōu)設(shè)計(jì)在搜索空間中的位置不是先驗(yàn)已知的,WOA算法假定當(dāng)前的最佳候選解是目標(biāo)獵物或接近最優(yōu)解。在定義了最佳搜索代理后,其他搜索代理將嘗試向最佳搜索代理更新它們的位置。捕食過(guò)程用數(shù)學(xué)表達(dá)式表示為
(1)圍困獵物
(+1)=()-
(1)
=|()-()|
(2)
式中:()為當(dāng)前群體最優(yōu)位置;、為系數(shù);為當(dāng)前鯨魚個(gè)體與最優(yōu)位置之間的距離。
其中、的計(jì)算方式如下:
=2-
(3)
=2
(4)
(2)發(fā)泡網(wǎng)攻擊
首先是對(duì)獵物進(jìn)行收縮包圍,這個(gè)過(guò)程依靠降低值實(shí)現(xiàn),其位置更新按照公式(5)進(jìn)行,并在接下來(lái)的時(shí)間內(nèi)按照螺旋線公式更新位置,其表達(dá)式為
(+1)=′cos(2π)+()
(5)
式中:′=|()-()|是當(dāng)前情況下的鯨魚最優(yōu)位置與鯨魚個(gè)體之間的距離;為對(duì)數(shù)螺旋形狀常數(shù);是-1~1之間的隨機(jī)數(shù)。
(3)隨機(jī)搜索
(+1)=(+1)-
(6)
=|()-()|
(7)
式中:()表示當(dāng)前情況下隨機(jī)一個(gè)個(gè)體的位置。
3.2 模型設(shè)計(jì)變量
一般情況下,在整個(gè)加工過(guò)程中,將對(duì)切削過(guò)程影響較大的變量作為設(shè)計(jì)變量,對(duì)優(yōu)化結(jié)果起不到重大作用的變量通常作為常數(shù)。一定的簡(jiǎn)化處理對(duì)于模型來(lái)說(shuō)是必要的,若使用太多的變量,可能會(huì)使計(jì)算求解的過(guò)程變得異常復(fù)雜,增加一些不必要的工作,增加難度。在VH-CATT加工過(guò)程中,使用必要的切削參數(shù)條件作為優(yōu)化變量,包括:主軸轉(zhuǎn)速(r/min),每齒進(jìn)給量(mm),切削深度(mm)。
3.3 目標(biāo)函數(shù)
本文作者旨在獲得較小的切削力和較高的加工效率,因此選取單件加工時(shí)間和切削力作為優(yōu)化目標(biāo)。
3.3.1 單件加工時(shí)間
單齒槽加工基本時(shí)間為
=2++
(8)
式中:為單齒槽加工基本時(shí)間(min);為齒坯回轉(zhuǎn)時(shí)間(min);為切入齒坯時(shí)間(min);為工進(jìn)、工退時(shí)間(min)。
齒槽加工如圖5所示。
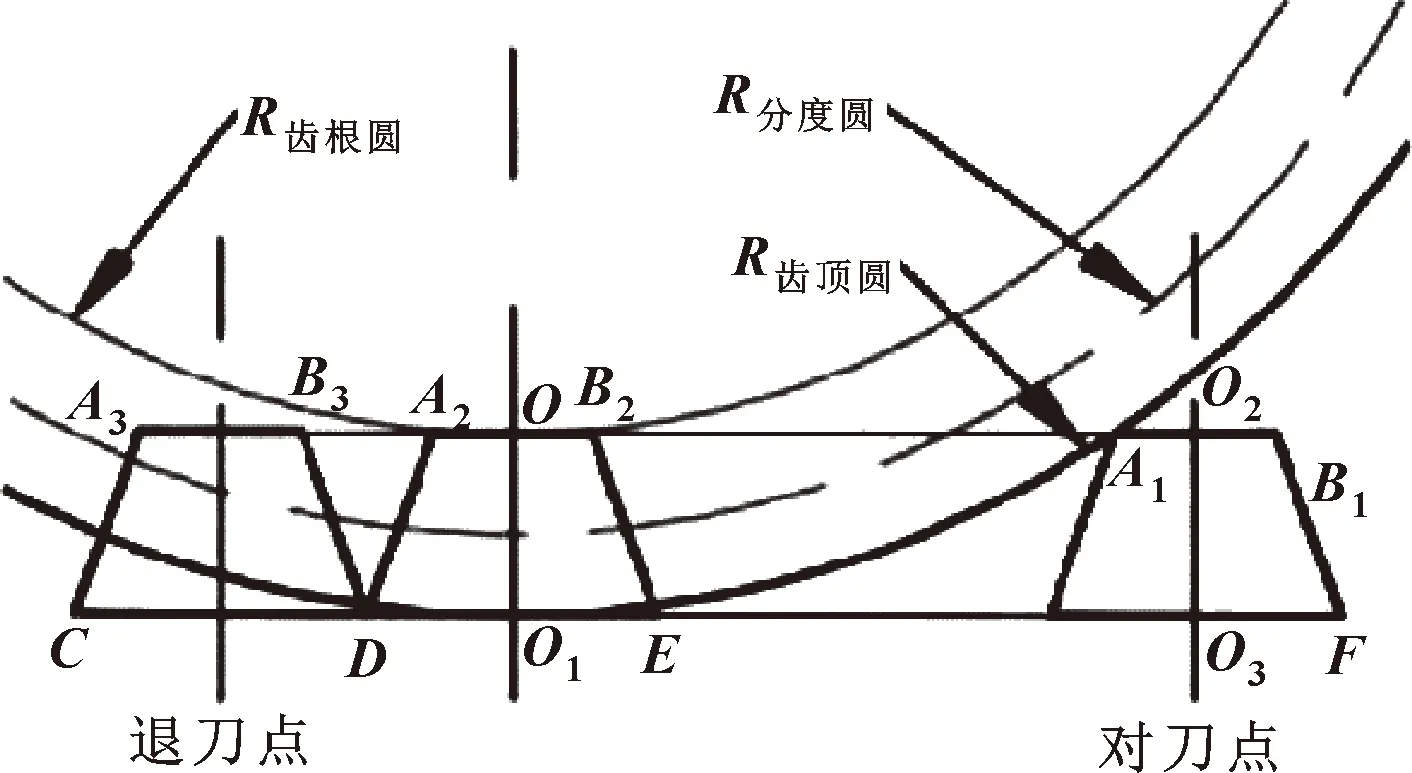
圖5 齒槽加工示意[11]
由圖5可得:
(9)
式中:
=+++




(10)
=
(11)
式中:為銑刀齒數(shù)。對(duì)于任意一個(gè)齒槽加工,設(shè)加工步長(zhǎng)為,相應(yīng)地,齒坯在軸方向上的運(yùn)動(dòng)距離為:
(12)
則一個(gè)齒槽加工過(guò)程中總的切削刀數(shù)為
(13)
在實(shí)際加工過(guò)程中,取正整數(shù),所以文中對(duì)進(jìn)行取整。
一個(gè)齒槽加工完成以后,開始加工下一個(gè)齒槽前需要重新對(duì)刀。重新對(duì)刀時(shí),齒坯只需要在軸方向后退,同時(shí)繞軸旋轉(zhuǎn):
(14)
=
(15)
則:
(16)
式中:為分度角速度。
單件加工基本時(shí)間為
=
(17)
(18)
3.3.2 切削力函數(shù)建模
切削力與銑削參數(shù)之間的關(guān)系沒有明確的表達(dá)公式,本文作者使用指數(shù)公式對(duì)切削力進(jìn)行模擬。若在進(jìn)行模擬試驗(yàn)時(shí),將所有的試驗(yàn)遍歷,會(huì)損耗許多不必要的時(shí)間與精力,所以本文作者使用三因素三水平正交試驗(yàn)法來(lái)提高試驗(yàn)的效率。
正交試驗(yàn)選取的參考因素為主軸轉(zhuǎn)速(r/min)、切削每齒進(jìn)給量(mm)、切削深度(mm),表4所示為正交試驗(yàn)的因素水平及仿真試驗(yàn)結(jié)果。
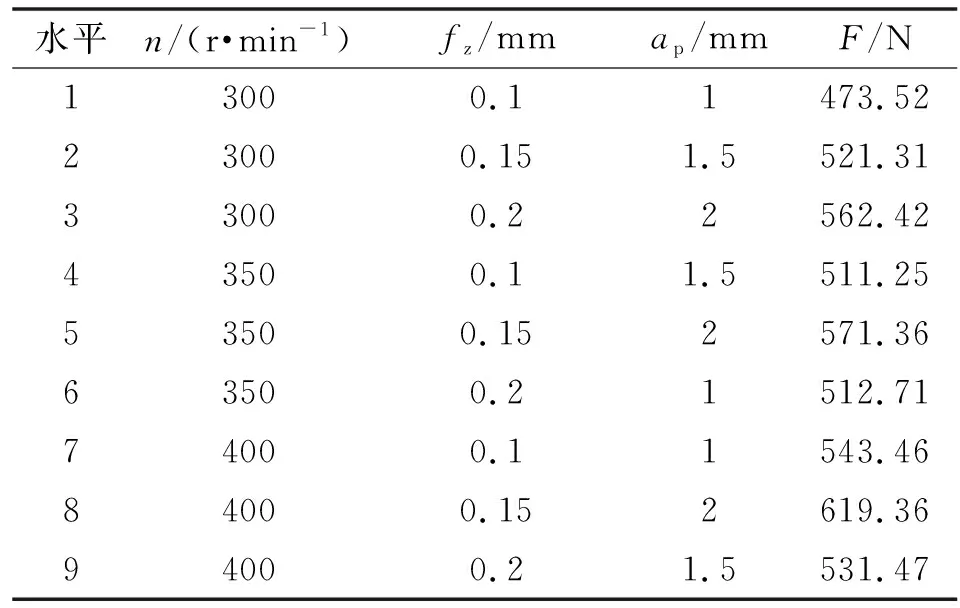
表4 仿真試驗(yàn)結(jié)果
設(shè)置切削力的經(jīng)驗(yàn)?zāi)P蜑?/p>

(19)
其中:為經(jīng)驗(yàn)修正系數(shù);、、為影響因素;為切削力。
對(duì)模型公式取對(duì)數(shù)得:
lg=lg+lg+lg+lg
令上式中l(wèi)g=、lg=、lg=,lg=、lg=,則經(jīng)驗(yàn)?zāi)P偷木€性方程為
由上文分析可知,各變量對(duì)于水資源消耗影響的動(dòng)態(tài)效應(yīng)存在著省域差異,為了進(jìn)一步探討城鎮(zhèn)化各因素對(duì)水資源消耗影響的區(qū)域差異,本文將我國(guó)30個(gè)省份按照國(guó)家統(tǒng)計(jì)局地區(qū)劃分[22]的方法分為東北、東部、中部、西部4個(gè)區(qū)域,研究區(qū)域的劃分及所包含省份見表5。
=+++
(20)
通過(guò)仿真數(shù)據(jù)建立經(jīng)驗(yàn)?zāi)P偷亩嘣€性回歸方程組可表示成矩陣形式:
=+
其中:

采用最小二乘法估計(jì),設(shè)、、、為、、、的最小二乘估計(jì),所以回歸方程為

(21)

多元性線性方程組參數(shù)的最小二乘估計(jì)矩陣為
=()
(22)
式中:為的轉(zhuǎn)置矩陣;()為的逆矩陣。
通過(guò)Origin軟件對(duì)試驗(yàn)數(shù)據(jù)進(jìn)行擬合,并利用MATLAB軟件對(duì)其運(yùn)算進(jìn)行檢驗(yàn),獲得多元線性回歸方程的系數(shù),得到影響切削力的轉(zhuǎn)速、進(jìn)給量和切深的優(yōu)化模型:

(23)
通過(guò)進(jìn)一步計(jì)算,可以算出殘差平方和即剩余平方和,記為。

所以有:
=-α
(24)
經(jīng)計(jì)算得出=0.021,越小說(shuō)明回歸方程表達(dá)變量之間統(tǒng)計(jì)相關(guān)關(guān)系的精確程度越高,回歸分析的效果越好。
經(jīng)擬合回歸得到變量與優(yōu)化模型之間的函數(shù)關(guān)系后,需對(duì)其進(jìn)行顯著性檢驗(yàn)。常用的顯著性檢驗(yàn)方法有檢驗(yàn)和檢驗(yàn),二者在本質(zhì)上是一樣的,文中選用檢驗(yàn)法。統(tǒng)計(jì)變量為
(25)
分析利用Origin計(jì)算得到的切削力方差表,可以得到方差分析統(tǒng)計(jì)量,包括均方誤差、自由度、顯著水平等,如表5所示。

表5 方差統(tǒng)計(jì)結(jié)果
假設(shè)顯著性水平=0.05,查表可知>095(38)=882,且<0.01,由此可知所得到的優(yōu)化模型與變量之間具有良好的函數(shù)關(guān)系。
3.3.3 函數(shù)確定
對(duì)于具有多個(gè)目標(biāo)函數(shù)的優(yōu)化問(wèn)題,一直較難解決,很難得到滿足多個(gè)目標(biāo)的最優(yōu)解。一般將多目標(biāo)轉(zhuǎn)換為單目標(biāo)優(yōu)化,常用的方法有兩種,一種是加權(quán)求和法,另外一種是引入一個(gè)極大熵函數(shù)來(lái)對(duì)其進(jìn)行簡(jiǎn)化。本文作者采用加權(quán)求和法,簡(jiǎn)化以后所對(duì)應(yīng)的單目標(biāo)優(yōu)化函數(shù)為
min(,,)=min(+)
(26)
式中:、為權(quán)重,且+=1。
利用專家打分法或?qū)哟畏治龇ǖ葘?duì)權(quán)重進(jìn)行確定,得到兩個(gè)量綱不同的目標(biāo)函數(shù)。因此,需進(jìn)行量綱歸一化處理:
式中:、分別為單目標(biāo)函數(shù)優(yōu)化的最大值與最小值;、分別為單目標(biāo)函數(shù)優(yōu)化的最大值與最小值。
最終得到的單目標(biāo)優(yōu)化函數(shù)為
min(,,)=min(+)
(27)
3.4 約束條件
優(yōu)化設(shè)計(jì)選擇變量的設(shè)置并不是任意的,必須對(duì)它進(jìn)行一定約束。機(jī)床銑削加工參數(shù)選擇在滿足加工工藝要求、機(jī)床條件等基礎(chǔ)上建立約束條件,使優(yōu)化結(jié)果更符合實(shí)際加工要求。決策變量應(yīng)滿足以下約束條件。
(1)主軸轉(zhuǎn)速約束條件:<<,其中為機(jī)床最低主軸轉(zhuǎn)速,為機(jī)床最高主軸轉(zhuǎn)速。
(2)每齒進(jìn)給量約束條件:<<,其中為機(jī)床最低進(jìn)給量,為機(jī)床最高進(jìn)給量。
(3)刀具對(duì)切削的約束條件。切削深度的增加可能造成刀具的折損,所以刀具的切削深度不能大于刀具的最大切深,即0<<,其中為刀具的最大切深,單位為mm。
3.5 優(yōu)化結(jié)果與分析
利用MATLAB進(jìn)行鯨魚算法的編程,對(duì)齒輪加工過(guò)程中的切削參數(shù)進(jìn)行優(yōu)化,設(shè)置最大迭代次數(shù)為500、搜索代理數(shù)為30。
算法開始運(yùn)行后,鯨魚會(huì)開始在區(qū)域內(nèi)進(jìn)行捕食,每一次迭代位置更新,都會(huì)向最優(yōu)值靠近,最后得到的最優(yōu)位置就是期望得到的結(jié)果。由圖6可以看出,在迭代近200次后接近收斂。優(yōu)化后的結(jié)果如表6所示。
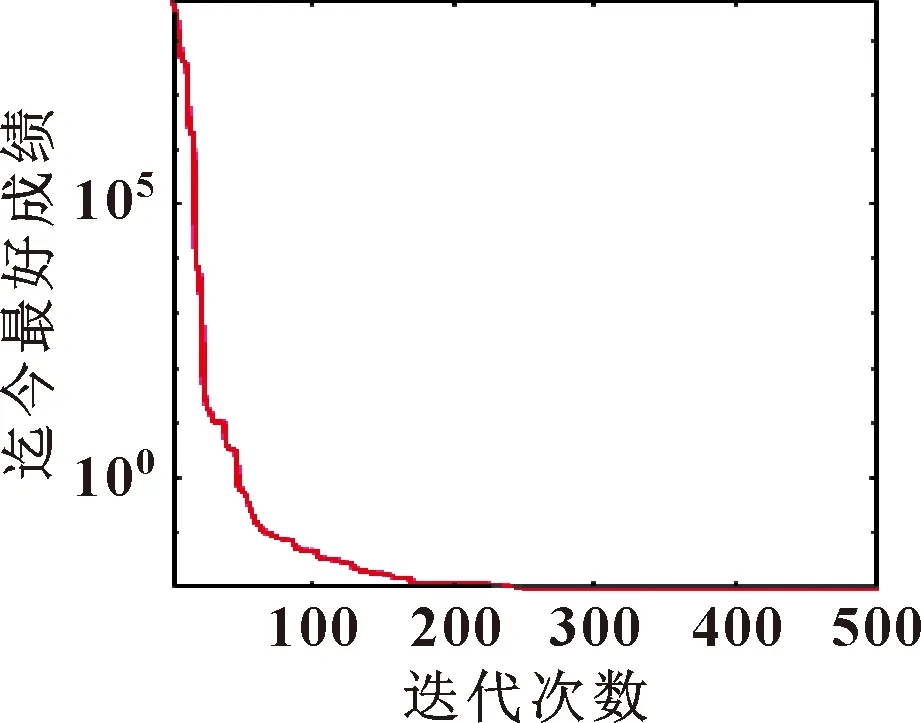
圖6 WOA迭代收斂結(jié)果
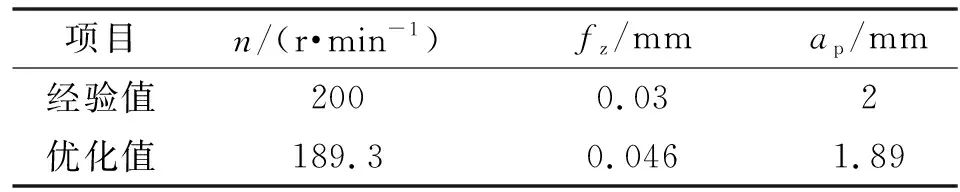
表6 優(yōu)化結(jié)果
4 結(jié)論
(1)本文作者分析了變雙曲圓弧齒線圓柱齒輪的成形原理及加工過(guò)程,利用ABAQUS完成了其切削加工過(guò)程的模擬仿真。
(2)根據(jù)模擬仿真得到的試驗(yàn)數(shù)據(jù)建立了切削力的預(yù)測(cè)模型,通過(guò)建立回歸模型、模型擬合數(shù)據(jù)與顯著性檢測(cè)等手段,驗(yàn)證了所建切削力預(yù)測(cè)模型的可靠性,表明在加工齒輪時(shí),利用該模型能夠合理選擇切削參數(shù)。
(3)基于鯨魚算法,對(duì)VH-CATT的加工切削參數(shù)優(yōu)化問(wèn)題進(jìn)行了研究,建立了以加工效率與較小切削力為目標(biāo)的函數(shù)優(yōu)化模型,并通過(guò)加權(quán)求和法與歸一化處理將它轉(zhuǎn)化為單目標(biāo)函數(shù)優(yōu)化模型,得到優(yōu)化后的切削參數(shù)為主軸轉(zhuǎn)速=189.3 r/min,每齒進(jìn)給量=0.046 mm,切削深度=1.89 mm。
猜你喜歡
童話王國(guó)·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
核科學(xué)與工程(2015年4期)2015-09-26 11:59:03
