條筒智能物流輸送系統(tǒng)在棉紡行業(yè)前紡車間的應(yīng)用研究
2022-10-03 05:17:48饒金海武名虎丁相棟楊金鵬
制造業(yè)自動化 2022年9期
饒金海,武名虎,田 闊,丁相棟,楊金鵬
(北自所(北京)科技發(fā)展股份有限公司,北京 100120)
0 引言
中國作為世界上最大的紡織品加工國、消費(fèi)國和出口國,紗布生產(chǎn)能力及產(chǎn)量均居世界首位,其中棉紡行業(yè)作為我國紡織工業(yè)中規(guī)模最大的支柱產(chǎn)業(yè),還處在以勞動密集型為主的傳統(tǒng)制造業(yè)模式中,當(dāng)前我國棉紡行業(yè)對勞動力資源和成本的依賴度較高,產(chǎn)業(yè)利潤率明顯偏低,處于產(chǎn)業(yè)鏈前端和價值鏈低端[1,2]。在《中國制造2025》中,紡織業(yè)作為被重點(diǎn)推進(jìn)智能化改造的傳統(tǒng)行業(yè),推動棉紡行業(yè)的自動化、智能化改造,提高行業(yè)勞動生產(chǎn)率,加快行業(yè)技術(shù)升級,對提升我國棉紡行業(yè)競爭力具有重要的推動作用[3,4]。
棉紡生產(chǎn)一般可分為前紡粗紗、后紡細(xì)紗和后道加工三道工序[5,6],車間生產(chǎn)主機(jī)自動化水平很高,但各主機(jī)間的物流輸送一直未實現(xiàn)自動化[7],特別是前紡車間條筒輸送一直采用人工作業(yè)方式實現(xiàn),勞動強(qiáng)度大,生產(chǎn)效率低,亟待進(jìn)行智能化升級改造[8]。目前存在的困難主要包括:
缺乏與工藝融合匹配的物流系統(tǒng)解決方案。棉紡車間生產(chǎn)具有工序環(huán)節(jié)多、作業(yè)過程連續(xù)、供料匹配性高的特點(diǎn),工藝裝備自動化程度高,物流配送工藝匹配度要求高,且受車間工藝布局影響,物流設(shè)備可用空間有限,尚無前紡車間實際使用的物流輸送系統(tǒng)。
缺少高效、兼容性強(qiáng)的條筒物料輸送設(shè)備。前紡車間條筒作為棉條的運(yùn)輸載體在各工序間流通,各工序間條筒的外形尺寸存在差異,且前紡粗紗段主機(jī)設(shè)備種類多,主機(jī)與物流系統(tǒng)的軟硬件接口繁雜,前紡粗紗段環(huán)境中飛絮多、粉塵大,物流輸送設(shè)備的開發(fā)難度高。
與工藝相匹配的控制管理系統(tǒng)尚為空白。棉紡行業(yè)為保證固定面積產(chǎn)能最高,車間設(shè)備布局緊密,對原料使用率要求嚴(yán)格,如何控制設(shè)備自動、高效完成與工藝相匹配的供料且最大限度的降低損耗,對整體控制管理系統(tǒng)提出了智能化要求。
本研究針對棉紡行業(yè)前紡車間物流輸送要求,以某知名大型棉紡企業(yè)前紡車間為例,結(jié)合生產(chǎn)工藝特點(diǎn)、車間內(nèi)物流動線布置以及前紡主機(jī)的技術(shù)參數(shù),開發(fā)了棉紡行業(yè)前紡車間條筒智能物流輸送系統(tǒng)。該系統(tǒng)包括條筒專用物流裝備和條筒智能管控系統(tǒng),涵蓋了開清棉、梳棉機(jī)、預(yù)并條機(jī)、條并卷機(jī)、精梳機(jī)、末并條機(jī)、粗紗機(jī)設(shè)備之間的條筒輸送,可實現(xiàn)棉紡前紡車間條筒輸送物流的智能化以及生產(chǎn)物料的信息全流程可追溯。
1 棉紡前紡車間物流作業(yè)需求分析
1.1 棉紡前紡車間生產(chǎn)作業(yè)流程
前紡車間生產(chǎn)原料從棉纖維開始,經(jīng)過開清棉、梳棉機(jī)、預(yù)并條機(jī)、條餅卷機(jī)、精梳機(jī)、并條機(jī)、粗紗機(jī)到細(xì)紗機(jī)形成管紗成品,管紗通過細(xì)絡(luò)聯(lián)輸送系統(tǒng)進(jìn)入后紡車間,工藝流程如圖1所示。條筒在各個主機(jī)間的輸送是雙向的,可分為滿條筒上線至下一級主機(jī)和空條筒下線至上一級主機(jī),其中工序1:開清棉到梳棉機(jī)工序2:條并卷機(jī)到精梳機(jī)和工序7:粗紗機(jī)到細(xì)紗機(jī)的物料輸送已經(jīng)由主機(jī)實現(xiàn),其余工序之間空條筒和滿條筒的雙向輸送是本次研究的重點(diǎn)。
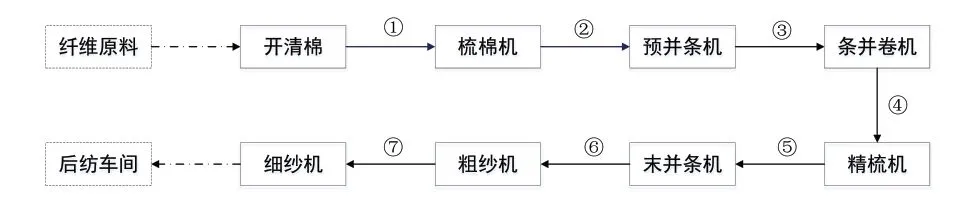
圖1 前紡車間生產(chǎn)工藝流程
1.2 作業(yè)對象
棉條(半成品及成品)作為前紡車間的生產(chǎn)物料,一般以棉條筒為載體在各個工序之間進(jìn)行流通,根據(jù)不同紡機(jī)的特點(diǎn)和產(chǎn)量設(shè)計,不同工序間流通的棉條筒規(guī)格存在差異。本系統(tǒng)中不同工序涉及棉條筒的直徑分別為500 mm/600mm/1000mm,高度為1000mm,空筒重量約為5kg~20kg,滿筒重量為30kg~80kg左右,棉條筒實物如圖2所示。

圖2 三種不同規(guī)格的棉條筒實物圖
2 棉紡前紡車間物流系統(tǒng)整體方案設(shè)計
本前紡車間條筒的物流輸送系統(tǒng)覆蓋了梳棉機(jī)、預(yù)并條機(jī)、條并卷機(jī)、精梳機(jī)、末并條機(jī)、粗紗機(jī)等工藝設(shè)備,可實現(xiàn)將上一級主機(jī)產(chǎn)生的滿筒輸送至下一級主機(jī)供料,同時下一級主機(jī)產(chǎn)生的空筒輸送至上一級主機(jī)供筒[9]。系統(tǒng)中各主機(jī)在條筒轉(zhuǎn)運(yùn)時的機(jī)臺配比關(guān)系為:8臺梳棉機(jī)與2臺預(yù)并條機(jī)對應(yīng),2臺預(yù)并條機(jī)與1臺并條機(jī)對應(yīng),1臺并條機(jī)與6臺精梳機(jī)對應(yīng),6臺精梳機(jī)與2臺末并條機(jī)對應(yīng),2臺末并條機(jī)與2臺粗紗機(jī)對應(yīng),本方案要求45分鐘內(nèi)單臺192錠粗紗機(jī)導(dǎo)條區(qū)的192個條筒完成整體空滿筒轉(zhuǎn)換,總體方案如圖3所示。
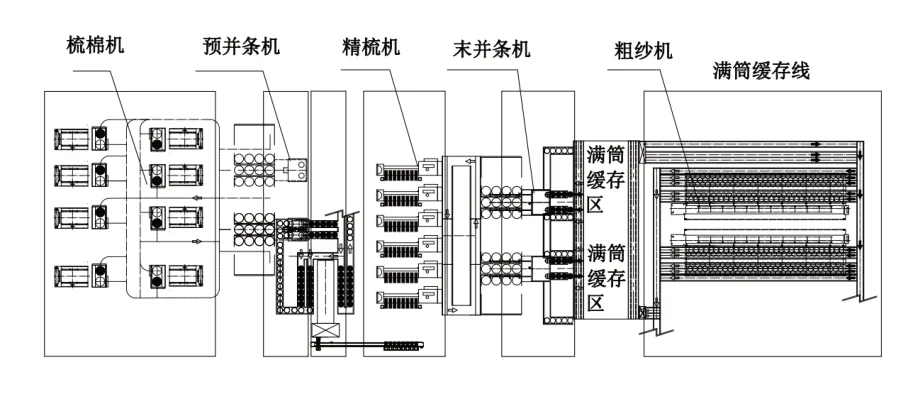
圖3 智能條筒物流輸送系統(tǒng)總體方案布局圖
3 條筒輸送系統(tǒng)關(guān)鍵設(shè)備研發(fā)
針對前紡車間環(huán)境溫度高、濕度大、飛絮飛花多,設(shè)備運(yùn)行條件復(fù)雜,且與各類主機(jī)之間接口復(fù)雜的作業(yè)環(huán)境,結(jié)合條筒的易變形、重心高的外形特點(diǎn),開發(fā)了包括雙筒輸送工裝載具、側(cè)面驅(qū)動條筒輸送設(shè)備和條筒專用機(jī)械抓手在內(nèi)的關(guān)鍵輸送設(shè)備。
3.1 雙筒輸送工裝載具
針對粗紗機(jī)單次備筒時間要求短、條桶數(shù)量多的需求,發(fā)明了雙筒輸送工裝載具[10],該設(shè)備用于并條機(jī)區(qū)與粗紗機(jī)區(qū)之間的條筒輸送,可實現(xiàn)條筒以載具為單元快速流轉(zhuǎn),并兼容底部帶輪條筒的外形特征。
如圖4所示,雙筒輸送工裝載具能存放2個條筒,通過智能調(diào)度系統(tǒng)的優(yōu)化控制,單臺粗紗機(jī)條筒整批換筒的時間可從2小時縮短到1個小時,備筒時間縮短了50%。可實現(xiàn)192錠粗紗機(jī)空滿筒轉(zhuǎn)換時間在30分鐘內(nèi)完成。

圖4 雙筒輸送工裝載具現(xiàn)場圖
如圖5所示,雙筒輸送工裝載具包括雙鉤氣動步進(jìn)橫推和單鉤氣動豎推兩種結(jié)構(gòu),步進(jìn)輸送行程分別為630 mm和1080mm,為滿足現(xiàn)場惡劣(飛絮)的環(huán)境,該設(shè)備采用了全封閉氣動驅(qū)動方式,并配置了定制的專用軌道型材,保證了設(shè)備運(yùn)行的可靠性。
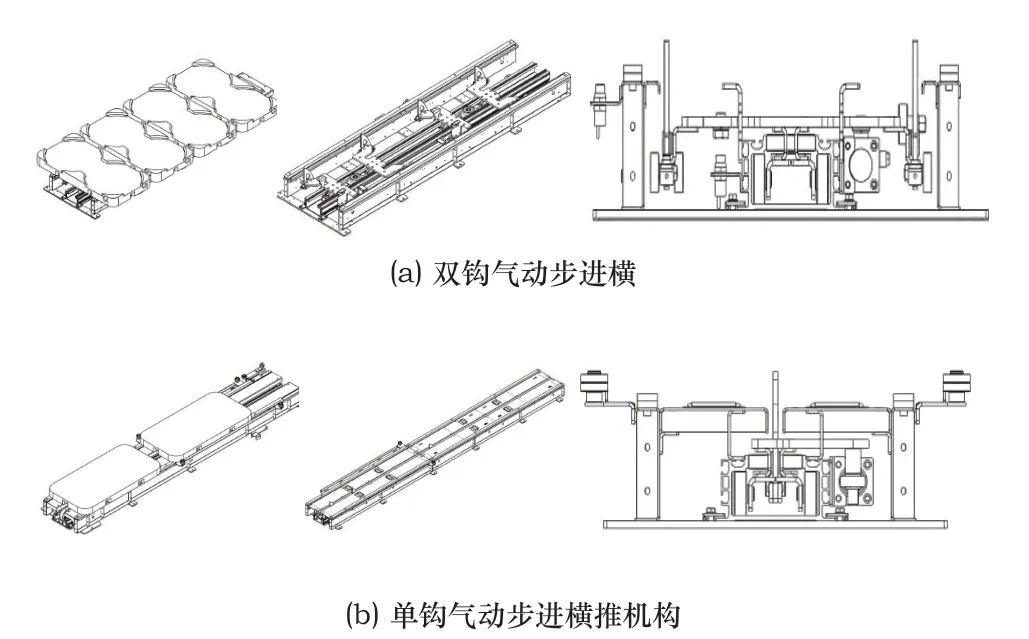
圖5 雙筒輸送工裝載具三維圖
3.2 劃槳式條筒輸送設(shè)備
針對較大尺寸條筒的快速、連續(xù)輸送需求,發(fā)明了劃槳式條筒輸送設(shè)備[11],該設(shè)備用于預(yù)并條區(qū)與條并卷區(qū)之間、精梳機(jī)區(qū)與末并條機(jī)區(qū)之間的條筒輸送。
如圖6所示,該設(shè)備設(shè)置有推勾組件,推勾組件由具備往復(fù)行程的驅(qū)動元件驅(qū)動,推勾沿輸送方向傾斜設(shè)置。于推程時,推勾組件處于水平逆止?fàn)顟B(tài),通過驅(qū)動力推動條筒向前輸送;于回程時,推勾組件折疊,并通過重力作用從條筒側(cè)面自動回位。

圖6 劃槳式條筒輸送設(shè)備現(xiàn)場圖
劃槳式條筒輸送設(shè)備包括水平單側(cè)推筒輸送機(jī)和水平雙側(cè)推筒輸送機(jī),如圖7所示,步進(jìn)輸送行程分別為670mm和920mm兩種,其中水平單側(cè)推筒輸送機(jī)應(yīng)用于精梳機(jī)至末并條機(jī)之間的條筒輸送,而雙側(cè)推筒輸送機(jī)應(yīng)用于末并條機(jī)機(jī)械接口處的條筒輸送。
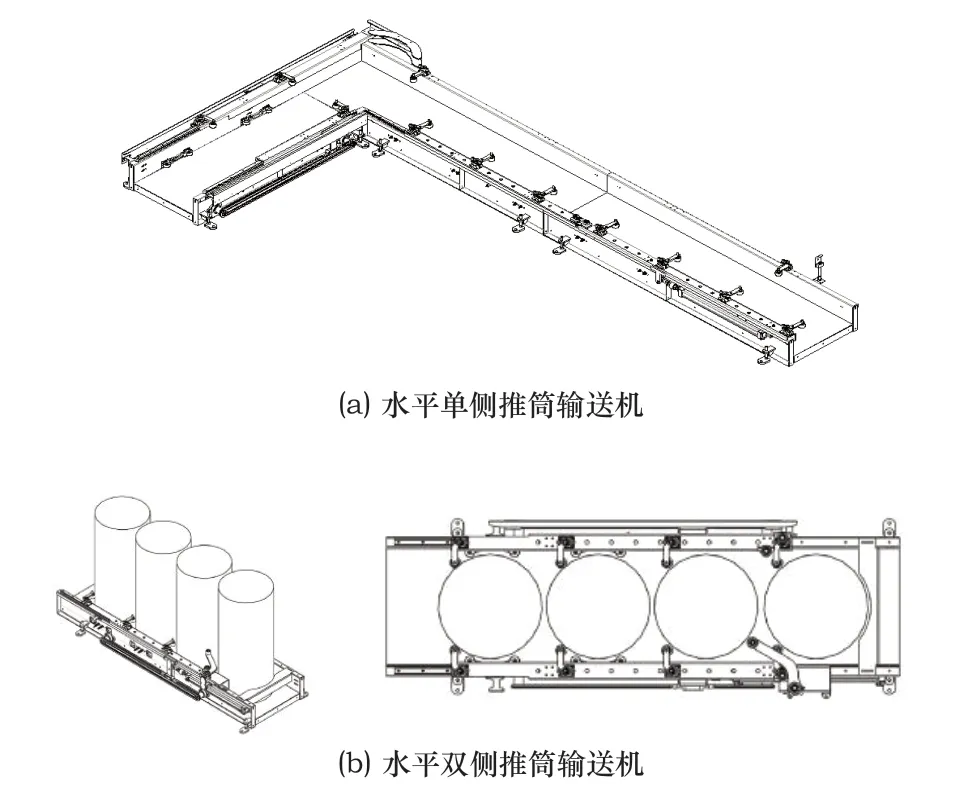
圖7 劃槳式條筒輸送設(shè)備三維圖
3.3 條筒專用龍門機(jī)械抓手
針對工裝載具上空筒至并條機(jī)空筒線轉(zhuǎn)運(yùn),及并條機(jī)滿筒線至工裝載具上轉(zhuǎn)運(yùn)的需求,基于擺動導(dǎo)桿機(jī)構(gòu)原理發(fā)明了條筒專用龍門機(jī)械抓手[12],該設(shè)備用于條筒與載具的結(jié)合與分離過程。
如圖8所示,機(jī)械抓手與條筒的接觸面柔軟且接觸面積大,可在滿足抓牢條筒的同時避免擠壞條筒,并通過對機(jī)械抓手的速度和加速度曲線進(jìn)行運(yùn)動控制,在條筒與載具結(jié)合和分離過程中可保證條筒高度穩(wěn)定,提高了輸送系統(tǒng)的運(yùn)行可靠性。

圖8 條筒專用機(jī)械抓手現(xiàn)場工作圖
如圖9所示,條筒專用龍門機(jī)械手包括龍門架和機(jī)械爪手,機(jī)械爪手以水平運(yùn)行速度0~60m/min變頻調(diào)速,水平行程為50m,能滿足換筒時抓取40次空滿筒的效率要求。
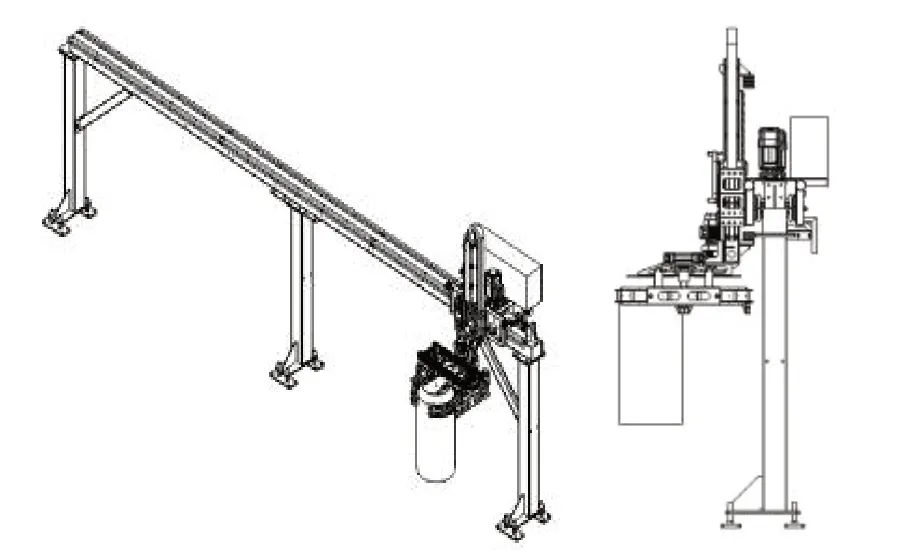
圖9 條筒專用機(jī)械抓手三維圖
4 條筒智能管控系統(tǒng)開發(fā)
針對棉紡前紡車間生產(chǎn)產(chǎn)品具有多品種、少批量和多批次的特點(diǎn),涉及工藝設(shè)備種類多,接口復(fù)雜,產(chǎn)品信息需在各設(shè)備之間快速、準(zhǔn)確傳遞且可追溯的難點(diǎn),開發(fā)的條筒智能管控系統(tǒng)包括條筒換批智能調(diào)度、條筒信息管控和物流監(jiān)控管理子系統(tǒng),實現(xiàn)了條筒存儲和運(yùn)輸過程的智能管控,極大提升了物流效率且生產(chǎn)信息全程可追溯。
4.1 條筒換批智能調(diào)度系統(tǒng)
開發(fā)的條筒換批智能調(diào)度系統(tǒng)行業(yè)內(nèi)首次實現(xiàn)了粗紗機(jī)條筒自動整體換批,可滿足粗紗機(jī)所需指定批次的192個(根據(jù)粗紗機(jī)品牌和型號會有所調(diào)整)滿條筒能準(zhǔn)確按時到達(dá)指定區(qū)域,為粗紗機(jī)換批供料。該系統(tǒng)能夠?qū)l筒換批過程中的條筒輸送進(jìn)行實時有序和高效規(guī)劃,并且能通過不同工位條筒輸送隊列智能調(diào)整有效降低粗紗機(jī)在紡紗過程中因棉條牽伸造成的尾紗浪費(fèi)。
4.2 條筒整體換批智能算法
針對條筒輸送、存儲和分揀物流環(huán)節(jié)多品種、多批次和小批量的特點(diǎn),基于混合粒子群算法開發(fā)了條筒整體換批智能算法,實現(xiàn)了不同品種和批號條筒在滿筒暫存線和粗紗機(jī)暫存區(qū)內(nèi)按粗紗機(jī)工位和開機(jī)時間要求進(jìn)行位置智能排序,以最優(yōu)路徑輸送合格條筒,在最短時間內(nèi)準(zhǔn)確到達(dá)指定位置。采用混合粒子群算法替代傳統(tǒng)粒子群算法中的通過跟蹤極值來更新粒子位置的方法,引入遺傳算法中的交叉和變異操作,通過粒子同個體極值和群體極值的交叉以及粒子自身變異的方式來搜索最優(yōu)解,有效解決了按品種、時間、機(jī)臺等多條件約束下條筒輸送排序的問題。
如圖10所示,以192錠粗紗機(jī)為例,一臺粗紗機(jī)一次需要192個滿紗條筒,其中,第1、3、5排條筒個數(shù)為38個,第2、4排條筒個數(shù)為39個,每個托盤可裝載2個條筒,每次換筒第2、4排都需要調(diào)度一個只有在左側(cè)存在滿條筒的托盤。以條桶為單個粒子,實時采集空滿狀態(tài)。以載體托盤為載體粒子,實時采集位置信息和該位置前后設(shè)備粒子的狀態(tài)信息,以便遇到突發(fā)狀況可實時動態(tài)調(diào)整自身設(shè)備運(yùn)行策略,提升系統(tǒng)魯棒性。為增強(qiáng)局部搜索策略,將緩存區(qū)分為多個區(qū)域,每個區(qū)域計算自身區(qū)域內(nèi)混合粒子狀態(tài),得出最優(yōu)輸送區(qū)域,在不影響輸送效率前提下實現(xiàn)最優(yōu)調(diào)度。

圖10 粗紗機(jī)處條筒在各排的布置
4.3 條筒信息管控系統(tǒng)
前紡車間內(nèi)多個并條機(jī)同時生產(chǎn)出的熟棉條品種多,下道工序粗紗機(jī)生產(chǎn)完成后需及時更換指定批次熟棉條條筒,針對熟棉條批量大、批次的高準(zhǔn)確性需求,開發(fā)了條筒信息跟蹤傳遞管控系統(tǒng),該系統(tǒng)可將條筒按質(zhì)、按量和按時地輸送至指定位置,可避免因送錯棉條造成的產(chǎn)品報廢,保證了生產(chǎn)的連續(xù)性和可靠性。
條筒信息跟蹤傳遞系統(tǒng)主要采用以下技術(shù)手段:條筒托盤采用RFID傳遞信息,記錄托盤在每個工位的操作記錄,并通過與主機(jī)的信息接口對接,可實現(xiàn)棉條信息的全程信息可追述;條筒輸送線采用氣缸推拉步進(jìn)式輸送的方式,在換筒過程中保證條筒分批次的自動補(bǔ)給,在補(bǔ)給過程中實時記錄每個條筒的信息,避免條筒的批次混淆;緩存庫的存儲設(shè)備采用雙工位貨叉式穿梭車對托盤進(jìn)行存取,在滿筒入庫時按照條筒的批次進(jìn)行存放,保證相鄰的遠(yuǎn)近排貨物是同一品種,提高換筒效率。
4.4 物流輸送監(jiān)控管理系統(tǒng)
針對前紡車間設(shè)備種類多、數(shù)量大、信號點(diǎn)多的情況,開發(fā)了棉紡條筒物流輸送監(jiān)控管理系統(tǒng),實現(xiàn)了物流輸送過程中設(shè)備的運(yùn)行數(shù)據(jù)采集和監(jiān)視控制,包含基礎(chǔ)數(shù)據(jù)、作業(yè)管理、貨位管理、庫存管理、流水查詢、系統(tǒng)維護(hù)和幫助等模塊,可實現(xiàn)設(shè)備遠(yuǎn)程操作、生產(chǎn)狀況智能圖表顯示、多類條筒品種管理、生產(chǎn)機(jī)臺品種維護(hù)、自動入/出庫作業(yè)處理、暫存條筒自動管理、數(shù)據(jù)查詢以及系統(tǒng)參數(shù)維護(hù)等功能,實現(xiàn)生產(chǎn)過程的自動化、數(shù)字化和智能化。
5 工程應(yīng)用效果
本項目在某棉紡企業(yè)投產(chǎn)后,為用戶突破了前紡車間各工藝環(huán)節(jié)間的物流輸送難題,實現(xiàn)了生產(chǎn)物料在各工序間流通轉(zhuǎn)運(yùn)的連續(xù)化、自動化和智能化,改變了棉紡車間的物流作業(yè)模式。把粗紗機(jī)的條筒備筒時間從2小時縮短到1小時,備筒時間減少50%,粗紗機(jī)開機(jī)率從約85%提升到約92%,降低了條筒輸送時間對開機(jī)率的影響,降低粗紗機(jī)由于牽伸造成的棉條浪費(fèi),并把工人從簡單重復(fù)的條筒搬運(yùn)工作中解放出來,有效降低了勞動強(qiáng)度。
6 結(jié)語
本文以某棉紡企業(yè)為例,依據(jù)前紡車間的工藝路線,結(jié)合系統(tǒng)方案規(guī)劃、物流輸送設(shè)備和軟硬件開發(fā)等關(guān)鍵技術(shù)對條筒智能物流輸送系統(tǒng)進(jìn)行了介紹和分析,該系統(tǒng)可實現(xiàn)棉紡前紡車間中條筒的智能化輸送、管理以及生產(chǎn)物料的信息全流程可追溯。
條筒智能物流輸送系統(tǒng)在棉紡前紡車間的成功實施,為企業(yè)提供了高效、準(zhǔn)確且全流程信息可追溯的車間物流輸送系統(tǒng),可幫助企業(yè)在提高產(chǎn)品質(zhì)量的同時降本增效,該項目的成功實施證明智能物流輸送系統(tǒng)對棉紡行業(yè)的智能化改造升級具備極大的推動作用,在棉紡行業(yè)具備一定的行業(yè)推廣和應(yīng)用價值。
猜你喜歡
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
物流技術(shù)與應(yīng)用(2019年8期)2019-09-04 03:29:56
汽車觀察(2018年12期)2018-12-26 01:05:44
文苑(2018年23期)2018-12-14 01:06:06
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
文苑(2018年21期)2018-11-09 01:22:32
電子制作(2018年11期)2018-08-04 03:26:08
工業(yè)設(shè)計(2016年12期)2016-04-16 02:52:00
現(xiàn)代企業(yè)(2015年2期)2015-02-28 18:45:09