核級輔助管道全位置自動焊裝備的研發與應用
2022-09-20 06:16:02湯昊王世培潘國偉李竹淵劉金平孫秋陽唐春云
金屬加工(熱加工) 2022年9期
關鍵詞:焊縫
湯昊,王世培,潘國偉,李竹淵,劉金平,孫秋陽,唐春云
1.核工業工程研究設計有限公司 北京 101300
2.北京市核電先進堆型焊接與檢測工程技術研究中心 北京 101300
1 序言
2021年開始,我國核電建設事業迎來又一波高潮,國內眾多核電項目都已經陸續開工,屆時我國將面臨多項目同時施工的問題。其中管道焊接作為核島安裝的主要焊接工作,而輔助管道的焊接工作向來是核島安裝工作的難點之一。在焊接量大、焊接質量要求高的同時,還存在著焊接難度大、對焊工的焊接技術要求高等問題。加之我國老齡化問題嚴重,勞動力成本逐漸提升,人口紅利逐漸消失,以廉價勞動力為支撐的“中國制造”經濟模式難以為繼。基于以上各種原因,自動焊技術的研發和應用已經是我國焊接領域未來發展的必經之路[1]。
焊接自動化是實現我國裝備制造由大到強,以及由粗放型、小作坊轉變到集約型、高技術的基石。相較于傳統的焊條電弧焊,實現焊接領域自動化裝備的應用,可以提高焊接效率和質量、降低材料消耗、節約焊接成本、大幅減輕現場施工人員的勞動強度、提高作業環境,以及降低從業人員的技術門檻,從而提高國家核心競爭力,實現國家可持續發展。
目前,我國有多家企業與高校均在研制自動焊裝備,例如北京石油化工學院研制的管道焊接裝備已初具成效,可以完成環焊縫的焊接工作[2],四川某職業院校正在研制油氣管道自動焊控制系統[3]。相關方面的研究數不勝數,但真正達到核級管道焊接工藝水平的裝備卻少之又少,因此,設計研制一款針對核級輔助管道全位置焊接的自動焊設備尤為重要。
2 裝備特點
該裝備所采用的焊接方式為氬弧自動焊,高頻起弧焊接,焊接小車由手持器操控,通過軌道裝夾并圍繞輔助管道進行全位置焊接。在焊接過程中,可以通過手持器或焊機電控箱來控制焊槍AVC、OSC以及焊槍的擺動和焊接參數。另外,設備還擁有熔池監控和弧壓跟蹤功能,可在焊接過程中隨時調節鎢極與焊絲的位置,而對于細微的弧壓調節,則由弧壓跟蹤系統自動完成。
3 裝備組成
輔助管道自動焊裝備包括焊機電源、控制箱、監控屏幕、手持器、焊接小車以及軌道,如圖1所示。其中,焊機電源、控制箱與屏幕采用一體化設計,并實現了小型化,方便工人在狹小空間內搬運設備。
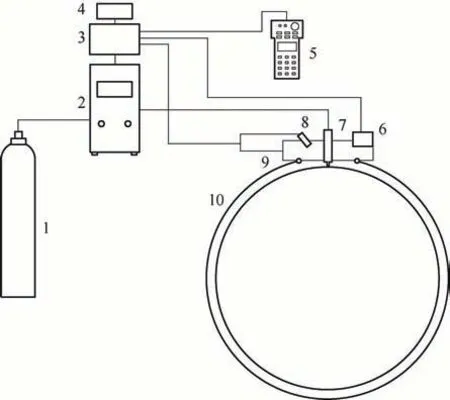
圖1 輔助管道自動焊接系統
在焊接過程中只需在焊接電源及控制箱通電后,將軌道及焊接小車架設在輔助管道上即可進行焊接作業,焊接的輔助管道管徑≥273mm,壁厚為10~40mm,既可焊接窄間隙自動焊坡口,又可焊接焊條電弧焊打底的V形坡口,如圖2所示。

圖2 輔助管道自動焊裝備模型
3.1 焊接軌道
焊接軌道是輔助管道自動焊裝備的重要組成部分,是保證焊接小車圍繞管道正常焊接、行走的機構,其主要的功能便是為焊接小車提供定位與行駛路線[4]。
根據實際需求,焊接軌道選用高強度輕型材料,便于搬運和組裝,采用手動快速裝夾設計,節省現場裝配時間(見圖3)。

圖3 安裝焊接軌道
焊接軌道采用的是剛性齒圈軌道,并配合夾緊壓塊與頂絲一起使用。自動焊不同于焊條電弧焊,對焊接的平穩性有著極高要求,這就意味著焊接小車在焊接過程中要確保傳動的穩定性以及焊接軌道對管道的夾緊度,并在此基礎上盡量簡化軌道的結構與零部件。相較于國內外常用的摩擦式軌道,本設備采用了齒輪與齒圈配合的傳動方式,增加了傳動的穩定性,提高了焊接效率。
焊接軌道可覆蓋直徑10in(1in=25.4mm)以上全部規格輔助管道,在焊接規格相近的管道時甚至無需更換軌道,只需要調整頂絲位置即可。
3.2 焊接小車
焊接小車是自動焊接設備不可或缺的重要部分,是整個設備的驅動結構,當進行焊接作業時,將其安裝在焊接軌道上,焊接小車便會帶著焊槍沿著軌道做全位置焊接。
如圖4所示,焊接小車包含小車本體和機頭兩大部分,根據實際需求可以通過長臂或短臂將二者連接在一起,焊槍則裝夾在機頭部位。焊接小車的行走機構是采用步進電動機經過減速器驅動行走齒輪與焊接軌道上的齒圈相互配合來達到焊接小車行走的功能。整個機構還包括離合器,用以實現焊接小車的快速手動定位或手動預纏繞。

圖4 焊接小車組成
焊槍通過AVC、OSC兩大傳動機構與焊接小車本體相連接,其中OSC傳動機構主體采用滾珠絲杠直線模組作為傳動裝置,依靠步進電動機驅動絲杠旋轉,以達到直線模組前后往復運動的目的。根據核電現場需要,OSC傳動機構分為長臂OSC和短臂OSC,如圖5所示。而AVC傳動機構的主體采用大行程燕尾槽形X軸滑臺,并將其安裝在Z軸方向上,如圖6所示。通過步進電動機帶動同步帶輪與同步帶相互配合運動,達到驅動滑塊上下往復位移的效果。
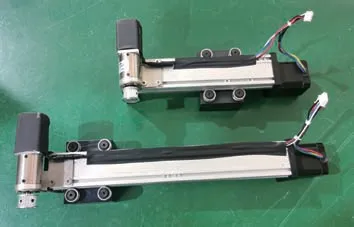
圖5 長臂OSC和短臂OSC

圖6 AVC滑臺和同步帶
3.3 送絲方式
焊接過程中的送絲極大程度上影響著焊接效果,同時也是焊接的重要參數之一,送絲的穩定性決定了焊縫成形質量。目前,行業內普遍采用推式送絲或拉式送絲,但在實際焊接過程中都存在著相應的問題,如:推式送絲機太過于笨重,放在地上容易絆倒施焊工人;拉式送絲機則增加了焊槍的重量,影響工人焊接。但拉式送絲卻有著傳送平穩、焊絲在送絲軟管中的阻力小等優點。因此,本設備采用拉式脈沖送絲(見圖7),避免焊接過程中出現熔池結瘤的現象,同時還能夠降低熱輸入量,提高焊縫的美觀程度。為了實現輕量化、小型化,同時根據實際需求,絲盤既可以采用1kg絲盤,也可以選擇5kg絲盤,方便核島現場施焊。

圖7 送絲機模組
3.4 控制系統
輔助管道自動焊接控制系統是整個裝備的大腦,其作用是控制焊機的各項參數及焊接小車的驅動。由于核級管道的焊接質量要求嚴格,每道焊口的檢測比例高,所有核級管道焊口要求一次性焊接合格,盡量避免返修。因此,焊接小車采用了數字步進電動機進行驅動,通過高集成度的芯片滿足全位置控制的要求,完成各傳動部件之間的精確運動控制[5]。
在焊接過程中,施焊人員可通過觀看屏幕傳輸的畫面達到對熔池實時監測的目的,如果施焊過程中出現弧壓不穩定的現象,弧壓自動跟蹤系統將會自動調整焊槍高度來穩定弧壓。同時,操作者也可通過遙控器端實現對裝備焊接參數、行走參數、位置參數的遠程可調,實現焊接參數及環境參數的實時顯示、焊接電源的啟停控制以及對電弧電壓反饋調節的控制。另外,還可實現對焊接參數的儲存、讀取功能,做到人機交互界面良好,操作簡便 易行[6,7]。
4 焊接工藝試驗與現場應用
4.1 焊接工藝試驗
為了驗證輔助管道全位置自動焊裝備的實際焊接效果與質量,項目團隊針對碳素鋼、不銹鋼及合金鋼中厚壁管道開展了多項焊接工藝試驗,見表1。
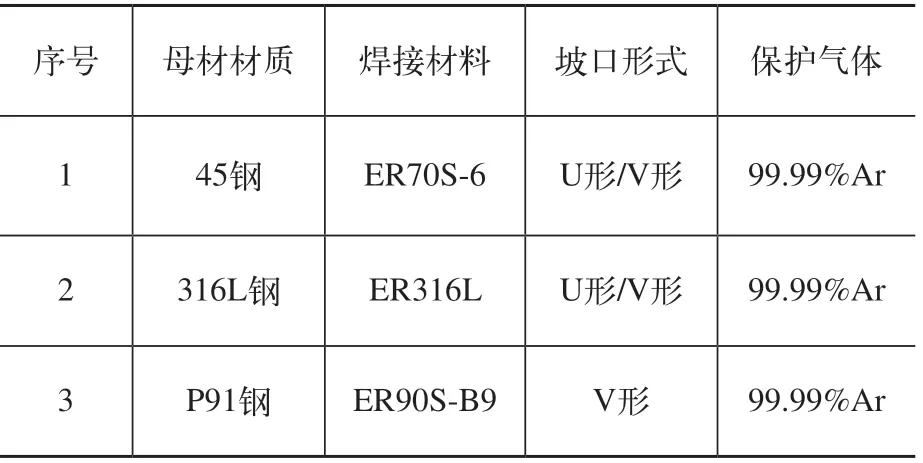
表1 焊接工藝試驗
管道焊接通常由打底焊、填充焊和蓋面焊3個部分組成,其中打底焊是最關鍵的一環[8]。焊接效果如圖8所示,目前該設備達到了預期效果,焊接過程中熔池及送絲頻率穩定,電弧熱量集中,焊縫性能滿足標準要求。
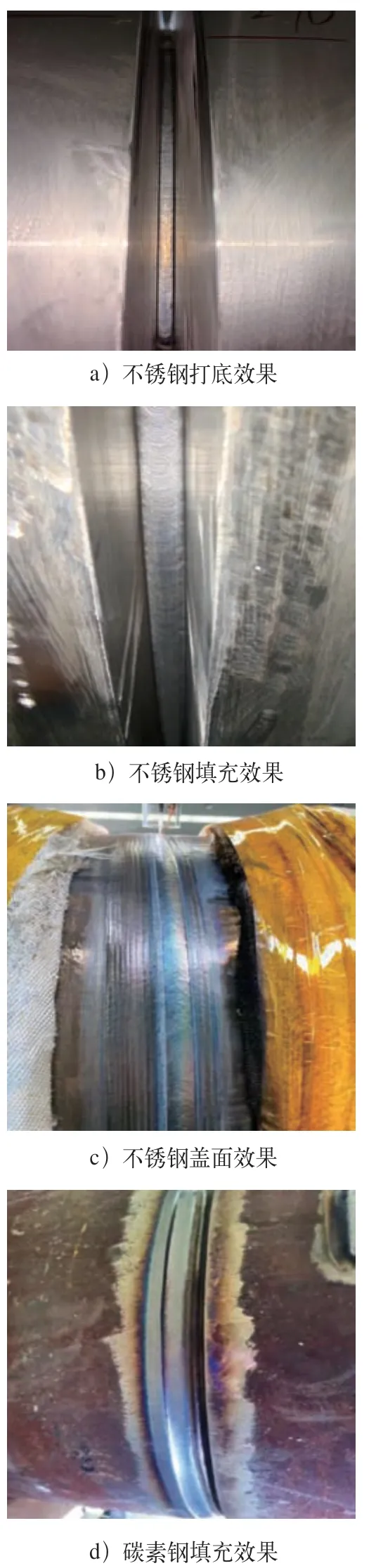
圖8 焊接效果
4.2 現場應用
根據設備的操作方式、特點以及工藝試驗情況,編制了《管道全位置自動焊接系統23H YArc400-P使用說明書》,為核電現場使用該設備提供了操作指導。目前,設備已經廣泛應用于霞浦、秦山、太平嶺等核電項目的現場生產及預制焊培車間,如圖9、圖10所示。從現場反饋的實際效果來看,該設備的焊接合格率高,焊縫成形質量好,焊接完成后無需打磨,在管道焊接領域有著極為廣闊的應用前景。

圖9 核島焊接現場

圖10 預制車間焊接現場
以國內某核電項目工藝管道焊接為例,管道尺寸為φ323.8mm×10.31mm,材質為P265GH,其管道采用V形坡口,焊接電源為直流反接,氬氣純度99.99%。焊條電弧焊打底焊絲為ER70S-3、φ1.6m m,自動焊填充蓋面焊絲為E R70S-6、φ1.0mm,峰值電流為145~285A,基值電流為95~175A。焊接過程中通過熔池監控系統觀察熔池狀態,如圖11所示。焊接過程中及時調整焊接參數,并將焊接完成的管件進行無損檢測及理化分析,焊縫表面和內部未發現缺陷,所有焊件均通過核一級RT檢測。

圖11 通過熔池監控系統觀察熔池狀態
此外,依據RCC-M MC1350標準對焊縫進行破壞性力學試驗,室溫拉伸試驗數據見表2。

表2 室溫拉伸試驗數據
5 結束語
1)輔助管道全位置自動焊裝備操作簡便,運行穩定,焊接合格率高,焊縫成形美觀,能滿足核電現場需求。
2)相比人工施焊,該裝備可大幅降低生產成本以及焊工的技術門檻,有效降低焊工的勞動強度,改善作業環境,提高生產效率。
3)輔助管道全位置自動焊裝備完全可以勝任核級輔助管道的焊接任務,同時,該裝備可擴展應用于石油、化工、民用等相關領域的管道全位置焊接工作。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
