抗震鋼筋HRB500E 強屈比性能不合格探析
2022-09-26 14:52:52晏小惠
山西冶金 2022年4期
徐 峰,晏小惠
(漢中鋼鐵有限責(zé)任公司,陜西 漢中 724200)
HRB500E 抗震鋼筋與普通鋼筋相比,主要增加了強屈比、屈標(biāo)比、最大力總延伸率三項質(zhì)量特征值,即強屈比不小于1.25,屈標(biāo)比不大于1.3,最大力總延伸率不小于9%[1]。在實際生產(chǎn)中,主要通過控軋控冷來提高鋼材強度,由于細晶強化對屈服強度的影響較大,經(jīng)常出現(xiàn)HRB500E 抗屈比不足情況。漢中鋼鐵有限責(zé)任公司(全文簡稱“漢鋼”)軋鋼廠11 月份生產(chǎn)的抗震鋼筋HRB500EΦ25 mm 出現(xiàn)了強屈比不足的現(xiàn)象,本文通過對其熔煉成分、控制工藝兩大方面進行分析,找出生產(chǎn)中強屈比不足的原因。
1 生產(chǎn)實踐
漢鋼軋鋼廠于11 月份軋制16 爐HRB500EΦ25 mm 鋼材,初檢4 爐因強屈比不足待判。因此對其性能進行統(tǒng)計,將待判樣編為1—4 號。
1.1 綜合力學(xué)性能(見表1)
從表1 可看出,除了強屈比之外,鋼材其他性能指標(biāo)均達到國標(biāo)規(guī)定要求。其中合格部分控制較好,屈標(biāo)比維持在1.1 左右。待判部分主要因屈服強度太高,使得屈標(biāo)比較正常試樣高0.1 左右。
1.2 熔煉成分
對所選試樣進行熔煉成分檢測,結(jié)果如表2 所示。
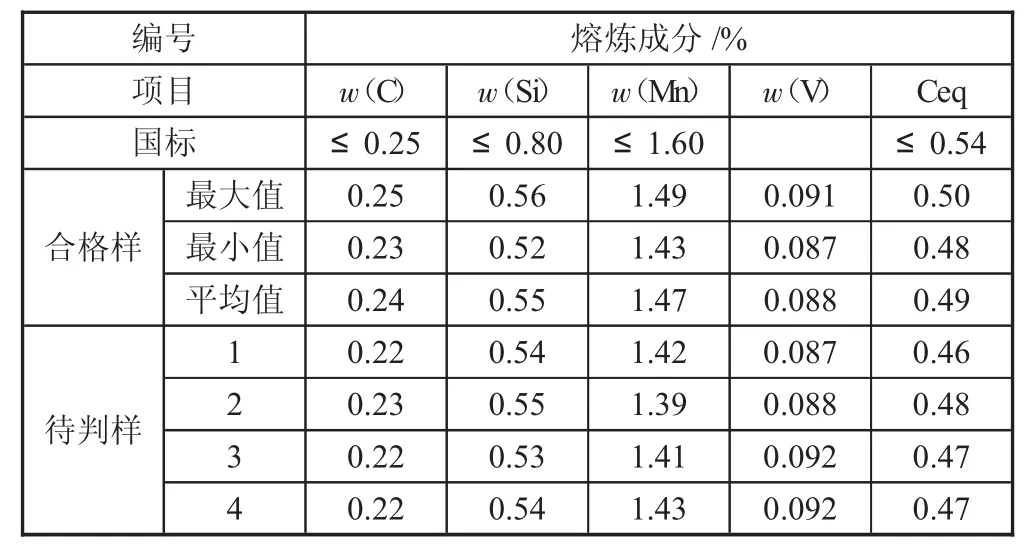
表2 熔煉成分表
此次生產(chǎn),待判樣成分中,C 和Mn 元素以及碳當(dāng)量略低于合格樣,其余元素含量大致一致。
1.3 控制工藝
本次軋制中,軋線各控制參數(shù)調(diào)整如表3 所示。
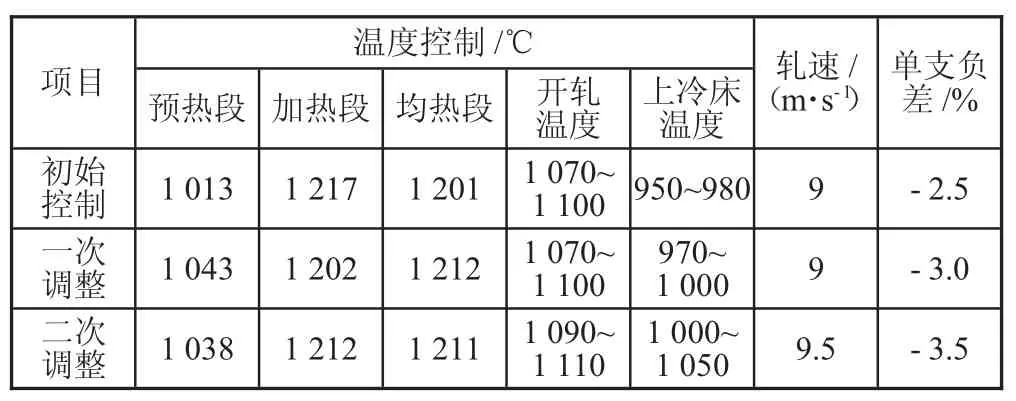
表3 生產(chǎn)控制參數(shù)表
此次生產(chǎn)的HRB500EΦ25 mm 鋼材,起初終軋速度按9 m/s 控制,冷坯保溫時間按2 h 控制,負差保守控制,軋后使用輕穿水,待性能檢測出來后,發(fā)現(xiàn)屈服強度偏高,強屈比不合格。通過調(diào)整精軋后穿水,提高上冷床溫度,強屈比仍不理想。后將終軋速度提高到9.5 m/s,上調(diào)開軋溫度、上冷床溫度和負差,強屈比恢復(fù)正常。
1.4 鋼材氣體含量檢測
在22 ℃和相對濕度(RH)為48%的前提下,選擇4 爐合格試樣和4 爐不合格試樣對鋼材氣體含量進行檢測統(tǒng)計,結(jié)果如下頁表4 所示。由表4 可看出,不合格試樣的w(N)明顯高于合格試樣,w(O)大致相同。
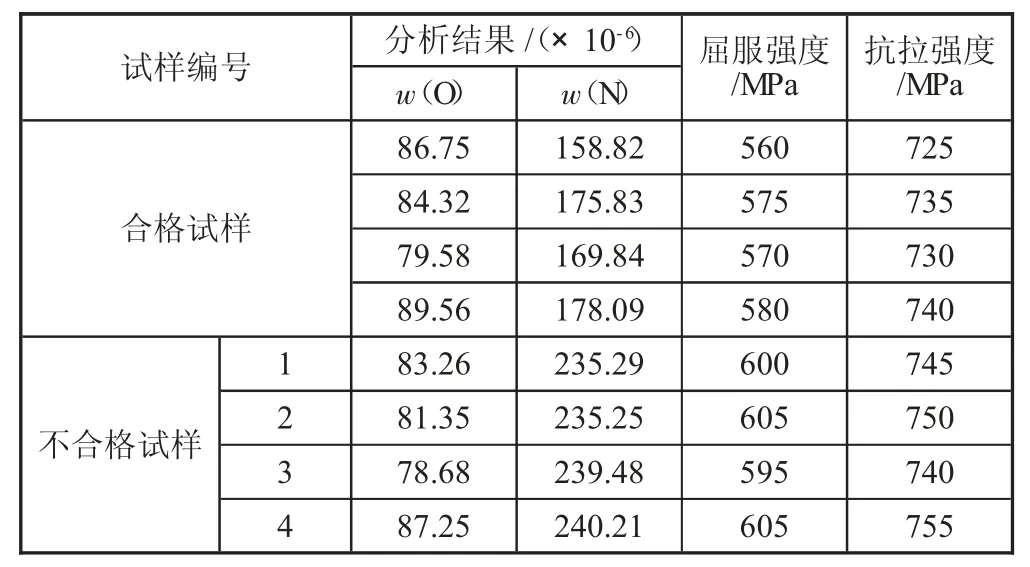
表4 HRB500EΦ25 mm 規(guī)格試樣氣體含量監(jiān)測結(jié)果表
2 分析討論
2.1 綜合力學(xué)性能結(jié)果分析
此次生產(chǎn)待判原因皆為強屈比不足,而強屈比是抗拉強度和屈服強度的比值,屈服強度過高或抗拉強度過低都可能導(dǎo)致強屈比不合格。根據(jù)上頁表1 結(jié)果可知,此次待判原因是屈服強度太高,其屈服強度比正常試樣高約40 MPa,抗拉強度比正常試樣高約25 MPa。所有試樣性能均遠超國標(biāo)規(guī)定值,性能富余較多。
2.2 熔煉成分分析
Si、Mn、V 等元素都可有效提高鋼材強度,其中C元素對提高鋼材強度有著絕對性影響,但C 含量過高將降低鋼材塑性,影響焊接性能[2]。C、Si、Mn 元素均為固溶強化元素,C和Mn 元素多存在于珠光體中,對抗拉強度的提升有顯著效果,而Si 元素多存在于鐵素體中,因此適當(dāng)增大C 和Mn 元素含量可提高鋼材屈強比。
V 元素在軋制過程中主要通過再結(jié)晶的形式來實現(xiàn)細晶強化的目的,而細晶強化對鋼材屈服強度提升有較為明顯的作用。在軋后冷卻過程中,V 元素以相較更低的溫度析出來,實現(xiàn)析出強化的目的,而析出強化對鋼材的屈服強度和抗拉強度均有顯著提升效果。因此在條件允許情況下,可適當(dāng)降低V 含量來提高鋼材屈強比。
2.3 控制工藝分析
此次生產(chǎn)中主要對上冷床溫度、終軋速度、負差進行調(diào)整。其中上冷床溫度由穿水工藝和終軋速度控制,因終軋速度調(diào)整受諸多因素限制,且在實際生產(chǎn)中存在提不起速現(xiàn)象,所以上冷床溫度主要由穿水控制,使用穿水工藝可顯著提高鋼材強度,并細化晶粒。根據(jù)hall-petch 公式σS=σ0+Kd-1/2(其中σS為屈服強度,σ0為作用在位錯上的摩擦力,K 為系數(shù),d 為晶粒尺寸)可知,晶粒越細,鋼材強度就越高[3]。由于細晶強化對屈服強度的影響幅度比對抗拉強度的影響幅度大,故采用穿水工藝細化晶粒的方式會使得強屈比降低。為了得到較好的強屈比,在生產(chǎn)中主要通過提高上冷床溫度來使晶粒長大,可有效減小細晶強化帶來的不利影響。在實際生產(chǎn)中發(fā)現(xiàn)負差對強屈比亦有影響,負差做大后屈服強度的下降值大于抗拉強度的下降值,故在因屈服強度偏高導(dǎo)致強屈比偏低時,可通過增大負差來達到提高強屈比的目的。
2.4 鋼材氣體含量分析
通過表4 可明顯看出,鋼材w(O)大體一致,w(N)與屈服強度成正相關(guān),w(N)越高,屈服強度就越高。w(N)增加65×10-6,可使屈服強度增加40 MPa 左右,抗拉強度增加25 MPa 左右,對強屈比而言有變小的趨勢。w(N)偏高時,V 的析出強化和細晶強化作用更加明顯。因此w(N)對鋼材的強度影響很大,且這種影響不能通過后期軋鋼調(diào)整工藝來補救。為提高強屈比,使得鋼筋有良好的抗震性能,煉鋼時必須對合金源頭加以控制,減少出鋼環(huán)節(jié)吸氮現(xiàn)象,降低鋼種夾雜物數(shù)量,做好保護澆鑄,降低鋼坯中w(N)。
3 結(jié)論
1)導(dǎo)致HRB500E 抗震鋼筋強屈比不足的原因主要是穿水工藝帶來的細晶強化和熔煉合金帶來的析出強化,兩者在提高鋼材強度的同時亦降低了強屈比,在實際生產(chǎn)中應(yīng)充分考慮成分、軋制工藝、性能等多種因素及其相互作用對鋼材性能結(jié)果的影響。
2)生產(chǎn)中鋼材性能富足較大時,可通過適當(dāng)提高上冷床溫度、終軋速度和增大負差來提高鋼材屈強比。
3)煉鋼環(huán)節(jié)必須保證w(N)的穩(wěn)定,從而確保鋼材性能穩(wěn)定。
