小麥粉在不同粒度下其面團及饅頭品質
2022-09-28 04:55:40林江濤孫靈靈岳清華
中國糧油學報 2022年8期
林江濤, 孫靈靈, 岳清華
(河南工業大學糧油食品學院,鄭州 450001)
小麥粉粒度通常是指小麥粉顆粒粗細程度,可以反映小麥粉加工精度,是評價小麥粉品質的一個重要指標[1]。在生產過程中,小麥粉粒度通常受小麥籽粒硬度、研磨強度、制粉工藝等條件影響[2,3]。小麥粉粒度影響小麥粉理化特性,從而對面團或面制品品質也產生一定影響。灰分、水分、白度、蛋白含量、濕面筋含量、降落數值等指標隨著粒度的不同而發生變化,破損淀粉含量隨著小麥粉粒度減小呈增加趨勢,且破損淀粉含量影響面團流變學特性、吸水率等指標[4,5]。孫創舉[6]、陳成等[7]研究發現粒度對淀粉糊化特性、面團發酵特性產生一定的影響,且當粒度適中時,面團面筋強度和持氣性能都較好,此時面團發酵效果最佳[8]。陳志成[9]指出當小麥粉粒度較大饅頭彈性增加但外觀品質變差,但當小麥粉粒度過小時饅頭體積偏小和感官評分較低,當小麥粉粒度50%大于88 μm時饅頭品質最好。蘇東民等[10]研究表明小麥粉粒度過大面條易斷裂且無光澤,但當粒度過細時,由于破損淀粉含量升高面條易發黏且蒸煮損失較高。Yamazaki等[11]研究發現小麥粉粒度顯著性影響餅干質量。Pullkki[12]和Miller等[13]研究發現中等粒度的小麥粉比較適合制作面制品。
目前,對小麥粉粒度的研究主要集中在通過改變研磨強度或篩分得到的不同粒度小麥粉組分之間的差異。同一小麥粉經過篩分得到不同粒度的小麥粉,但它們的胚乳部位可能是不同的,也就無法真正代表小麥粉粒度的變化。很少涉及通過控制小麥粉組分含量相同而單一的對小麥粉粒度引起差異的研究。通過不同的控制條件得到基本組分相同而粒度不同的小麥粉,研究不同粒度下其面團特性及饅頭品質的變化,以期為制粉和饅頭生產提供參考。
1 材料與方法
1.1 材料與儀器
中筋小麥粉。
MLU-202型布勒實驗磨,LFS型粉篩,SDmatic破損淀粉測定儀,BT-9300H激光粒度分布儀,MJ-Ⅲ型面筋數量和質量測定儀、MJZ型面筋指數測定儀,MicroMR-CL-I型核磁共振成像分析儀,F3流變發酵測定儀,CR-400型色差儀,TZ-XTPlus型質構儀,JHMZ200型針式和面機,JXFD-7型醒發箱。
1.2 方法
1.2.1 樣品制備
以小麥粉1M(心磨)磨上物為基礎粉,通過控制不同條件(低研磨強度下的研磨次數和篩網型號)獲得基本組分相同而粒度不同的小麥粉樣品,即使用實驗磨將基礎粉在低研磨強度下輕度研磨再進行篩分,把細顆粒篩分出來,將粗顆粒再次使用實驗磨在低研磨強度下研磨成細顆粒粉,直至不同篩上物含量小于2%,剩余的使用研缽手工進行研磨,直至分別全部穿過150、137、123、112、100、88 μm孔徑的篩網,依次得到6種不同粒度的小麥粉,分別用S150、S137、S123、S112、S100、S88表示。
1.2.2 小麥粉粒度分布測定
采用激光粒度分析儀測定小麥粉粒度分布,測定結果用D50表示。測定粒度范圍在0.1 μm~300 μm,測試過程中折光率應控制在10%~15%。
1.2.3 小麥粉色澤測定
小麥粉色澤的測定:采用色差計測定小麥粉的L*(白度值)、a*(紅綠值)、b*(黃藍值)。
1.2.4 基本理化特性測定
含水量:GB 5009.3—2016烘箱法;灰分:GB 5009.4—2016;破損淀粉:使用Sdmatic破損淀粉儀測定;濕面筋含量:GB/T 5506.2—2008;脂肪含量:GB 5009.6—2016。
1.2.5 面團水分分布狀態測定
稱取10 g小麥粉,加入粉質吸水率的75%的蒸餾水(分別為4.46、4.55、4.58、4.64、4.67、4.63 mL),用面筋儀和面3 min后,用保鮮膜裹住和好的面團,靜置4 min。稱取1.0 g面團并揉成2 cm細條。樣品測試過程參考黃美琳[14]實驗方法。測試參數:采樣點數為40 000,頻率為200 kHz,時間間隔為1 000 ms,累加次數為4。
1.2.6 面團發酵特性測定
面團制備:1.6 g酵母溶于粉質吸水率的76%溫水(分別為90.29、92.26、92.72、93.94、94.70和93.78 mL)中與200 g小麥粉于和面機中和面3 min。和好的面團壓片10次,稱取315 g放進發酵儀中進行測定。
測定參數:面團質量315 g,樣品上的配重2 kg,溫度30 ℃,測試周期3 h。
1.2.7 饅頭品質的測定1.2.7.1 饅頭制備
參照GB/T 35991—2018并略有改進。取200 g小麥粉,將1.6 g酵母溶于38 ℃的溫蒸餾水(小麥粉吸水率的76%),置于針式和面機中和面3 min。將和好的面團用壓片機輥壓10次趕氣,然后均分成3塊80 g的面團,手揉25次制成饅頭胚。將饅頭胚放置在濕度為(85±1)%、溫度為(30±1)℃的醒發箱中醒發25 min。醒發完成后放入不銹鋼蒸鍋中,電磁爐功率為1 800 W,蒸制20 min,燜1 min后取出饅頭,蓋上紗布冷卻1 h后測量。
1.2.7.2 饅頭比容和寬高比測定
饅頭比容:采用小米置換法測定饅頭體積,天平測定饅頭質量,體積與質量之比為比容。饅頭寬高比:使用游標卡尺測定饅頭直徑、高度,直徑與高度之比為寬高比。
1.2.7.3 饅頭色澤的測定
采用色差儀測定饅頭片的L*、a*、b*值。
1.2.7.4 饅頭質構特性的測定
用切片機將冷卻好的饅頭切成厚度為12 mm的薄片,采用P/36探頭測定中間三片的硬度、彈性、內聚性、膠著性、咀嚼性、回復性等指標[14]。測定參數為:壓縮比為50%,2次壓縮時間間隔3 s,測前、中、后速度分別為3、1、1 mm/s。
1.3 數據處理
所有數據最少進行2次平行實驗,實驗結果以“平均值±標準差”表示,用SPSS 25.0中Duncan法進行顯著性分析,Origin 2018軟件作圖。
2 結果與分析
2.1 小麥粉粒度分布
小麥粉粒徑大小通常與其加工精度密切相關,是衡量小麥粉質量的重要指標之一,同時對面制品品質有著重要的影響。采用激光粒度分析儀對小麥粉粒度大小進行表征,D50表示小麥粉累積粒度粒度分布數達到50%對應的粒徑大小。粒度越小意味著小麥粉穿過篩網孔徑越小。由圖1可以看出隨著篩網孔徑的減小,篩下物顆粒平均粒徑也顯著性減小,即小麥粉D50顯著性降低。即隨著小麥粉粒度減小,小麥粉粒度D50從120.84 μm降至73.64 μm,降低比例達39.06%,這主要是本研究制粉過程中研磨道數和篩網型號選擇不同所導致的。

圖1 小麥粉在不同粒度下的粒度分布
2.2 小麥粉色澤
小麥粉色澤是評價小麥粉品質的重要指標之一,反映面粉的質量和制粉精度。L*值代表明暗度,a*值正負分別代表偏紅和偏綠,b*值正負代表偏黃和偏藍。由表1可以看出,隨著粒度的逐漸減小,小麥粉的L*值顯著性增加,這與Wang等[15]研究結果一致。這可能是由于隨著小麥粉粒度減小其相對表面積增大,反光效果增強,從而使得白度增加[16];a*值無顯著性變化,而b*值顯著性降低。

表1 小麥粉在不同粒度下其色澤變化
2.3 小麥粉基本理化特性
小麥粉在不同粒度下其基本指標見表2。灰分常用于衡量小麥粉加工精度。隨著小麥粉粒度減小,水分含量在粒度為S112時最低,其灰分、脂肪含量無顯著性差異。破損淀粉是小麥胚乳在研磨過程中因受到熱損失或機械力的碾壓,完整淀粉顆粒的外層細胞膜被損傷而形成的。當小麥粉粒度減小時,破損淀粉含量顯著性增加,這與趙學敬[5]研究結果一致。這可能是由于小麥粉粒度越小粉碎的越徹底,淀粉顆粒被破壞的程度越高,從而導致破損淀粉含量升高[17]。濕面筋含量是影響小麥粉質量的另外一個重要因素。隨著小麥粉粒度減小,小麥粉濕面筋質量分數從31.24%降低到29.39%,且存在顯著性差異,這與文獻[18]的研究結果相一致,主要由于當小麥粉粒度發生變化時,醇溶蛋白和麥谷蛋白比例也發生變化導致的。
2.4 面團水分分布
表3為小麥粉在不同粒度下其面團水分弛豫時間T2及對應峰面積比例A2的變化。水分弛豫時間T2表示水分子與面團中組分的結合狀態,其對應的峰面積比例分別為A21、A22、A23,反映深層結合水、弱結合水和自由水所占比列,數值越大,表明該狀態下水分含量越多。由表2可知,小麥粉在不同粒度下形成的面團其T22、T23整體顯著性增加,說明隨著粒度減小,其水分子流動性越強,水分與蛋白、淀粉的結合能力降低。該研究結果與陳成[19]研究不同粒度系統粉中弛豫時間T22隨粒度減小整體呈增加趨勢的結果相反,可能是由于本研究在制粉過程中研磨方式與其不同導致的。小麥粉在不同粒度下形成面團其A21、A23顯著性降低,A22顯著性增加,說明不同粒度小麥粉面團中的深層結合水和自由水含量顯著性降低而弱結合水相對含量增加。這可能是由于粒度越小,增加了小麥粉遇水后與面筋蛋白吸水膨脹速度,導致水分與面筋蛋白與淀粉的結合程度增大,從而使弱結合水含量相對增加。
2.5 面團發酵特性
小麥粉在不同粒度下其面團發酵特性如表4所示。Hm表示面團最大膨脹高度,與饅頭比容正相關,當小麥粉粒度減小時,面團的最大膨脹高度先增加后降低,可能是由于小麥粉粒度較大時,面團內部淀粉顆粒吸水膨脹后,形成面筋網絡過于粗糙,氣孔分布不均勻造成的[20]。氣體釋放高度H’m和產氣總體積VT隨著小麥粉粒度減小呈先增加后降低趨勢,說明酵母在發酵過程中的產氣量先增加后降低,這與李方杰[20]的研究結果一致。隨著小麥粉粒度減小,面團開始漏氣時間TX和持氣率RC呈先增加后降低趨勢,且在樣品S123時TX 和RC最大,說明此時面團的耐發酵性能和持氣率最好。適當破損淀粉含量有利于發酵過程中糖分的產生,從而導致面團持氣率升高,開始漏氣時間延長。在樣品S123時,面團耐發酵特性較好、產氣能力強、持氣率最高,較適合做發酵型面制品。

表2 小麥粉在不同粒度下基本理化特性

表3 小麥粉在不同粒度下其面團水分弛豫時間T2及對應峰面積比例的變化

表4 小麥粉在不同粒度下其面團發酵特性變化
2.6 粒度對饅頭特性的影響
2.6.1 粒度對饅頭寬高比和比容的影響
小麥粉在不同粒度下其饅頭比容、寬高比的變化如圖2所示。比容是評價饅頭品質的一個重要指標,隨著小麥粉粒度減小,饅頭比容呈先增加后降低趨勢,可能是因為破損淀粉含量較少時,面團在發酵過程中產生的糖分較少,酵母產氣不足,醒發不足,則會造成饅頭體積偏小,破損淀粉含量過高時產生的糖分過多,酵母養分過剩,醒發過度,從而導致饅頭結構變差[21]。當小麥粉粒度減小時,饅頭寬高比整體呈增加趨勢,但在樣品S112時達到最小值,說明饅頭在此粒度區間內較挺立,這可能是由于面團在發酵過程中產氣能力較強導致的。但當小麥粉粒度過小時,面團的持氣能力小于面團中微生物的產氣量,面團的面筋網絡結構受到一定程度的破壞,從而使饅頭塌陷。
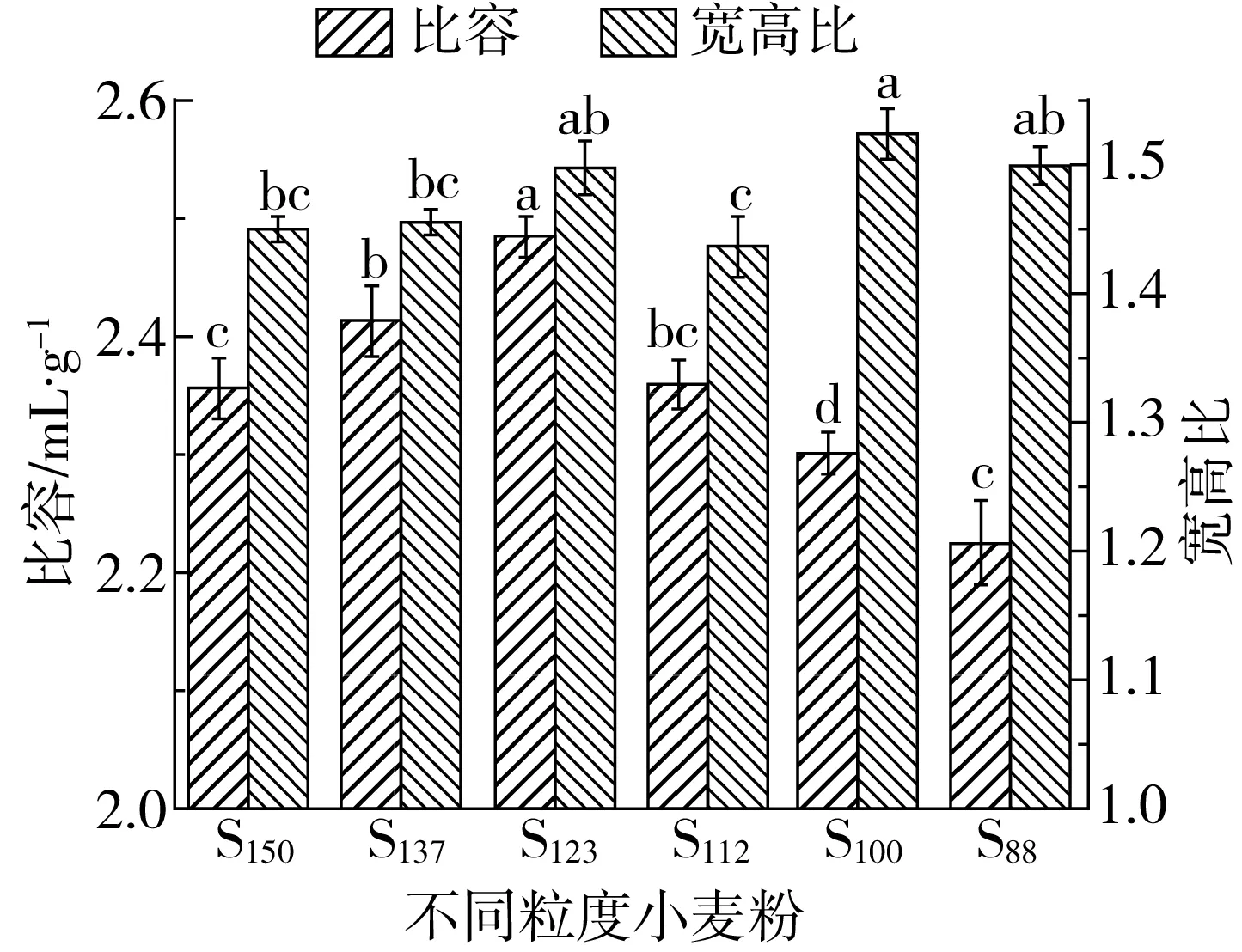
圖2 小麥粉在不同粒度下其饅頭的比容和寬高比
2.6.2 粒度對饅頭芯色澤的影響
采用色差儀測定饅頭芯的色澤,L*表示明暗度(黑白),a*表示紅綠色,b*表示黃藍色。小麥粉在不同粒度下制成饅頭的色澤變化如表5所示,隨著小麥粉粒度減小,饅頭芯L*值整體呈先增加后降低趨勢,在樣品S137時,白度最大,樣品S123時次之。這可能與小麥粉色澤及制作過程中各項條件有關[22]。a*值顯著性增大,說明饅頭芯偏紅。粒度減小時破損含量增多,小麥粉中的黃色素和氧化酶的作用更明顯,從而導致饅頭芯色澤變差[23,24]。而b*值則無顯著性變化,表明饅頭芯的黃藍色無明顯變化。
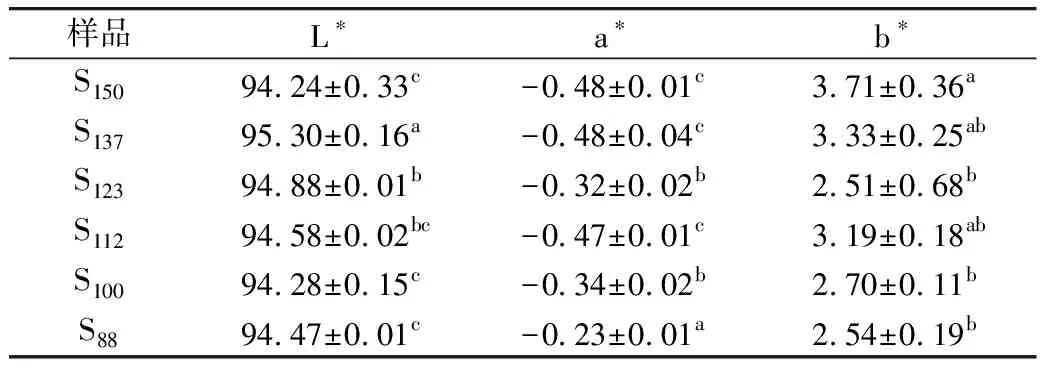
表5 小麥粉在不同粒度下其饅頭色澤的變化
2.6.3 粒度對饅頭質構的影響
饅頭硬度、膠著性和咀嚼性與其品質呈負相關,而彈性、內聚性和回復性與饅頭品質呈正相關[25]。由表6可知,隨著小麥粉粒度減小,饅頭硬度、膠著性、咀嚼性呈先降低后升高趨勢,在樣品S123粒度時小麥粉饅頭的硬度、膠著性、咀嚼性為最低,說明此時壓縮饅頭片所用的力最小,咀嚼成吐咽狀態時所需能量最小,這與孫創舉[6]的研究結果一致。可能原因是隨著小麥粉粒度在S123時,此時小麥粉中破損淀粉含量和蛋白質含量較有利于面積網絡的形成,CO2氣體均勻充滿面團,使饅頭內部形成均勻的蜂窩狀,從而使饅頭的硬度、膠著性、咀嚼性較低。但當小麥粉粒度過小時,面團的持氣能力小于微生物產氣量,其面筋網絡遭到破壞,進而使得饅頭塌陷,具有較高的硬度、膠著性和咀嚼性[6]。當小麥粉粒度減小時,饅頭彈性先降低后升高,說明饅頭片受一定擠壓后的恢復能力先降低后升高。隨著小麥粉粒度減小,饅頭內聚性和回復性呈先升高后降低趨勢,并在樣品S123時達到最大值,說明此時饅頭內部較緊密、抗外界破壞力和面筋韌性最強。這可能是由于小麥粉粒度減小時,面團發酵和持氣能力增強,氣體均勻充滿饅頭內部,從而使饅頭內結構更加緊密,但當小麥粉粒度進一步減小,破損淀粉含量增加,面團發酵后產生更多糖和糊精,使饅頭內部結構發黏,最終導致饅頭回復性降低。

表6 小麥粉在不同粒度下其饅頭質構特性變化
3 結論
通過主動控制研磨條件和最終粒度結果,探究小麥粉在不同粒度下其基本理化指標、色澤、面團水分分布、面團發酵特性、饅頭的比容、寬高比、色澤、質構的變化。結果表明,隨著小麥粉粒度減小,其粒度分布中D50顯著性降低了39.06%,灰分、脂肪含量無明顯變化,L*值、破損淀粉含量顯著性增加,而濕面筋顯著性降低。在面團特性中,隨著小麥粉粒度減小,其T22、T23整體顯著性增加,而A21、A23顯著性降低,A22顯著性增加;面團最大膨脹高度、漏氣時間、產氣量、產氣總體積和持氣率整體呈先增加后降低趨勢。當小麥粉粒度減小時,饅頭比容、L*值、彈性、內聚性、回復性先增加后降低,寬高比、硬度、膠著性、咀嚼性先降低后升高。綜合比較,小麥粉粒度在S123~S112時,制作饅頭的品質較好。
