熱軋步進式加熱爐步進機械典型故障分析與改進
2022-09-27 06:14:10高曉峰張衛強
設備管理與維修 2022年17期
關鍵詞:機械
高曉峰,張衛強
(首鋼京唐鋼鐵聯合有限責任公司,河北唐山 063200)
1 步進機械
步進梁式加熱爐是單塊模式軋制板坯的熱軋帶鋼生產線的核心設備之一,主要結構包括爐底步進機械、爐體鋼結構(上部鋼結構、下部鋼結構、爐頂和爐體鋼結構)、空煤氣管道系統、汽化冷卻系統、水冷系統、液壓系統、燃燒系統、爐體砌筑等系統組成[1];功能是冷裝25 ℃、熱裝>500 ℃的板坯在爐內加熱到1300±20 ℃的軋制溫度,布料方式分為雙排布料(短尺)和單排布料(長尺)。由裝鋼機把裝鋼輥道輸送過來的板坯裝入爐內水梁裝料端,由步進機械把爐內板坯由加熱爐裝料端輸送到出料端,再由出鋼機把加熱到軋制溫度的板坯從爐內水梁出料端托出在出鋼輥道上。位于爐底的步進機械主要是用來支撐安裝在平移框架的水梁立柱及爐內的板坯,并使板坯在爐內沿爐長方向做步進移動的設備。步進機械為斜坡滾輪、雙層框架、大輪距結構,由提升裝置、平移裝置、定心裝置組成,提升運動及平移運動均采用液壓傳動方式。提升裝置包括斜坡臺面、提升滾輪、提升框架、平移滾輪、提升液壓缸等,其中提升液壓缸與提升框架連接,通過提升液壓缸驅動擱置在斜坡臺面上的提升框架,使裝在提升框架下部的提升輥輪沿斜坡臺面滾動,實現步進梁的升降動作;步進梁升降時,平移液壓缸處于靜止狀態。平移裝置包括平移框架、平移液壓缸、安裝在平移框架上的爐內水冷立柱及水封槽組成,其中平移液壓缸與平移框架連接,通過平移液壓缸驅動支撐步進梁的平移框架,使它在提升框架上部的兩排平移輥輪上做平移運動;步進梁平移時,提升液壓缸處于靜止狀態。提升定心裝置包括安裝在基礎上的定心輪和安裝在提升框架上的與斜坡臺面角度相同的底座,并且兩者間隙一般控制在0.5 mm。水平定心裝置包括安裝在平移框架上的定心輪和安裝在提升框架上的水平底座,并且兩者間隙一般控制在0.5 mm。由于步進機械的升降運動和水平運動均采用液壓傳動方式,因而運行平穩,可靠性高,安裝調試方便,利于設備維修。
2 步進流程
板坯在爐內正常運送情況下,步進機械采用“正循環”操作,即上升、前進、下降、后退動作,使板坯向出料端移動。為了保溫或處理短時間事故,防止板坯彎曲和出現黑印,步進機械采用“踏步”操作,板坯只作上、下運動,但這種操作過多會使板坯在爐內橫移量增加,應控制這種操作方式的時間和次數,一般采用步進機械“上升等待”操作。當軋機出現事故和長時間停爐時,需要將板坯由出料端側退到裝料端爐外時,步進機械采用“逆循環”操作。板坯在加熱爐的步進梁上,步進梁前進并加熱,當加熱至規定溫度的板坯在受到激光射線(LS)檢測時,步進機械走完水平行程后停止,此時由板坯出鋼機將板坯托出放到出料輥道上即完成一個出鋼周期。步進機械操作方式有正循環、逆循環、踏步和上位等待4 種基本操作,控制方法具有手動(單獨動作)和自動操作。由于具備以上基本操作方式,板坯在爐內在爐長方向從裝料端進入到出料端出去,在爐寬方向,需要嚴格控制跑偏量。原因為爐內板坯運行整體偏移,鋼坯在爐內運行中有鋼坯端面剮蹭爐墻的現象[2]。
某熱軋2250 mm 生產線共設置4 座加熱爐,主軋線及1#加熱爐同時投入使用,2#、3#、4#爐隨著主軋線調試進度按照2 個月的間隔周期陸續投入使用。1#加熱爐在設備安裝、耐材砌筑施工結束后,首先需要測試板坯在裝鋼側及出鋼側的橫向跑偏量,合格后點火烘爐約1 個月時間,然后隨著主軋線的調試工作安排,為主軋線提供高溫板坯。
加熱爐的步進機械裝置,采用斜坡滾輪結構,提升滾輪及平移滾輪直徑均為1200 mm,各20 套(圖1~圖4)。斜坡臺面傾角為11.5°,提升液壓缸缸徑320 mm,桿徑220 mm,行程1150 mm,工作壓力15 MPa,共4 套。提升液壓缸無桿腔一端固定設置在斜坡臺面并使用銷軸連接,缸頭通過銷軸與固定在提升框架上的支座連接,傾角與斜坡臺面同為11.5°。平移液壓缸缸徑280 mm,桿徑180 mm,行程700 mm,工作壓力15 MPa,共1 套,水平布置。平移液壓缸耳軸固定在基礎上的底座上,缸頭通過銷軸與固定在平移框架上的支座連接。提升定心裝置設置4 套,平移定心裝置設置4 套。

圖1 步進機械主視圖

圖2 步進機械俯視圖

圖3 步進機械側視圖

圖4 爐底步進機械矩形運動示意
步進機械上升下降行程200 mm,上升15 s,下降15 s。前進后退行程650 mm,前進10 s,后退10 s,步進周期50 s。在上升下降、前進后退的起點和終點,均有加速、勻速、降速的過程,但是垂直運動的速度曲線比水平運動的速度曲線復雜,多了一次中間減速運動,其目的是當步進梁接近固定梁時降低速度,使步進梁在取放鋼坯時平穩運行[3],實現板坯在爐內水梁上的輕托輕放。但是,此加熱爐有效長度50 900 mm,爐膛內寬度11 700 mm;最大板坯規格230 mm×2050 mm×11 000 mm,質量40 t。板坯由爐內裝料端到出料端,步進機械“正循環”次數為50 900÷650=78 次。
3 板坯跑偏原因分析及調整
在設備安裝結束,測試板坯跑偏的過程中,板坯在鋼輥道與在出鋼輥道時,兩個位置的板坯中心線與加熱爐爐長方向中心線差值為68 mm,即爐寬方向錯68 mm。步進式加熱爐橫向跑偏量≤有效爐長/1000,超出步進梁式加熱爐技術條件YB/T 018—2017《步進梁式加熱爐技術條件》標準。
(1)以加熱爐爐底中心標板為基準,使用經緯儀做90°轉角[4],在爐底確定步進機械爐長方向中心線的輔助平行線,掛出與步進機械中心線平行的細鋼絲線及兩端鉛垂線:①測量提升滾輪與步進機械輔助中心線的平行度,即提升滾輪兩端到鋼絲線的距離;②測量液壓缸中心與步進機械輔助平行線的平行度,即液壓缸兩端到細鋼絲線的鉛垂線的距離(圖5)。
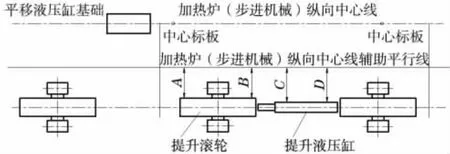
圖5 步進機械提升滾輪及提升液壓缸與步進機械中心線的平行度測量
(2)通過以上測量,板坯跑偏的主要原因為:安裝精度低,超出安裝標準。設備的縱、橫向中心線極限偏差、標高極限偏差、水平度或鉛垂度公差應符合YBJ 201—1983《冶金機械設備安裝工程施工及驗收規范》[5]各專業的規定,按照以下標準重新調整液壓缸、輥輪的安裝精度:①提升輥輪及平移滾輪與步進機械中心線的平行度公差0.5 mm/1000 mm;②提升液壓缸及平移液壓缸平行度公差0.5 mm/1000 mm;③提升滾輪及液壓缸與加熱爐橫向中心線距離偏差0.5 mm[5],符合標準,不做調整。
(3)調整方案。放置液壓千斤頂在提升滾輪兩側,稍微頂起提升框架,按照上述標準調整20 個提升滾輪與步進機械縱向中心線的平行度。放置液壓千斤頂在提升液壓缸缸頭支座一側,稍微頂起提升框架,按照上述標準調整4 套提升液壓液壓缸與步進機械縱向中心線的平行度。提升液壓缸調整前、后的安裝精度見表1、表2。
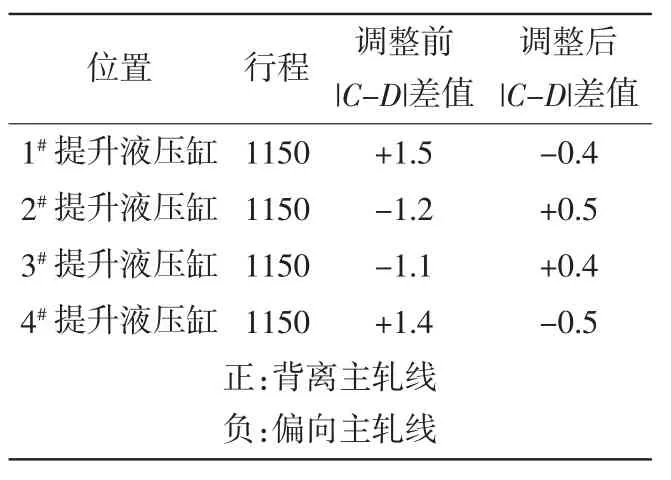
表1 液壓缸調整前、后的安裝精度mm
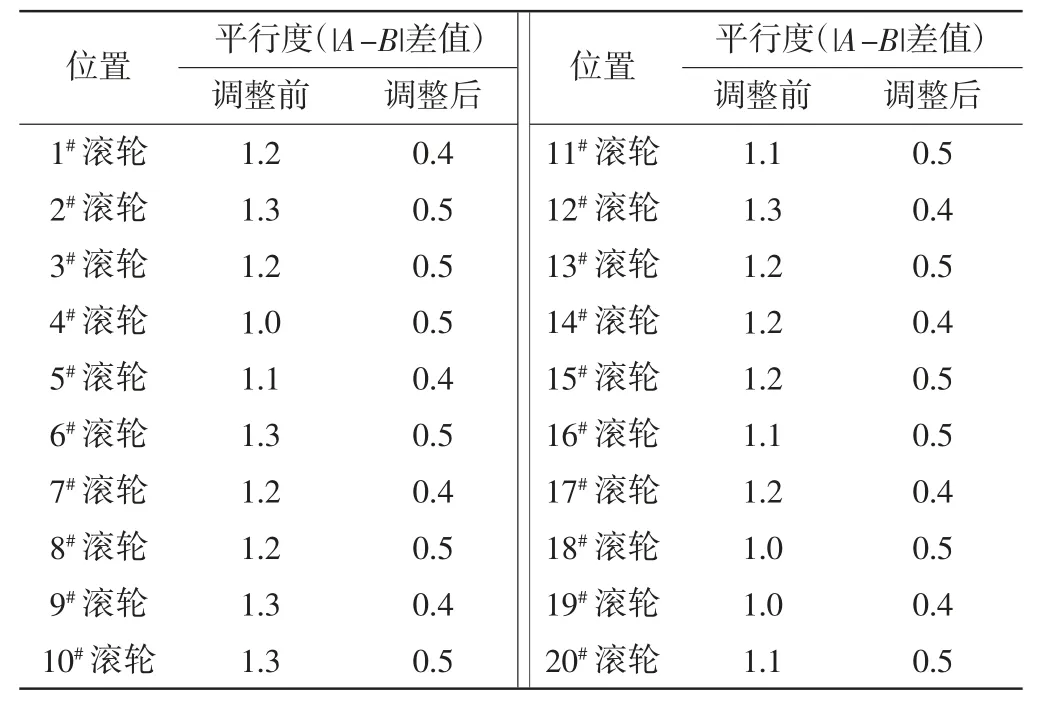
表2 提升滾輪調整前、后的安裝精度 mm/m
(4)提升滾輪也按照這種方法調整。
(5)提升定心裝置。固定在基礎上的4 套提升定心滾輪和固定在提升框架上的提升定心支座,兩者間隙全部調整為0.5 mm[6]。通過二次灌漿的定心輪底座上的長槽孔來調整定心輪的在爐寬方向的位置。
(6)平移定心裝置。固定在平移框架上的4 套提升定心滾輪和固定在平移框架上的平移定心支座,兩者間隙全部調整為0.5 mm。通過固定在平移框架上的定心輪底座上的長槽孔來調整定心輪的在爐寬方向的位置。
4 調整后的效果
通過以上步進機械提升滾輪及提升液壓缸、平移滾輪及平移液壓缸的調整,使用效果良好。隨著主軋線的調試進度,其余3 座加熱爐的爐底步進機械,在分段吊裝在斜坡臺面后,復測并調整與加熱爐縱向中心線的平行度,隨著爐體鋼結構、空煤氣管道系統、汽化冷卻系統、水冷系統、液壓系統、燃燒系統、爐體砌筑、裝出鋼爐門升降等系統的施工結束,測試板坯跑偏全部合格后,對加熱爐的點火烘爐等重要的施工節點沒有造成影響,并隨著主軋線的調試進度,提供合格出爐板坯。為熱軋步進式加熱爐步進機械裝置的設備安裝、調整提供了參考借鑒。
猜你喜歡
機械工程材料(2022年10期)2022-11-21 12:08:44
小學科學(學生版)(2021年9期)2021-11-02 05:26:46
電腦報(2020年35期)2020-09-17 13:25:53
當代工人(2020年8期)2020-05-25 09:07:38
電腦報(2019年40期)2019-09-10 07:22:44
建材發展導向(2019年13期)2019-08-24 06:37:40
電子制作(2018年14期)2018-08-21 01:38:14
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
筑路機械與施工機械化(2017年6期)2017-07-10 11:54:50
科技知識動漫(2016年8期)2016-07-29 20:40:09
