
冰箱內膽沖孔工藝系統優化
2022-09-22 08:53:02鄧銳苗關運升胡凱杰
機電工程技術 2022年8期
鄧銳苗,關運升,胡凱杰,劉 設
(沈陽工業大學,沈陽 110870)
0 引言
近年來,中國家電行業發展迅速,隨著市場競爭的不斷加劇,致使生產線的優化以及人員操作規范化變得越來越困難。在企業中生產平衡率常被用來衡量一個企業管理水平的高低。企業管理者如何在宏觀上把握生產線,在不增加投入的條件下提高生產效率、降低工時浪費是其主要研究方向。
因近幾年制造業發展不景氣,越來越多的企業注重于精益生產的理念或技術方法對生產線進行改善優化,減少浪費,提高生產效率和效益,但效果普遍不佳。因此本文主要運用系統的方法對人的工作進行分析、設計和管理,把工作中不合理、不經濟、混亂的因素排除,尋求最佳工作方法,使生產活動按先進的方法、規定的程序、標準的時間進行,從而提高生產效率和經濟效益。
1 冰箱內膽生產線現狀分析
1.1 生產線現狀
某公司內膽加工生產過程包括材料加熱、吸附成型、脫模、切邊、沖孔、內膽分割6個部分,是流水線的生產方式[5]。內膽生產工藝如圖1所示。

圖1 工藝流程
1.2 生產線作業時間測定
通過對該公司冰箱內膽生產線各工位的觀察記錄,通過抽樣統計分析得到原生產線平衡圖如圖2所示。
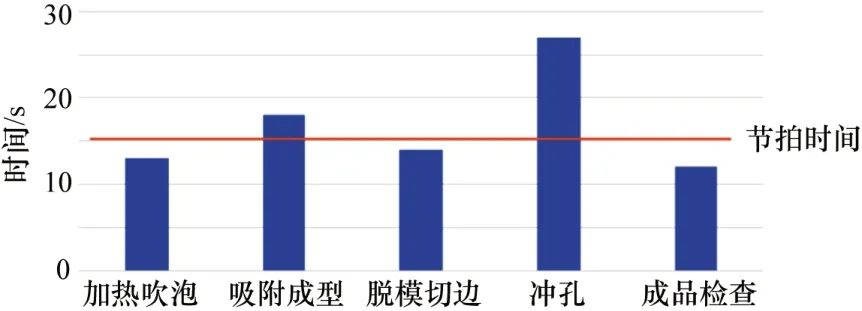
圖2 原生產線平衡圖
平衡率是表示生產線是否達到最優,過程中的浪費減少到最小的可量化的指標。所以需要計算該生產線的平衡率來說明舊生產線達到最優的程度[2]。由圖2中各工序的作業時間可知:

計算得舊生產線平衡率為62.2%,因此可以看出來舊生產線的生產線平衡率較低,因為冰箱內膽生產線的沖孔工序是依靠人與機器協作完成,且是瓶頸工序,而其他工序是無人工參與的全自動化,所以要以內膽沖孔工序為中心點,對該生產線進行改善。
1.3 沖孔工序問題分析
通過對一樓內膽沖孔工序(圖3)的觀察與記錄,發現以下3個問題(因為沖孔工序涉及到兩個工人加工兩個內膽,所以根據內膽的型尺寸,分別稱其為大內膽、小內膽。大內膽、小內膽分別由圖中左邊工人、右邊工人進行沖孔):
(1)大內膽沖孔完成時間上滯后小內膽過多,導致了工人A(圖3中左邊工人)的等待;

圖3 沖孔工序場景
(2)內膽放置線邊暫存由工人A一人完成,操作耗時過多;
(3)內膽左右形狀存在差異、重量分配不均勻導致了卡座不貼合問題,工人A每次將內膽放置到卡座上后,都有一個壓緊的操作。經過判斷,工人A的內膽壓緊操作不符合動作經濟原則。
2 生產線工序改善與仿真
2.1 沖孔工序改善
(1)改變沖孔設備位置。把兩臺沖孔設備對稱放置在傳送帶的兩側,兩個工人同時取各自的內膽進行加工。改善前后沖孔設備布置對比如圖4所示。
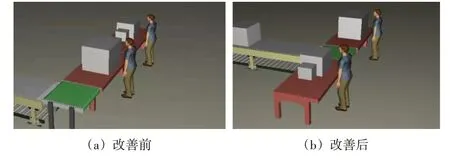
圖4 改善前后沖孔設備布置對比
(2)工人A在內膽沖孔結束后,需要將大、小內膽組合,而后將其放置到內膽平板車上,此過程耗時過長,并且造成了工人B的非必要等待。用“ECRS四原則”方法,將組合與放置合并為一個操作[6],將內膽平板車由原本的緊靠工人A向工人B移動一段距離,工人A將沖孔結束的小內膽放置在平板車上,工人B將沖孔結束后的大內膽以直接外套在小內膽方式放置。改善前后如圖5所示。
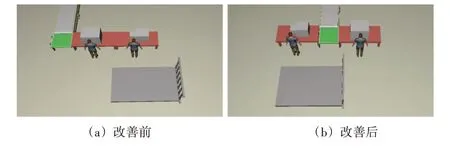
圖5 改善前后內膽平板車位置對比
(3)工人A在作業過程中存在內膽壓緊的非必要操作。根據動作經濟原則[12],現將沖孔設備工作臺抬高5 cm,這樣即便小內膽由于左右形狀差異、重量分布不均造成放置后與卡座不貼合的問題,也可以通過放置過程中小臂的自然下垂解決,改進之后,無需壓緊操作,減少了工人A動作的數量,同時也符合輕松動作原則。
2.2 改善工序聯合作業分析
通過對瓶頸工序內膽沖孔的改善,繪制了改善前后內膽沖孔工序工人A、B的聯合作業分析圖,如圖6所示。
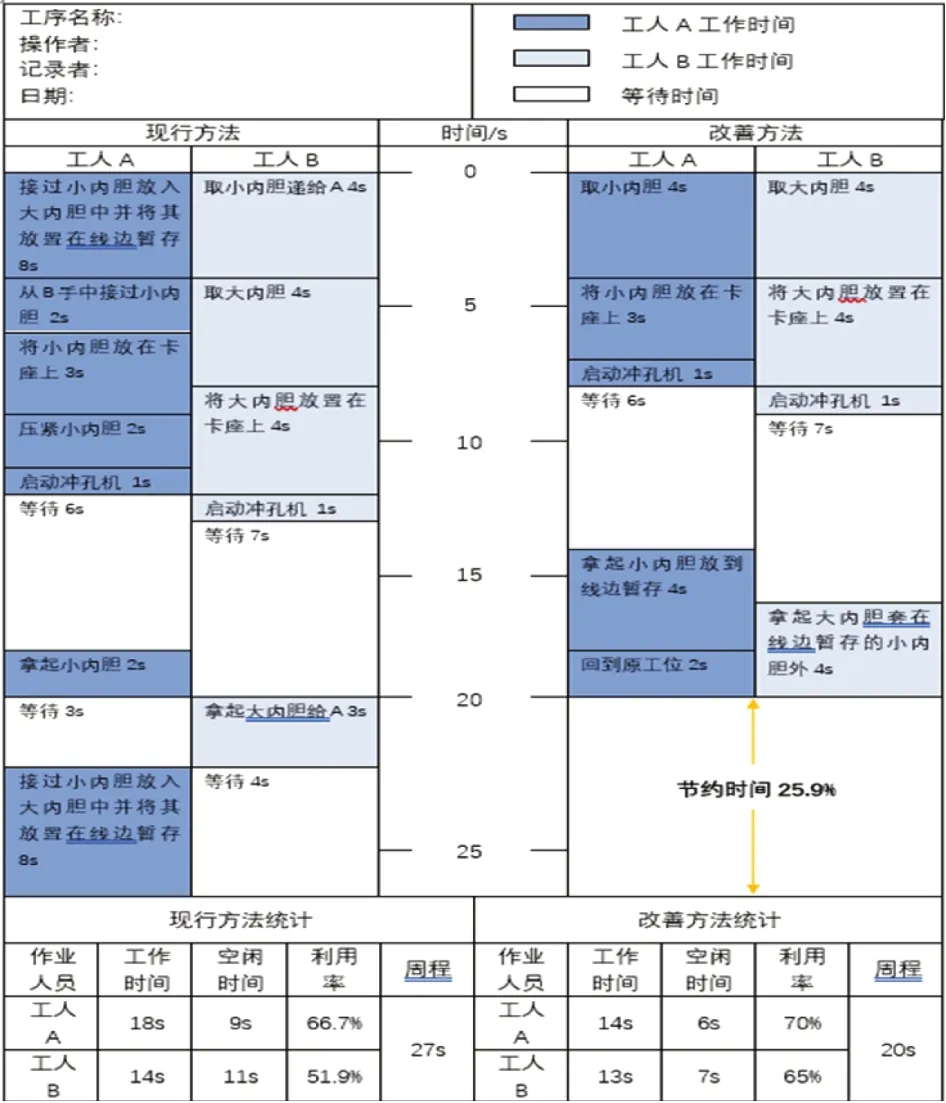
圖6 聯合作業分析圖
經過改善,工人A的利用率由66.7%提高到70%,工人B的利用率由51.9%提高到65%。減少了內膽沖孔工序工人的等待時間,整個內膽沖孔工序的周程由27 s縮減為20 s,成功實現了瓶頸工序工時的大幅度縮短[8]。
2.3 改善后生產線平衡率
通過對改善后該公司冰箱內膽B生產線的觀察記錄,得到改善后生產線平衡圖如圖7所示。
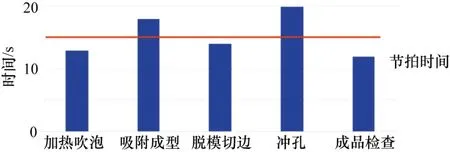
圖7 改善后生產線平衡圖
由各工序各工序時間得出新生產線平衡率為77%。可以看出,通過“5W1H”提問技術、“ECRS四原則”和動作經濟原則對冰箱內膽沖孔工序進行改善后,生產線的平衡率由62.2%增至77%,得到了大大的提高,進而縮短內膽生產時間,增加單位時間的產量,降低生產成本;減少了工序間的在制品庫存,極大程度地提高整個價值流增值率[9]。
3 基于FAB系統的內膽沖孔生產過程數據采集
3.1 FAB使用特點
FAB動作捕捉系統的特點:無線實時進行動作捕捉及數據分析;誤差小、準確性高,使用距離長,對環境要求低;體積小、重量輕、便攜性好,安裝方便使用簡單;FAB數據可以傳輸存儲在記憶卡里不受空間的限制,可將分析數據以Excel表格的形式導出,擁有解剖學角度、空間角度、力量、扭矩、角速度,提供了用于開發的系統平臺與接口,易跟其他軟件的結合使用;足底壓力及足底重量數據同步采集,與表面肌電設備可同步進行采集,虛擬工具使分析更加清晰快捷有效[1]。
3.2 內膽沖孔數據采集過程
(1)準備好冰箱內膽,找好合適的工作臺,將實驗人員佩戴好FAB實時無線傳感器動作捕捉設備。
(2)將實驗人員的名字、性別、生日、身體尺寸等輸入FAB無線傳感器軟件上。
(3)FAB動作捕捉系統還需要按照設備的規定來進行校對,實驗人員需雙腿與肩同寬站立,需要大約20 s完成校對,當FAB動作捕捉軟件中的所有部位全部顯示連接成功后,就代表設備校對成功[7]。
(4)連接好的筆記本電腦里點擊開始記錄,之后實驗人員開始模擬沖孔過程,在結束后再在連接好的筆記本電腦里點擊結束記錄,再點擊保存數據,并檢驗數據是否合格,再進行下一次實驗。
(5)實驗結束后,利用FAB導出數據功能,導出數據,并保存為(.CSV)格式,采集到換刀人員軀干、骨盆、左上臂、右上臂、左前臂、右前臂、左大腿、右大腿、左小腿、右小腿的偏離角、傾斜角、翻轉角以及各個關節的受力、力矩、功率大小等數據,導出的Excel數據[10]。給出改善前后工人A、B的軀干轉角、左上臂方位角、右上臂方位角、左前臂方位角、右前臂方位角FAB Recorder記錄數據如圖8~9所示。
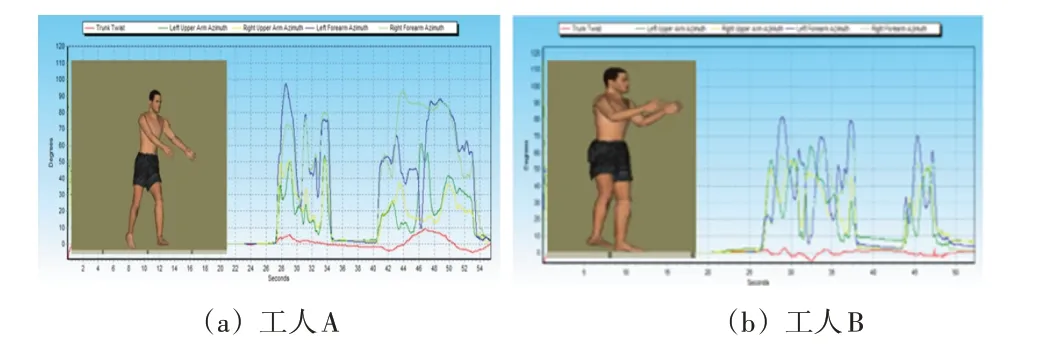
圖8 改善前工人A、B動作數據記錄
圖9 改善后工人A、B動作數據記錄
(6)使用FAB實時無線傳感動作捕捉設備來對內膽沖孔工人在作業過程中的動作進行動作捕捉數據采集。為下文Jack軟件的動作分析提供關節角度和關節力的數據,使得仿真結果更加真實可信。
4 Jack仿真
4.1 仿真動作分析
以一樓內膽沖孔作業為例采用JACK軟件進行動作的仿真,真實的還原作業環境。
(1)改善前動作仿真
將設備及內膽擺放至各自的位置以后,開始還原工人的操作動作,并將工人的每個動作都用JACK中的虛擬人物模型進行還原,將其儲存為各自一個名稱的動作,為下一步制作流暢的動畫做準備。制定好全部需要的動作后,還要記錄每個動作的操作時間,展現工作人員的實際操作情形[3]。改善前動畫如圖10所示。
圖10 改善前動畫參數輸入
(2)改善后的動作分析
改善的地方涉及到內膽沖孔機器設備的移動,及操作機器的升高,導致工作人員的動作改變,所以將原先的工作單元刪除,重新調整工人的動作設定時間,最后進行動作組合形成新的動作仿真[4]。
4.2 仿真結果分析
(1)新陳代謝分析
新陳代謝分析工具可以對工人生理及任務情況進行描述,然后分析得到任務新陳代謝需要消耗的能量。該工具可以對現有的工作或新工作的新陳代謝能量消耗進行分析,明確是否超過【NIOSH】的限定值,還有是否會使得疲勞損傷的風險提高。通過分析得出對能量消耗影響最顯著的因素,并且預測出哪些改變可以使工作的能量消耗減到最小。首先,本文選用將內膽搬運至沖孔機這一動作,進行新陳代謝分析。改善前分析如圖11所示。
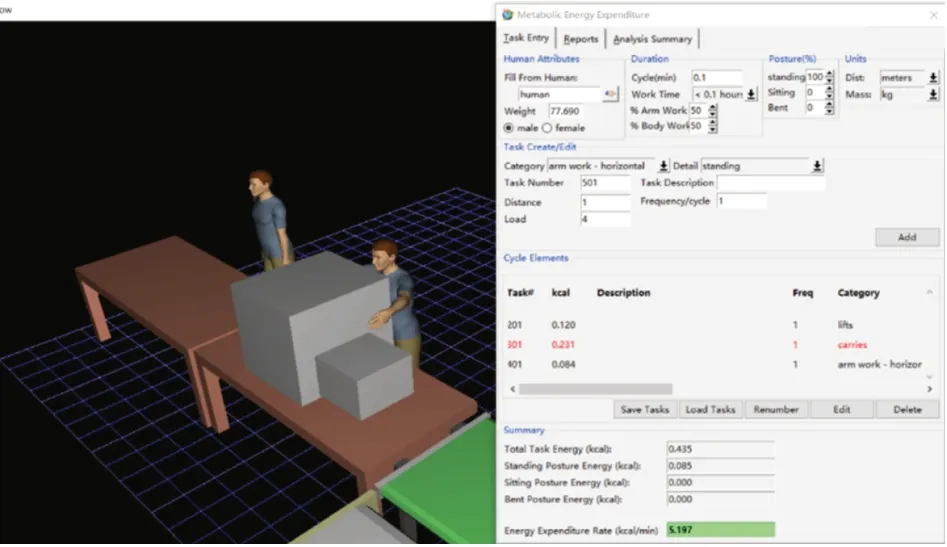
圖11 新陳代謝改善前分析
分析完改善前的操作動作后,然后開始分析改善后的作業,步驟如同改善前的步驟一樣,先設置各項參數數值然后形成分析報告。工位改善后現場布局如圖12所示,改善后新陳代謝改善后分析圖如圖13所示。將改善前后的分析匯總后得到表1。
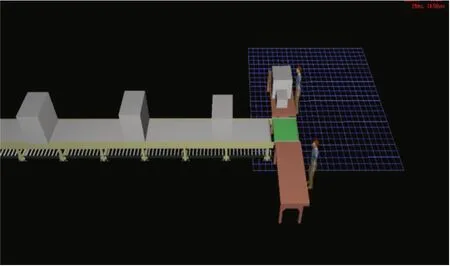
圖12 改善后現場布局

圖13 新陳代謝改善后分析
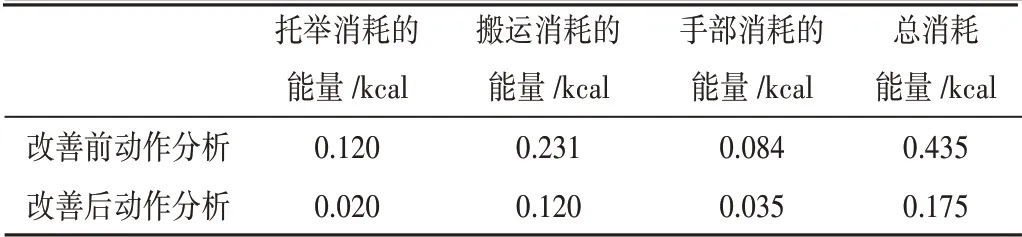
表1 改善前后能量消耗對比
從改善前后能量消耗對比可清晰地看出:改善前的能量雖符合限定值,但將工位移動后,避免了搬運、遞交等無效動作,使得能量消耗降為0.175 kcal,能量消耗降低了59%。由之前的兩人配合沖孔,改為兩人同時進行沖孔工作,極大地節省了時間,也提高了該工序的效率[11]。由此可見,改善的方案是十分有效的,可以提高作業效率。
(2)下背部分析
下背部分析工具可以分析特定的環境下人體脊柱受力對下背部的影響。通過該工具判斷仿真任務中的作業對工作人員下背部的傷害程度,是否符合標準,分析工作中需要改善的地方,從而對工廠車間的規劃與工序進行安排來減小工人下背部的受損風險。
由上述對改善前后對工人下背部的分析可知,改善前的下背部超過標準,改善后的下背部符合標準,將設備下部墊高后,避免了工作人員彎腰按壓的動作,減小了對下背部的損傷,符合動作經濟原則中減少動作數量和輕松動作原則。如圖14~15所示。
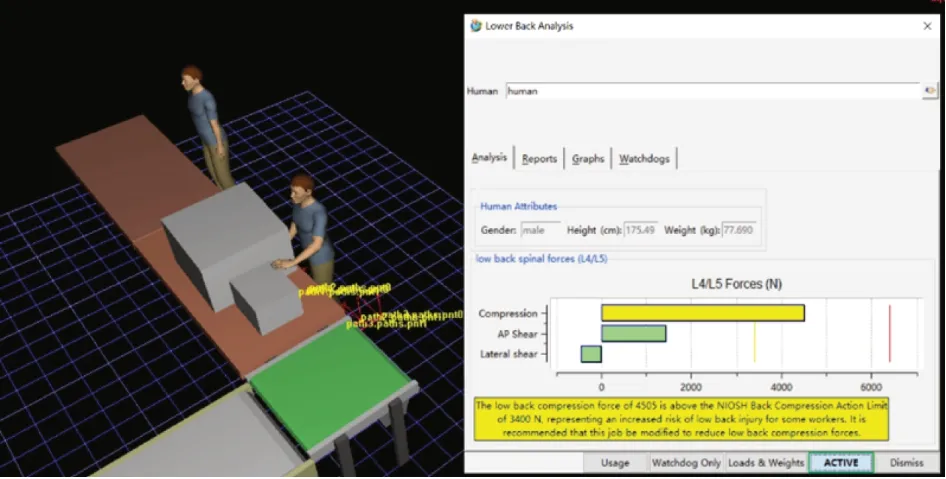
圖14 改善前的下背部分析
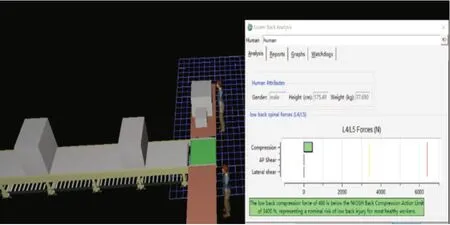
圖15 改善后的下背部分析
5 結束語
本文通過抽樣統計分析得出內膽生產各工序時間,從而根據生產平衡率的計算找出了瓶頸工序,之后應用ECRS原則對瓶頸工序進行了優化,對其中不合理的工序進行改善。減少了浪費,提高生產效率和效益。通過此次優化,工人A的利用率由66.7%提高到70%,工人B的利用率由51.9%提高到65%。減少了內膽沖孔工序工人的等待時間,整個內膽沖孔工序的周程由27 s縮減為20 s,成功實現了瓶頸工序工時的大幅度縮短。再對沖孔工序改善前后的工人作業過程仿真,可清晰地看出:改善前的能量雖符合限定值,但將工位移動后,避免了搬運、遞交等無效動作,使得能量消耗降為0.175 kcal,能量消耗降低了59%。由之前的兩人配合沖孔,改為兩人同時進行沖孔工作,極大地節省了時間,也提高了該工序的效率。對企業的生產效率的提高具有實際意義。
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
電子制作(2018年18期)2018-11-14 01:48:24
小學生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
少年博覽·小學低年級(2017年4期)2017-06-09 16:22:28
作文評點報·低幼版(2017年7期)2017-03-11 20:49:41
山東工業技術(2016年15期)2016-12-01 05:31:22
故事大王(2016年7期)2016-09-22 17:30:08
少兒科學周刊·少年版(2015年4期)2015-07-07 20:56:37
兒童故事畫報(2013年3期)2013-06-24 05:40:30
