某汽車地毯氣味大問題分析與改進方案
2022-09-30 00:54:24張營覃志宇
汽車零部件 2022年9期
關鍵詞:分析
張營,覃志宇
上汽通用五菱汽車股份有限公司,廣西柳州 545007
0 引言
隨著人們對汽車質量要求的提高,車內氣味成為用戶評價車輛是否能提供一個愉悅的駕乘空間的關鍵因素,是用戶滿意度的關鍵特性,汽車內飾件的氣味接受度便是構成該關鍵特性的指標。汽車用地毯作為汽車內飾的主要構件,對車內氣味有著舉足輕重的影響,本文從汽車地毯氣味的問題分析出發,提出了其提升方案。
1 問題來源
為了使整車氣味一致性得到管控,整車廠對零部件氣味組織定期評審,并要求氣味等級達到6.5級以上。某月整車廠組織評審時發現某車型地毯氣味較重,氣味評審小組評審結果為5.5級,不符合該地毯氣味管控要求。因此,公司組成問題解決團隊,針對該氣味較重問題進行研究解決。
2 目標可行性分析
氣味等級是通過氣味員的鼻子進行嗅辨,由6名氣味嗅辨員給出評價等級結果。氣味越重,評價等級越低;氣味越小,評價等級越高。因此提升氣味等級即降低零件氣味,使零件氣味變小。
氣味主要是由零件使用的原材料散發出來的,或者是受到其他氣味源污染,從而造成零件氣味大。通過分析地毯總成氣味類型,找到地毯中氣味最大的零部件材料,對地毯原材料和工藝過程存在的氣味大的問題點進行改進,將氣味降低或消除,從而達到目標。
3 故障樹原因分析
本文從原材料以及生產工藝過程查找問題點,通過故障樹對地毯氣味大進行原因分析,從4個末端因素需要進行要因分析確認,共確定3個問題點,如圖1所示。

圖1 故障樹原因分析
4 要因確認
4.1 地毯針刺面料
地毯針刺面料的成分為:聚烯烴彈性體(POE)+聚乙烯(PE)+碳酸鈣+少量色母+偶聯劑+阻燃劑+白油。其中POE用埃克森美孚6102L,PE用中石化5000S,純度高,與偶聯劑反應后明顯感受到氣味(處于6.0~6.5級范圍),不滿足6.5級要求;碳酸鈣和阻燃劑均為無機物,無氣味;白油也無色無味,起潤滑作用;色母占比很少,并無影響;偶聯劑用立達LD類,常溫和高溫下只散發類似于淡淡的奶香味。
綜上分析可知,地毯針織面料的氣味大,其中POE、PE、偶聯劑氣味較大,屬要因。
4.2 PU發泡(聚醚組合A/B料)
PU反應及熟化過程必然產生明顯的氣味,聚醚多元醇與MDI反應放熱生成高分子,釋放二氧化碳中夾雜著氨味為主的多種氣味揮發物質。經數次摸底實測,按整件地毯用量測試,PU發泡氣味性處于5.5~6.0級范圍,不滿足6.5級要求。
綜上分析可知,聚醚組合A/B料氣味大,屬要因。
4.3 關鍵工藝過程
零件成型工藝為一體發泡,未使用脫模劑等刺激性輔料,未引入其他氣味,非要因。成品下線后直接堆疊式存放,不利于氣味揮發,且未做氣味散發處理工藝,總成氣味等級不合格。
綜上分析可知,零件總成未做氣味散發處理,總成氣味大,屬要因。
4.4 倉儲環境
(1)生產車間現場配備頂部、側面抽風系統。
(2)成品儲存環境:成品、原材料與車間分開,不存在交叉污染的情況。
(3)經氣味評審小組現場評審生產及成品儲存環境,氣味等級達6.5級要求。
綜上分析可知,倉儲環境未引入其他氣味,非要因。
5 方案改進措施
5.1 重涂層材料EVA改進
EVA實質結構主要由PE+POE+碳酸鈣等成分組成,由于地毯模壓成型拉伸幅度較大,其重涂層PE和POE成分所占為涂層的70%左右,通過研究分析重涂層材料,從而對現有廠家重涂層實施改進。選取了4種POE和7種PE,使用4 L氣味瓶干法進行氣味對標評審,結果見表1。由表1可知,除了POE-1、POE-2、PE-1、PE-2符合要求,其他均不符合要求。
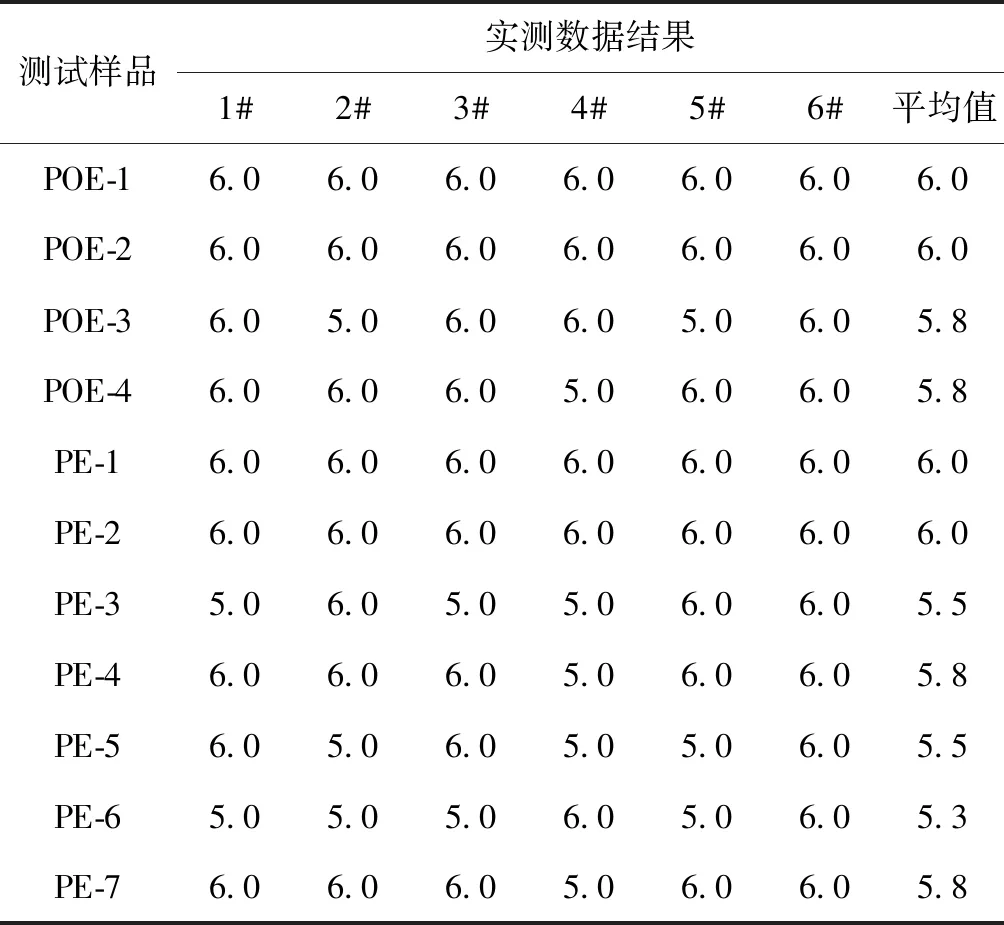
表1 4種POE和7種PE的氣味對標評審結果
符合要求的2種POE和PE示意如圖2和圖3所示。

圖2 符合要求的2種POE示意

圖3 符合要求的2種PE示意
最終選取其中較優的2種PE和2種POE,制作地毯針刺面料樣件,采用2 000 L袋式法對其進行氣味評審,改進前后氣味評審結果見表2。由表可知,改進后面料1符合要求。

表2 改進前后氣味評審結果
5.2 PU發泡改進
聚醚多元醇與MDI反應放熱生成高分子,釋放二氧化碳中夾雜著氨味為主的多種氣味揮發物質。通過優化聚醚配方,采用2 000 L袋子法對優化前后PU發泡進行對比測試,改進前后PU發泡測試結果見表3。由表可知,改進后PU發泡符合要求。

表3 改進前后PU發泡測試結果
5.3 優化零件總成氣味散發工藝
增加地毯總成懸掛烘烤(圖4)、晾置生產線(圖5),加強零件氣味散發。

圖4 懸掛烘烤

圖5 晾置生產線
采用2 000 L袋式法,對比驗證各階段地毯總成氣味,剛下生產線的地毯總成原始氣味性(PU發泡未經72 h慢熟化)測試結果見表4。

表4 地毯總成原始氣味性測試結果
地毯總成按工藝上懸掛線晾曬36 h,出庫前經72 h慢熟化。采用2 000 L袋式法對其進行氣味評審,測試結果見表5。
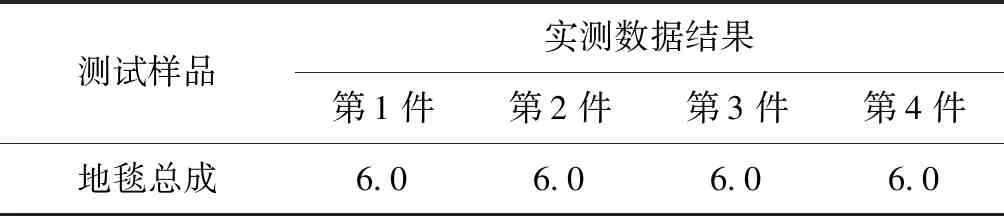
表5 晾曬36 h后的測試結果
地毯總成在懸掛線晾曬增加至72 h,采用2 000 L袋式法對其進行氣味評審,測試結果見表6。

表6 晾曬72 h后的測試結果
地毯總成先懸掛36 h,再利用試驗室烘箱烘烤2、4 h,出庫前經72 h慢熟化狀態。采用2 000 L袋式法對其進行氣味評審,測試結果見表7。
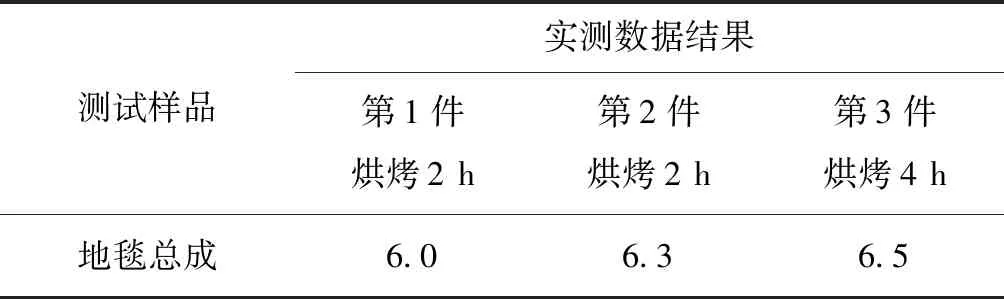
表7 烘烤2、4 h后的測試結果
地毯總成先懸掛36 h,再利用烘箱烘烤4 h,出庫前經72 h慢熟化狀態。采用2 000 L袋式法對其進行氣味評審,測試結果見表8。

表8 烘烤4 h后的測試結果
綜上分析可知,經過優選低氣味原材料(PE、POE、PU發泡)、增加地毯總成后處理工藝(地毯總成先懸掛36 h,再利用烘箱烘烤4 h,出庫前經72 h慢熟化),可以使地毯總成氣味等級提高至氣味目標6.5級。
6 效果檢查
對整改后的地毯總成氣味一致性進行監測,評審結果見表9。

表9 整改后氣味評審結果
由表9可知,地毯總成氣味達到6.5級,實現了目標。
7 鞏固措施制定
(1)更新該地毯總成原材料清單,并將該材料納入低氣味材料管理清單中,以便其他車型使用;
(2)編制地毯總成后處理工藝文件,并培訓員工,按照新工藝批量生產零件。
8 結束語
本文通過對汽車地毯氣味的分析及改進確保項目順利投產;通過文中課題的研究,發現原材料對氣味影響較大,需要加強低氣味原材料的研究使用。
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現代農業(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06
