軌道交通用拐臂復合氣體滲氮處理工藝
2022-09-20 06:16:16郜志文孫力崔效炎孫國進
金屬加工(熱加工) 2022年9期
郜志文,孫力,崔效炎,孫國進
1.河南精誠汽車零部件有限公司 河南新鄉 453000
2.河南工學院材料科學與工程學院 河南新鄉 453003
1 序言
隨著我國城市化進程的加快,城市人口數量也急劇增加,為緩解市內交通擁堵壓力,減少城市污染,輕軌和地鐵的建設里程快速增加。以北京為例,截至2021年,路網里程超過780km,車站數量達到450余座。隨著地鐵里程的增加和運行速度的加快,如何保證軌道交通車輛的安全運行,尤其是在彎道處的安全運行,成為眼下人們關注的焦點。轉向架是保證軌道交通車輛安全運行的重要結構,也是輕軌或地鐵列車能夠高速平穩運行的核心結 構[1-4]。而拐臂又是轉向架結構中的關鍵零件,其作用:一是當車輛以一定速度開始進入曲線運行時,前輪對應外輪輪緣與外軌的內側面接觸,兩者互相擠壓產生導向力,并由導向力引起導向力矩,使轉向架相對線路產生轉動;二是剎車和調節車輛行駛速度。圖1所示為轉向架結構,其中箭頭所指處是拐臂零件所處的位置。
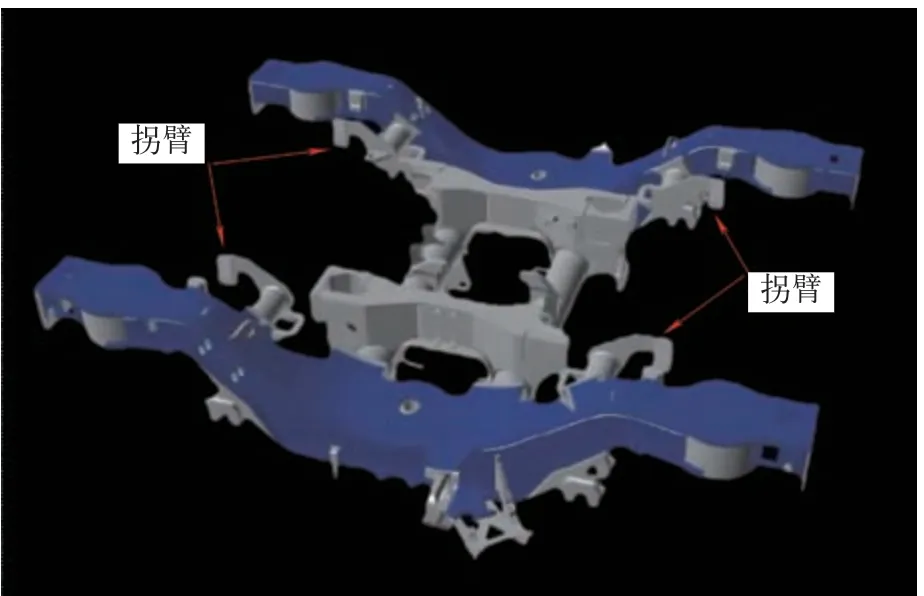
圖1 轉向架結構及拐臂位置
從上述分析可以看出,軌道交通車輛在行駛過程中,拐臂承受著復雜的交互力的作用,這就要求拐臂不但具有良好的綜合力學性能[5],同時還要具有優良的耐磨性和尺寸穩定性。本文針對拐臂的技術要求,在滲氮工藝的基礎上,往滲氮氣氛中添加微量的NO氣體,對拐臂進行復合氣體滲氮處理,分析了拐臂熱處理后的微觀組織,統計了拐臂復合氣體滲氮處理后的變形情況。
2 拐臂技術要求及熱處理工藝分析
本研究拐臂選用的材質為QT500,這是因為球墨鑄鐵具有優良的減振性能和潤滑性能[6],最終熱處理工藝為滲氮處理[7-9]。拐臂零件形狀及尺寸要求如圖2所示。其中,拐臂下端的外圓直徑尺寸和上端的內孔直徑尺寸為裝配尺寸,精度要求極高,滲氮處理后的白亮層厚度≥8μm。

圖2 拐臂結構及實物
生產過程統計顯示,采用常規滲氮工藝處理的拐臂主要存在以下缺點:一是滲氮層厚度偏小,滲氮層厚度是保證拐臂耐磨性的關鍵,而常規滲氮處理的拐臂滲氮層厚度僅能達到技術要求的下限值,約8μm;二是滲氮層不連續,這是由于QT500基體中均勻分布著大量球狀石墨,割裂了基體的連續性,從而影響了拐臂滲氮層的連續性,統計結果顯示,滲氮層連續度低于60%,這嚴重降低了拐臂的耐磨性能;三是滲氮周期長,常規的滲氮處理為了達到滲氮層厚度技術要求,滲氮處理生產周期在36h以上。滲氮處理周期的增加對于拐臂尺寸精度控制是十分不利的,且會造成供貨周期延長、生產成本升高等附帶不良后果。
綜上所述,常規滲氮處理的拐臂存在尺寸精度超標、白亮層厚度小、白亮層連續性不足等缺陷。為改善拐臂常規滲氮處理的上述缺點,本文在普通滲氮的基礎上,往滲氮氣氛中添加了微量的NO氣體,對拐臂進行復合氣體滲氮處理,并統計了復合氣體滲氮處理后拐臂零件的變形情況,分析了復合氣體滲氮處理后拐臂的微觀組織形貌。在復合氣體滲氮條件下,拐臂的滲氮生產周期可縮短到28h以內。
3 拐臂復合氣體滲氮處理
3.1 復合氣體滲氮處理工藝的制定
常規滲氮工藝采用的是NH3作為滲氮物質,本文的復合氣體滲氮工藝,是在原有NH3基礎上添加了CO2和微量NO。本研究所制定的復合氣體滲氮處理工藝如圖3所示。

圖3 復合氣體滲氮工藝曲線示意
復合氣體滲氮工藝,主要包括預氧化、滲氮、預冷和出爐,其中預氧化時爐膛內部通過通風孔與大氣連通。
滲氮過程中NH3的流量為6000mm3/h,預冷階段NH3流量為2000mm3/h。滲氮過程中在NH3中混入1%~6%的CO2和微量NO(所占比例<1%),以達到復合氣體滲氮的目的。CO2和NO可以提高滲氮過程中N原子的吸附性和活性,從而提高滲氮層的厚度和連續性,降低滲氮周期。
3.2 復合氣體滲氮處理白亮層分析
由于拐臂受力過程復雜,因此滲氮處理前進行調質預處理,以改善拐臂微觀組織,保證綜合力學性能。對比了相同滲氮時間下(28h),常規滲氮處理和復合氣體滲氮處理后拐臂的白亮層形貌,如圖4所示。
從圖4可看出,常規滲氮處理工藝下,拐臂白亮層明顯偏薄,并且在球狀石墨位置處未能形成連續的白亮層,復合氣體滲氮處理后表面白亮層連續分布,厚度也明顯增加。白亮層厚度測量結果顯示,復合氣體滲氮處理后,除個別石墨位置附近外,白亮層厚度在10~12μm,常規滲氮處理所得到的白亮層厚度為3~5μm,如圖5所示。

圖4 不同滲氮處理白亮層對比

圖5 不同滲氮工藝下白亮層厚度統計
與常規滲氮相比,本研究所采用的復合氣體滲氮處理,可明顯改善白亮層的均勻性,縮短滲氮生產周期。分析原因認為,CO2和微量NO的加入,可以減小活性N原子結合生成N2趨勢,增加活性N原子在工件表面的吸附效率,另外,CO2氣體分解產生的活性碳原子可以沉積在石墨球表面促進白亮層的形成,從而改善白亮層的連續性。因此,拐臂零件復合氣體滲氮工藝處理后的白亮層厚度和連續性,與常規滲氮處理相比均得到了明顯的改善。
3.3 復合氣體滲氮處理變形量分析
為保證拐臂的裝配性能和使用性能,外圓直徑的尺寸必須控制在52.804~52.850mm,內孔直徑尺寸必須控制28.20~28.252mm。分析了復合氣體滲氮處理前后拐臂兩端部位置的外圓直徑和內孔直徑的尺寸波動,結果如圖6所示。

圖6 拐臂復合氣體滲氮處理后尺寸測量結果及實物
從圖6a、b可看出,拐臂經過復合氣體滲氮處理后的外圓直徑尺寸主要分布于52.815~52.830mm,拐臂內孔直徑尺寸主要分布于28.20~28.23mm。復合氣體滲氮處理后,拐臂外圓直徑和內孔直徑尺寸控制精度非常高,完全達到了技術要求。
4 結束語
拐臂是轉向架的關鍵零件,在保障地鐵列車、輕軌等安全運行發揮著重要作用。本文采用復合氣體滲氮工藝對拐臂進行滲氮處理,分析了復合氣體滲氮處理工藝對拐臂白亮層和尺寸精度的影響。具體結論如下。
1)復合氣體滲氮處理后,拐臂白亮層厚度穩定在10~12μm,白亮層的連續性得到改善,完全達到使用技術要求。
2)復合氣體滲氮處理后,拐臂端部位置外圓直徑和內孔直徑尺寸變形小,具有良好的尺寸精度。
猜你喜歡
裝備制造技術(2021年2期)2021-07-21 05:38:24
哈爾濱鐵道科技(2020年4期)2020-07-22 02:22:28
山東冶金(2019年6期)2020-01-06 07:45:54
制造技術與機床(2019年12期)2020-01-06 03:17:46
世界農藥(2019年2期)2019-07-13 05:55:12
西南交通大學學報(2018年5期)2018-11-08 10:58:26
現代工業經濟和信息化(2016年1期)2016-05-17 05:33:38
銅業工程(2015年4期)2015-12-29 02:48:39
鐵道運營技術(2015年3期)2015-12-23 09:27:14
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
