人機界面典型故障維修及升級改造方法研究
2022-09-27 06:14:02張金龍蔡宇安
設備管理與維修 2022年17期
張金龍,蔡宇安
(陜西重型汽車有限公司,陜西西安 710200)
0 引言
人機界面(Human Machine Interface,HMI)常被大家稱為“觸摸屏”,是利用顯示屏顯示,通過輸入單元寫入工作參數或輸入操作命令,實現人與機器信息交互的數字設備。連接的主要設備種類是PLC,也可以連接交流變頻器、直流調速器、儀器儀表等工業控制設備。壓力機是通過電機帶動滑塊做直線往復運動,對坯料進行成形加工的鍛壓機械。壓力機因其動作平穩、工作精度高、生產效率高,易于實現機械化、自動化,廣泛應用于汽車制造業。人機界面因其能實現強大的控制和顯示功能大量應用在壓力機中,人機界面通過數據通信線與PLC 連接,安裝在壓力機的操作面板上(圖1)。

圖1 壓力機的操作面板人機界面
生產工人通過人機界面設置壓力機的各種設備運行參數、查看設備各部位操作運行條件、調用模具參數、分班次工件計數等;設備維護人員通過查看人機界面設備運行實時參數、I/O 點通斷情況、故障報警記錄等,提高了設備巡檢、維護保養的便利性。人機界面是壓力機的核心部件,由于壓力機滑塊上下往復運動頻次高、振動大,長期運行中人機界面可能會出現一些故障,造成壓力機停機。對于進口人機界面,車間設備維護人員一般沒有自主維修和改造升級的經驗,大多都是采取采購新備件進行更換,或者尋求廠家上門服務,導致設備停機的時間較長,花費較大。對此現狀存在的反思:
(1)壓力機在用的人機界面廠家主要有西門子、三菱、歐姆龍、富士、Pro-face、光洋等,都屬于高價值進口備件,而且數量多,基本上單價都在1 萬元左右,采購成本高、周期長。面對損壞的人機界面,除了采購新備件對其更換,維護人員需要提升自主維修能力,實現修舊利廢再利用,降低設備維護成本。
(2)隨著時代的發展,工業自動化水平的提高,人機界面迭代速度較快。當原有型號的人機界面停產無法采購時,新型的人機界面無法直接使用,在程序文件版本和通信接口上與原有的都不一樣,這時就需要對原有的人機界面進行系統升級改造。廠家上門服務收費通常都在5000 元左右。除了依靠廠家,維護人員應具備實現自主系統改造升級的能力。
以汽車制造行業沖壓設備壓力機在用的人機界面為例,詳細介紹人機界面典型故障維修及升級改造方法,對設備維護人員更好的掌握人機界面,實現自主維修及升級改造,降低設備維護成本提供一些幫助。
1 人機界面介紹
人機界面產品由硬件和軟件2 部分組成(圖2),硬件部分包括處理器單元、顯示單元、輸入單元、通信接口、數據存儲單元等。人機界面軟件分為兩部分,即運行于人機界面硬件中的系統軟件和運行于電腦Windows 操作系統下的畫面組態軟件。不同廠家的人機界面硬件會使用不同的畫面組態軟件,應用前都必須先使用人機界面組態軟件制作工程文件,再通過電腦和人機界面產品的串行通信口連接,把編制好的工程文件上傳到人機界面中運行。
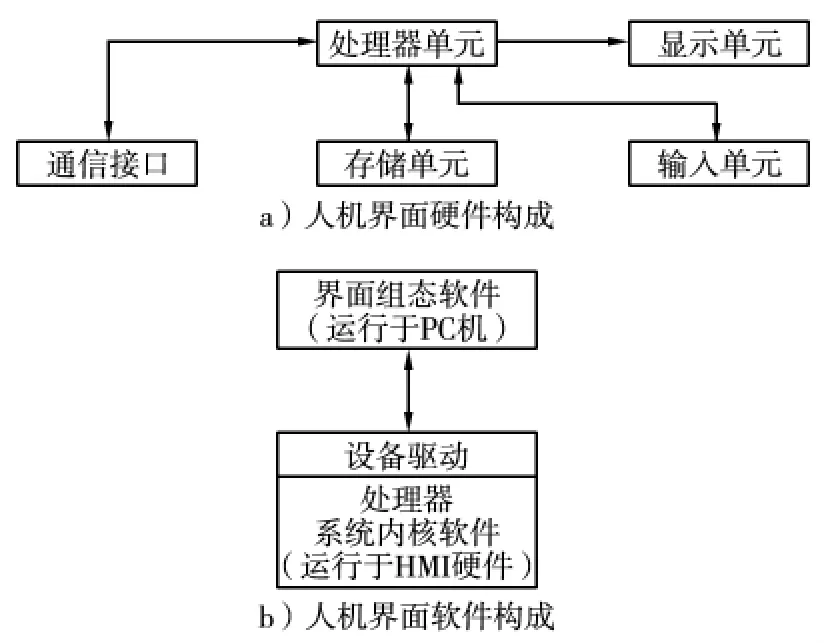
圖2 人機界面的構成
人機界面觸摸屏分為電容屏和電阻屏,面對各種復雜的使用環境,用戶可以根據自己使用需求選擇適合的觸摸屏。
電阻屏與電容屏主要是區別在于:電容屏是人體靜電驅動原理,在觸摸屏幕時由于人體電場,手指與導體層間會形成一個耦合電容,四邊電極發出的電流會流向觸點,而電流強弱與手指到電極的距離成正比,觸摸屏控制器會計算電流的比例及強弱,準確算出觸摸點的位置。電容屏可以實現多點觸控技術,精度較高、成本也相對較高,多運用在商用顯示產品、自助終端產品;電阻屏是作用力驅動原理,當手指接觸屏幕時,兩層ITO 發生接觸,電阻發生變化,控制器根據檢測到的電阻變化來計算接觸點的坐標。電阻屏不能實現多點觸控,但相對于電容屏的優勢有:①電阻屏適合工業環境比較惡劣,灰塵多,溫差大的環境;②電阻屏能夠用任何物體來觸摸,適用于一些需要戴手套操作的工業使用場景;③電阻觸摸屏的精度只取決于A/D 轉換的精度,而且比較省電,性價比高。壓力機因其工作環境,人機界面的觸摸屏通常選用電阻屏。
2 人機界面典型故障維修
人機界面常見的故障現象及維修方法:
(1)屏幕黑屏,屏幕上的信號燈不亮:此故障主要出現在交流110 V 或220 V 供電的人機界面上,故障原因大多為人機界面內部直流電源模塊燒壞,此直流電源模塊(圖3)的作用是將交流110 V 或220 V 電壓轉變為直流12 V 或24 V 給人機界面主板供電。屏幕上的信號燈不亮,說明主板沒電,更換直流電源模塊(圖4)即可修復。
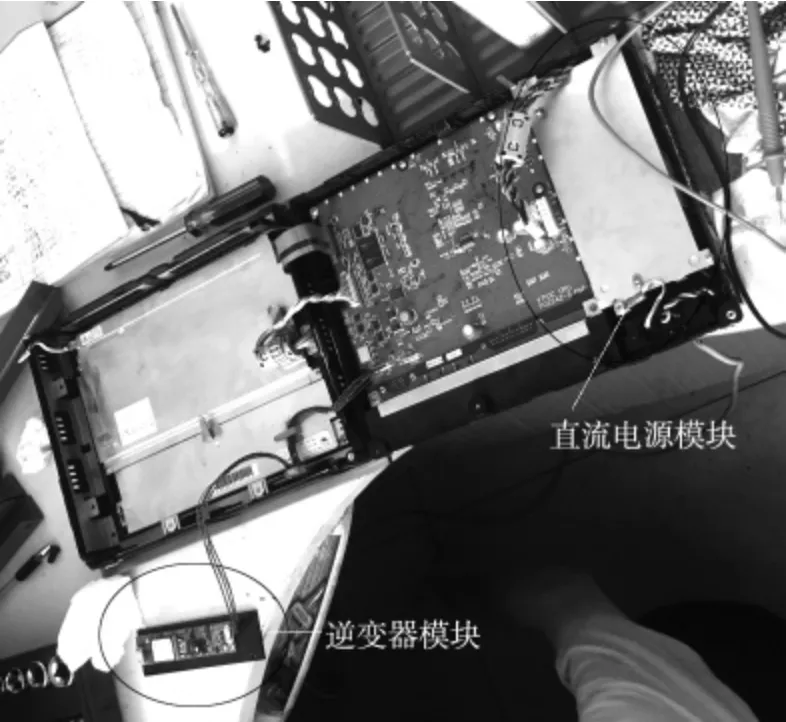
圖3 人機界面內部模塊位置

圖4 人機界面內部直流電源模塊
(2)屏幕黑屏,屏幕上的信號燈綠燈亮:此故障在交流110 V或220 V 和直流24 V 供電的人機界面上都會出現,故障原因大多為觸摸屏內部逆變器模塊燒壞,此逆變器(圖5)的作用是將人機界面主板出來的直流電壓轉變為交流電給人機界面的屏幕供電,以此點亮屏幕。屏幕不亮,屏幕上的信號燈亮綠燈,說明主板及通信都正常,只是屏幕沒電所以不亮,此時更換逆變器模塊即可修復。
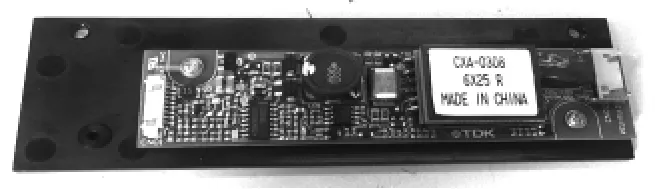
圖5 人機界面內部逆變器
(3)屏幕亮,屏幕信號燈為紅燈且閃爍:一般為通信故障,檢查人機界面內部、外部接線是否有松動,或者接線是否正確。
(4)屏幕亮,屏幕信號燈為綠燈,但是屏幕觸摸不靈敏或者沒反應:一般原因為觸摸屏內部進灰塵或者油污了,打開觸摸屏清潔內部灰塵或者油污即可。對于觸摸點擊位置出現偏移的情況,可以進入系統設置進行屏幕校準。
(5)屏幕花屏:觸摸顯示屏出現花屏現象一般是因為屏幕排線與觸摸屏主面板的接觸不良造成,針對這類問題通過重新插拔排線即可解決;對于液晶屏硬件老化造成的花屏,只需更換內外屏后即可以解決問題。
3 人機界面升級改造
人機界面升級改造一般有以下3 個步驟:
(1)將原有舊人機界面內的程序文件通過電腦下載下來,需要舊人機界面對應版本的編程軟件和數據線。
(2)將下載下來的人機界面程序文件通過電腦上傳到新型升級的人機界面里,需要新人機界面對應版本的編程軟件和數據線。有的廠家的人機界面程序文件還需要經過文件版本轉換后才能上傳,需要注意。對于設置有密碼的人機界面程序文件,需要輸入密碼才能完成上傳、下載。同時在人機界面程序文件中對于關鍵的系統參數設置可設置密碼保護,提升安全級別。
(3)將新人機界面安裝接線上電調試,設置通信接口與PLC進行通信。有的人機界面升級后通信接口與之前不一樣,比如之前是25 孔的插頭,現在變成9 孔的插頭,這時就需要一根轉換接頭線進行轉換,要注意轉換接頭接線正確才能實現通信成功,否則會報通信故障。
舉例來具體說明人機界面升級改造的方法。沖壓車間一臺臺灣金豐生產的400T 機械壓力機,配置的是日本Pro-face GP2500 系列人機界面,電源供電為直流24 V,在一次作業過程中滑塊運行至下死點區域附近時人機界面突然黑屏,機床操作面板依然有電,壓力機停機。經檢測,故障為人機界面損壞。因Pro-face GP2500 系列的人機界面早已經停產,現升級后型號為GP 4500 系列,GP 4500 系列人機界面與GP2500 系列在程序文件版本和通信接口上都不一樣,需要進行升級改造后才能投入使用,升級改造的步驟具體如下:
(1)準備工作。需要準備的工具如圖6 所示。
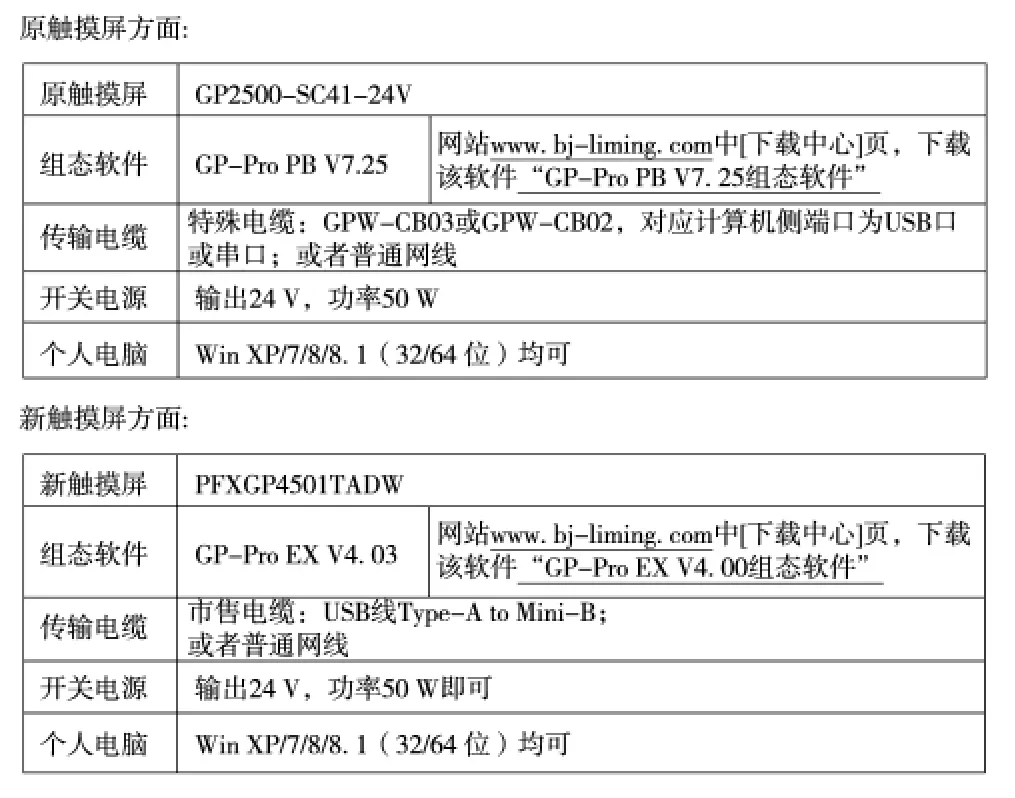
圖6 人機界面升級需要的準備
(2)軟件安裝。在上述網站下載GP-Pro PB V7.25 軟件和GP-Pro EX V4.03 軟件后,參照文檔說明進行安裝。
(3)原人機界面程序文件下載。先將GP2500S 觸摸屏和已成功安裝好組態軟件的電腦使用傳輸電纜GPW-CB03(或者GPWCB02)連接起來,上電啟動觸摸屏。打開組態軟件GP-Pro PB V7.25,工程管理器界面如圖7 所示,選擇“傳輸”下拉菜單里的“接收”,設置讀取程序的保存位置,并為其設置好文件名稱后,保存即可。

圖7 GP-Pro PB V7.25工程管理器界面
(4)程序文件轉換。舊觸摸屏程序(程序名.prw)必須經過轉換才能為新觸摸屏(程序名.prx),這里需要用到程序轉換工具Project Converter(圖8),該工具在安裝組態軟件GPProEX 4.03 時已經被自動安裝。
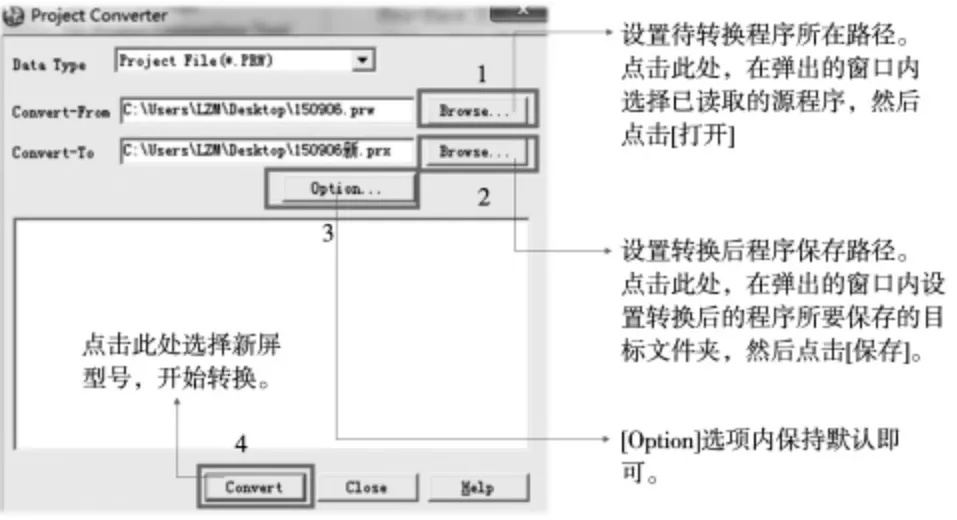
圖8 程序轉換工具
(5)將轉換后的程序文件上傳到新人機界面中。將電腦與新觸摸屏GP4501TW 通過USB 線連接。新程序文件處理完成后,點擊打開傳輸工具,傳輸設置,通信端口選擇USB,點擊發送工程開始程序傳輸,中間若提示是否全部傳輸,選擇“是”,待其傳輸結束即可。
(6)升級后的新人機界面上級試機。完成程序文件上傳后,將升級版的GP4501TW 人機界面上機測試,如果通信正常將會顯示如圖所示畫面,信號燈為綠燈常亮,人機界面畫面有設備實時參數顯示,運行正常(圖9)。

圖9 人機界面顯示正常
4 人機界面升級改造的關鍵節點及注意事項
升級換型時需要注意,GP2500S 等舊觸摸屏一般通過25P針型的COM1 口通信;GP4501TW 等新觸摸屏COM 口為9P 針型口,舊的通信電纜無法適用。
有2 種解決方案:
(1)更換新的通信電纜,以適配新通信口。這種方法需要重新走線,成本高、工作量大,一般不采用。
(2)依然使用舊電纜,再外加一根轉接線。轉接線的接線如圖10 所示,線序不能接錯,否則會出現通信故障。插線時一定要確認是COM1 或COM2 端口,與軟件設定一致。

圖10 轉換線接線方法
5 結束語
人機界面在工控領域廣泛應用,但因其結構復雜、升級換代較快、采購成本較高,使用有一定技術難度,維護成本較高。面對困難不要害怕,要敢于技術攻關,要有敢于挑戰的心態,只有了解人機界面的結構和原理、人機界面編程軟件的應用、人機界面與PLC 的通信,才能更好的掌握人機界面,實現自主維修及升級改造,降低設備維護成本。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
汽車維修與保養(2019年7期)2020-01-06 03:30:42
人大建設(2019年12期)2019-05-21 02:55:44
電子制作(2018年11期)2018-08-04 03:26:08
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
汽車維護與修理(2016年10期)2016-07-10 08:17:41
工業設計(2016年12期)2016-04-16 02:52:00
中國衛生(2015年3期)2015-11-19 02:53:32
汽車維修與保養(2015年6期)2015-04-17 03:31:50
