容器試件機器人焊接工藝設計及其路徑規劃
2022-09-27 12:17:40耿祥,楊芳
內燃機與配件 2022年15期
0 前言
容器試件由于工件復雜,包含不同焊接位置,施焊時,焊縫對于施焊者的相對空間位置,有平焊、橫焊、立焊和仰焊等位置。平焊最易保證焊接質量,其次橫焊,再次是立焊,仰焊最難保證質量。不同焊接位置、不同接頭形式、不同材料及板厚焊接的難易程度是不同的,本文針對立悍、橫焊焊接位置機器人焊接工藝設計及路徑規劃,著重解決機器人實現全位置焊接的難題,對于實現高效的機器人自動化焊接意義重大
。
1 焊接性分析
試驗材料選用Q345B低合金高強度鋼,其化學成分如表1所示。碳當量Ceq=C+Mn/6+Ni/15+Cu/15+Cr/5+Mo/5+V/5 ,計算Ceq=0.49%,由碳當量稍大于0.45%可推測,Q345B鋼焊接性很好,在焊接時需遵循正確的焊接工藝規范。
“沖啊!”夏國忠和他的戰士們發出排山倒海的吼聲,狂風一般向敵人的江岸陣地撲去。一時間,敵人的江岸陣地上槍聲,手榴彈的爆炸聲響成一片。很多日軍還在睡夢中沒有醒來,就赤身祼體下了地獄。

2 焊接工藝設計
焊接方法采用常用的MAG焊,與二氧化碳氣體保護焊相比具有電弧穩定,熔滴過渡穩定,焊接飛濺少,焊縫成形美觀等優點。立向焊接的熔滴過渡形式適合采用短路過渡,在短路過渡過程中,電流產生的磁力場是主要的影響因素。電極前端的熔融部分逐漸變成球狀并增大形成熔滴,與母材熔池里的熔融金屬相接觸,借助于表面張力向母材過渡。短路過渡在采用低電流和較小焊絲直徑的條件下產生,適合于直徑為1.2mm焊絲的焊接。短路過渡易形成一個較小的、迅速冷卻的熔池,適合于立焊位置焊接
。
當把行李和牙具放到早已安排好的房間里的鐵床上時,猴子一手提壺,一手端著茶杯,把她領了進來,又彎腰又點頭,一會兒說原諒,一會兒說包涵——哼,可讓他得了表現的機會。這是遺傳因子的作用,比他爸爸在上司面前八面玲瓏的本領還技高一籌。
3 結果分析
3.1 機器人對接立悍焊接工藝設計
對試樣進行編號,設置不同的組別,確定不同位置焊接焊工藝參數。具體參數設置見表2。

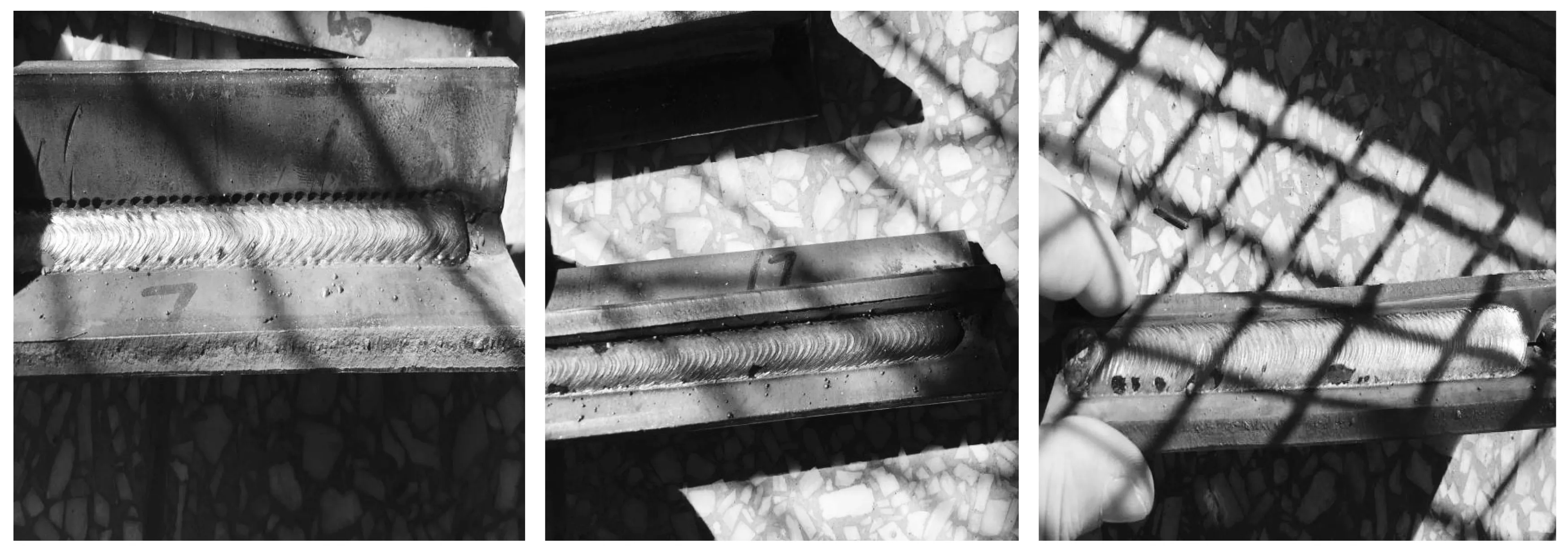
圖2是在焊接速度為0.25m/min、0.3m/min、0.35m/min,送絲速度為4m/min、4.5m/min、5m/min時所得焊縫成形宏觀形貌。由圖2a)我們可以看出(焊接速度0.25m/min、送絲速度4.5m/min),焊縫基本成型,但成型一般,中間鐵水沒有鋪開,余高過大。
盡管利妥昔單抗毒性較低,但不能降低EBV-PTLD的復發率,遠期效果不理想,且可能導致受者產生腫瘤溶解綜合征、長期B細胞缺乏所致的低丙種球蛋白血癥、腸穿孔、巨細胞病毒再活化等[18-19]
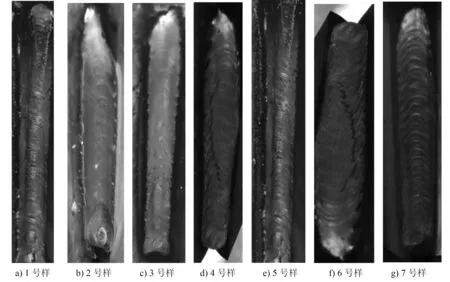
由圖2e)-g)為焊接速度0.35m/min,送絲速度分別為4m/min、4.5m/min、5m/min時所得焊縫成形宏觀形貌,在圖2a)-d)基礎上,增加了擺動焊接及左右延遲時間,由圖我們可以看出。5號焊縫由于擺幅太小,熔融金屬沒有完全鋪開,成形不好,熔寬不均勻。6號焊縫由于焊接速度增加,偏轉大,焊縫沒有魚鱗紋且寬窄不均,7號焊縫成形好,左右延遲時間得當,兩邊熔合情況優。
第一天明清史的課,我就遲到了,我偷偷從教室后門遛進去,坐到最后一排。在階梯教室里,坐我前面的是一男一女,女生嘰嘰喳喳找男孩說個不停,不過看得出他似乎并不愿意搭理她。我輕輕地拍了一下前面那個女生,“同學,請問教授講到哪里了?”
PTP HOME Vel = 100% DEFAULT
在送絲速度不變的情況下,改變焊接速度來分析其對焊縫成形的影響。由圖2a)、c)、e)可以看出,隨著焊接速度的增加,相對于送絲速度,焊縫的寬度減小速度更快。因為焊絲的熔化速度基本相同的情況下,焊接速度越快,單位面積的焊絲熔化量越小。焊接速度越小,魚鱗紋越細密而且美觀,但是鐵水不容易淌開,當焊接速度增大到一定范圍時,魚鱗紋更美觀,而且焊縫比較飽滿,焊縫成形更好。
ARCOFF WDAT2 LIN P3 CPDAT3 Tool[1] :tcp Base[0]
3.2 機器人角接橫悍焊接工藝設計
在教學過程中注重節奏創作,提高音樂創作能力也很重要。在音樂教學中,節奏創作是一個十分重要的環節,這不僅能夠鍛煉幼兒的創作能力,也能夠讓幼兒感受到創作的成就感,讓幼兒喜歡音樂,喜歡聲勢教學這種教學方法。節奏創作是令幼兒能夠清楚理解音樂的一個重要環節。在幼兒進行創作時,教師要鼓勵幼兒,幫助幼兒提高音樂的創作能力。
PTP HOME Vel = 100% DEFAULT
由圖2b)-d)為焊接速度0.3m/min,送絲速度分別為4m/min、4.5m/min、5m/min時所得焊縫成形宏觀形貌,由圖我們可以看出。2號試樣焊縫成形尚可,起弧收弧段成形一般。3號焊縫成形美觀,魚鱗紋也較為明顯,但由于送絲速度增大后,余高偏大。4號焊縫由于送絲速度增大到5m/min后,熔融金屬量增大,焊縫寬度變大,并有下淌趨勢,左右邊熔合情況不好。
LIN P4 Vel= 2m/s CPDAT3 Tool[1]:tcp Base[0]
ARCON WDAT1 PTP P2 Vel = 100% PDAT2 Tool[1] :tcp Base[0]
由試驗可知,立悍工藝設計時盡量避免熔合不夠現象的出現,未熔合現象是指在焊縫金屬和母材之間或焊道金屬之間未完全熔化和結合的部分。造成未熔合的原因有:焊接電流過小、速度太快造成熱輸入不夠;焊槍角度不合理或焊槍沒有充分擺動;層間溫度太低;工件太厚;坡口形狀不合理、有死角;工件坡口及附近、層道間有氧化膜、油污;焊接時流入熔渣妨礙了金屬間的熔合;或存在磁偏吹等。未熔合使焊縫承載面積減小,不能承受較高的靜載荷,引起的應力集中大,在一定條件下可能成為脆性斷裂的裂紋源,其危害性僅次于裂紋;為避免出現未熔合,需選擇合適的焊接參數和焊槍角度;層間溫度合理;厚板進行預熱;坡口尺寸設計合理、避免死角;坡口及附近、層道間的污物和氧化膜清理徹底,并避免出現溝槽;減少磁偏吹
。
LIN P1 Vel = 2 m/s% CPDAT1 Tool[1]:tcp Base[0]
機器人角接橫悍焊接工藝設計試驗,將工件裝夾至工作臺上,焊槍位置調整至與焊縫成45°角位置。用機器人操控面板編寫焊接程序并使用預定的參數進行試驗。具體的編程如下:
部領導矯勇、董力、胡四一、劉寧、蔡其華、周學文,長江水利委員會主任劉雅鳴、黃河水利委員會主任陳小江,武警水電指揮部副司令員李貴,水利部總工程師汪洪出席會議。矯勇作總結講話,董力就加強水利基層黨風廉政建設講話,周學文作《水利部關于深化水利改革的指導意見(討論稿)》的說明。
由圖2可以看出,在焊接速度為0.35m/min時,調節送絲速度焊縫成形較好。由圖2b)-d)可以看出,隨著送絲速度的增加,即焊接電流的加大,焊縫的熔深和寬度也在增加。原因是焊接電流增加,焊絲熔化量也在增加,焊接線能量也在增加。反之,送絲速度越小,熔深越小,焊縫也越窄。
氣體流量為14L/min,焊絲干伸長度為12mm,焊槍傾角為45°,焊縫厚度為5mm,直接進行蓋面焊接,表3為機器人角接橫悍焊接工藝參數表,圖3為機器人角接橫悍焊接成型宏觀形貌。
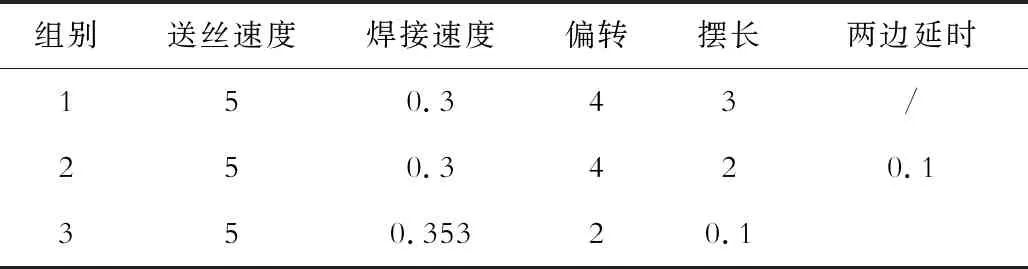
如圖3可知,1號使用參數為送絲速度5m/min,焊接速度為0.3m/min,偏轉為4、擺長為3,兩邊沒有加延時時間進行試驗,結果發現,焊縫上部有很深的咬邊。2號使用的參數為送絲速度5m/min,焊接速度為0.3m/min,偏轉為4、擺長為2,增加兩邊加延時時間,兩邊延時各為0.1s進行試驗,結果發現,焊縫成形美觀,焊縫飽滿,魚鱗紋比較明顯,也解決了1號的咬邊問題。但是,焊縫厚度太大,說明擺動幅度太大,熔融金屬太多。3號試樣增加焊接速度,減少擺動幅度,焊接工藝參數為送絲速度5m/min,焊接速度為0.35m/min,偏轉為3、擺長為2,兩邊各停留0.1s進行試驗,結果發現,解決了前面所有的問題而且焊縫成形美觀。
經過試驗與分析可得,送絲速度太小,焊接速度太快的情況下,由于焊絲熔化量跟不上焊接速度,導致角焊縫會出現咬邊的情況,為解決角焊縫在擺動焊接下出現兩邊咬邊問題,一方面需要在兩邊加入延時時間,另一方面需要匹配好送絲速度與焊接速度之間的關系;送絲速度太大導致焊縫成形不好,中間鐵水量太多導致焊縫下垂,解決焊縫厚度問題,加快焊接速度,減少擺動幅度均可以降低焊縫厚度。在焊接速度在0.3m/min,送絲速度在5m/min,偏轉為4、擺長為2,兩邊延時各為0.1的時候,均滿足上述條件,焊接效果最好,焊縫飽滿度很好,焊縫成形也最好。所以,在焊接角焊縫時,應該在這個參數范圍內進行調節,得到最佳工藝參數。
由試驗可知,咬邊是指沿著焊趾,在母材部分形成的凹陷或溝槽,是由于電弧將焊縫邊緣的母材熔化后沒有得到熔敷金屬的充分補充所留下的缺口。咬邊是由于電弧熱量太高(如電流過大、速度太慢等);電弧過長;焊槍角度不合理、擺動不合理;焊接順序不合理等都會造成咬邊;直流焊時電弧的磁偏吹也會造成咬邊;某些焊接位置(立、橫、仰)會加劇咬邊。咬邊減小了母材的有效截面,降低結構承載能力;引起應力集中,產生疲勞裂紋;當這些缺陷與結構中的高殘余拉應力區或熱影響區中粗大脆化晶粒區相重疊時,常會引發脆性不穩定擴展裂紋,故在重要的或承受動載荷的結構中,一般不允許咬邊存在,或咬邊值有限制。選擇合適的焊接熱輸入、電弧長度、正確的焊槍角度和擺動;合理的焊接順序;減小或避免磁偏吹;盡量采用平焊等措施都可以防止咬邊
。
4 機器人焊接路徑規劃

微生物接種劑在農業領域應用技術已逐步成熟,廣泛應用于多種牧草、糧食作物、蔬菜和中草藥等領域。研究表明,大豆植株接種根瘤菌和假單胞菌,大豆磷含量、鐵離子含量分別提高了88.9%、115.7%,且其全碳、全氮和豆血紅蛋白的含量以及根瘤數目均有增加[1]。Abbasi等[2]從小麥根際分離出具有分泌IAA功能的細菌并接種于小麥根際,發現該菌對小麥促生效果明顯,給辣椒接種芽孢桿菌(Bacillus)后辣椒產量和次生代謝產物(包括吲哚乙酸、鐵載體和幾丁質酶)含量均可增加[3]。



5 結束語
機器人焊接質量首先取決于人的焊接質量意識,其次是機器人自身精度,弧焊包的功能,原材料質量,下料精度,組對精度,工裝夾具的合理設計,焊接工藝與機器人焊接路徑、姿態的匹配。焊接工藝與機器人焊接路徑、姿態是得到優質焊縫、焊接生產效率高、生產成本低產品的關鍵。
[1]劉大勝,李慶杰,曲道奎.焊接機器人的發展現狀與趨勢[J].機械工人.熱加工,2001,(9): 6-7.
[2]宋天虎,張軍.關于中國焊接機器人發展的粗淺思考[J]. 焊接. 2014(08).
[3]王宗杰 熔焊方法及設備[M]. 北京:機械工程出版社.
[4]李慨,張庭.基于視覺傳感器的移動焊接機器人測控系統[J].中南大學學報(自然科學版),2011,42(04):1050-1055.
[5]周振豐.金屬熔焊原理及工藝:北京:機械工業出版社,1981.
[6]胡繩蓀,王明建,申俊琦等.J形坡口焊接機器人運動控制系統設計[J].天津大學學報,2014,47(04):371-376.
[7]吳九澎主編.焊接機器人實用手冊[M].2014.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24