在用壓力容器接管壁厚異常的原因分析和安全評定
2022-10-09 09:34:52朱毅瑩劉希驥
中國特種設備安全 2022年7期
朱毅瑩 劉希驥
(廣東省特種設備檢測研究院佛山檢測院 佛山 528000)
近年來,隨著壓力容器定期檢驗工作的全面開展,在檢驗中發現很多接管都存在腐蝕減薄、焊接缺陷或者選材不當等問題。接管是壓力容器中十分常見的一種結構,由于物理結構不連續,受力情況復雜,存在較大應力突變,同時還存在物物交換、流體沖刷、溫度梯度、震動等原因造成的多種附加應力,是整個壓力容器的薄弱點和風險點,因此,接管部位的檢驗也是定期檢驗中的重點和難點。
本文以定期檢驗中一批接管壁厚異常的壓力容器為例,首先通過理論分析,找出壁厚減薄的原因,進而通過強度校核,確定該批壓力容器的安全狀況,以評價壓力容器在評定周期內能否繼續正常使用,為壓力容器接管缺陷的處理提供參考。
1 含缺陷壓力容器的情況簡介
某使用單位的一批在用壓力容器,2011年設計、制造,2013年9月投入使用,2020年4月由于對該容器制造單位所生產的設備進行排查而對該批壓力容器進行定期檢驗,其中含缺陷壓力容器的基本參數見表1。經定期檢驗發現,2臺脫氧器、6臺干燥塔及10臺制氮吸附筒的接管實測壁厚均存在異常,原設計圖紙中出氣口接管規格為φ76×6 mm,腐蝕裕量不明,實測壁厚在為3.96~4.56 mm。由于實測值與設計值相差較大,為了確保容器的安全運行和不影響企業生產,需對接管壁厚異常的原因進行分析和評價。
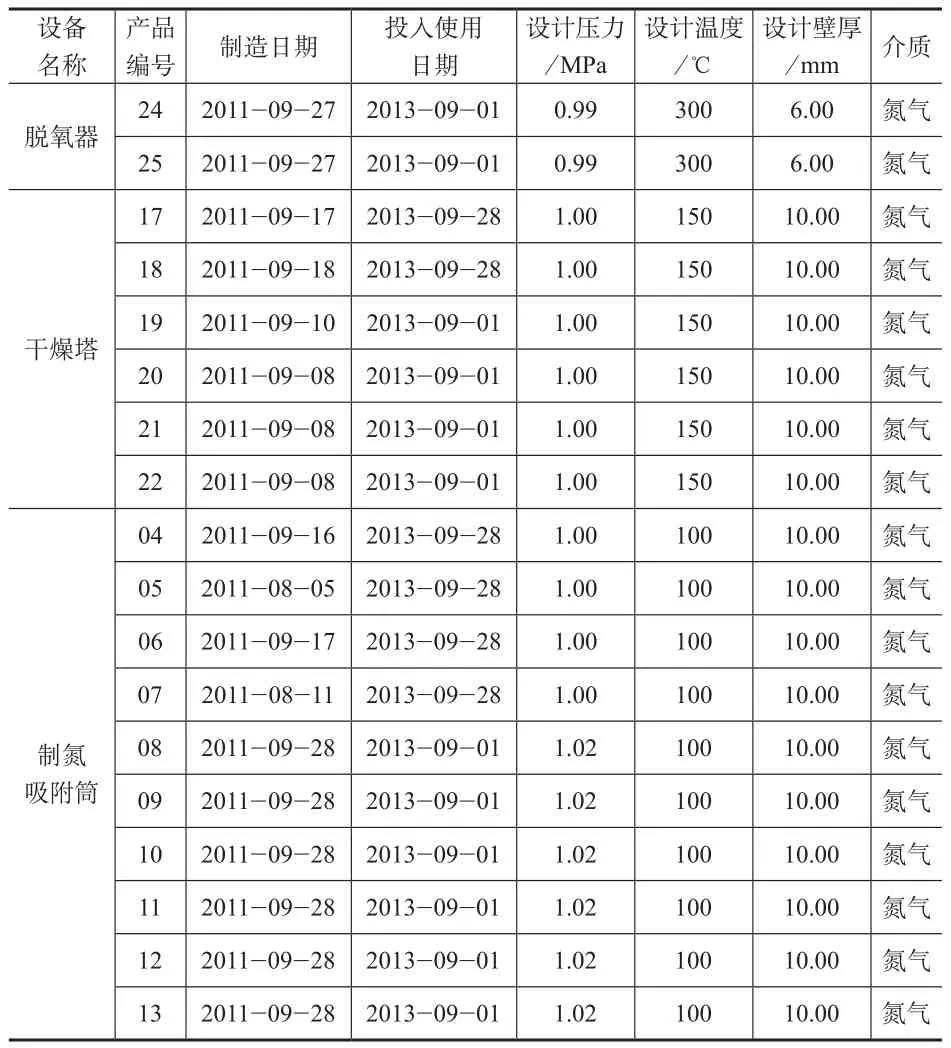
表1 含缺陷壓力容器基本參數
2 壁厚異常原因分析
對問題容器進行現場測厚,具體數據見表2,結果發現,筒體實測最小壁厚與設計公稱壁厚相差2%~7%,接管實測最小壁厚與設計壁厚相差高達24%~34%。
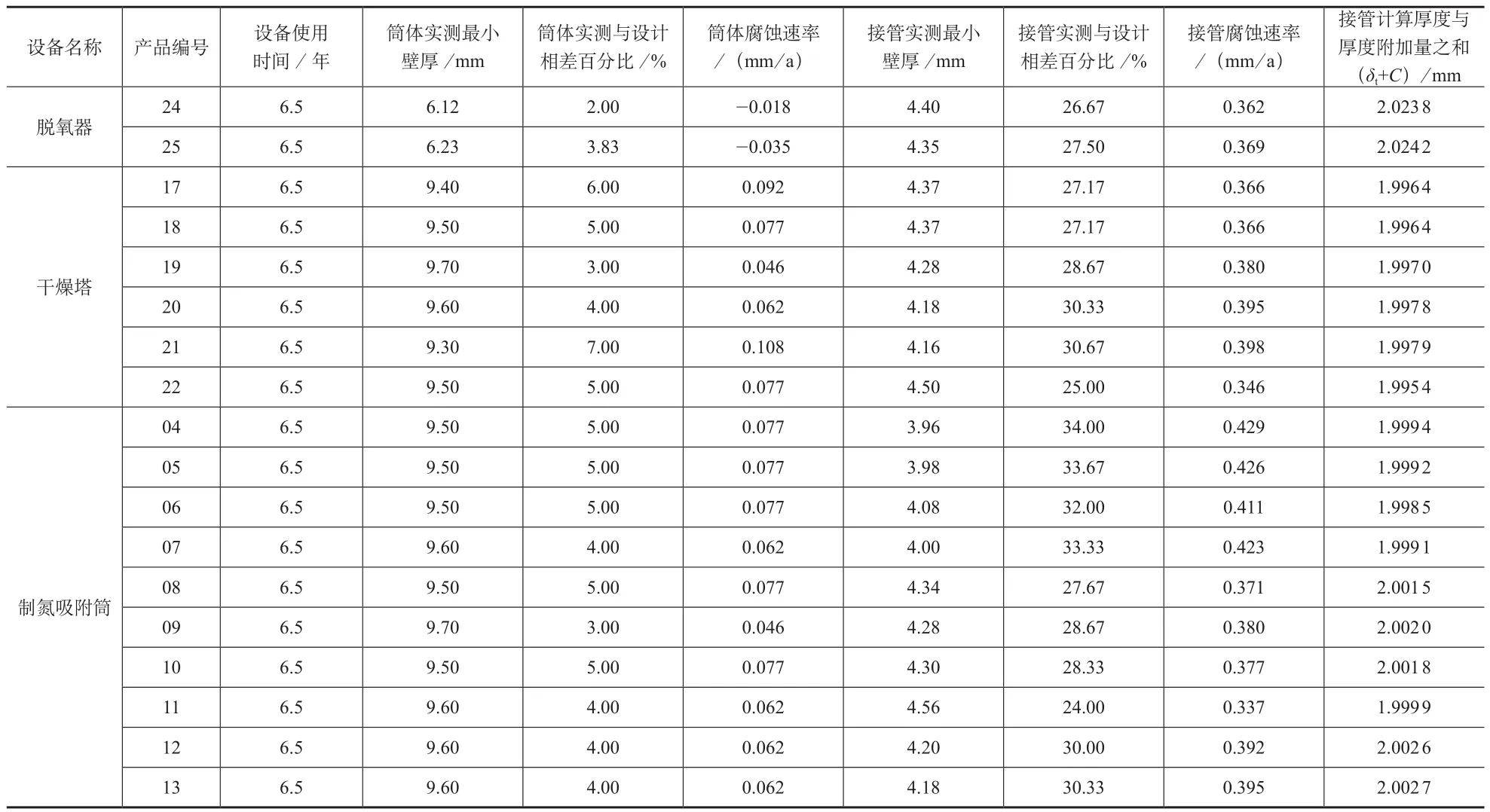
表2 筒體及接管壁厚一覽表
根據容器的運行工況,首先假設壁厚異常原因是腐蝕減薄,根據腐蝕速率計算可知,接管附近筒體腐蝕速率為0~0.108 mm/a,接管腐蝕速率則高達0.337~0.429 mm/a,二者腐蝕速率相差甚大,不符合均勻腐蝕的特征;并且經壁厚測定發現接管部位壁厚均勻,也不符合局部腐蝕的特征。因此可以判斷,壁厚異常不是由腐蝕引起的。其次假設壁厚異常是由于沖刷減薄,接管部位最易產生沖刷減薄的部位為進氣管對側的筒體或進液管下部筒體部位,對于出氣管最易減薄的部位為氣流截面急劇減小的位置,然而檢驗發現容器筒體、接管壁厚均勻,且經內窺鏡觀察發現筒體及接管內壁不存在與氣體流向一致的溝槽、波紋或者凹谷,因此接管壁厚異常也不是由沖刷引起的。
由上述分析可知,該批容器在制造過程中對原設計文件進行了修改,實際制造中未使用規格為φ76×6 mm的接管。但容器竣工資料中未見原設計單位同意修改的書面證明文件,亦未見制造單位對改動部位的詳細記載[1],因此,需要對接管進行安全評價。
3 壓力容器安全分析
壓力容器接管材質按圖紙中注明為20鋼(GB/T 8163—2008《輸送流體用無縫鋼管》),可以根據GB 150—1998《鋼制壓力容器》進行強度校核和開孔補強計算。
3.1 強度校核
對本次檢驗發現壁厚異常的接管進行強度校核計算[2],見式(1)、式(2):

式中:
δt——接管的計算厚度,mm;
pc——容器的計算壓力,MPa;
Dit——接管內直徑,mm;
φt——接管焊接接頭系數,取1.0;
C1——厚度允許偏差,按GB/T 8163—2008中4.2.2條中的要求取±0.75 mm[3];
C2——腐蝕裕量,取1 mm;
C——厚度附加量,mm。
計算結果見表2,可見該18臺容器壁厚異常接管的剩余最小壁厚均大于計算厚度δt與厚度附加量C之和,強度校核符合使用要求。
3.2 開孔補強計算
本次檢驗發現壁厚異常的接管原設計規格為φ76×6 mm,殼體開孔應滿足下述全部要求:
1)設計壓力p≤2.5 MPa;
2)兩相鄰開孔中心的間距(對曲面間距以弧長計算)應不小于兩孔直徑之和的2倍;
3)接管公稱外徑≤89 mm;
4)接管最小壁厚滿足表3中的要求。

表3 接管最小壁厚表
按設計要求,容器開孔處可不另行補強[2],但是表2中的接管實測最小壁厚均小于表3中的要求,即本次檢驗的接管最小壁厚應為6 mm,因此需對該接管與筒體連接部位開孔進行開孔補強計算,驗證開孔處強度是否滿足要求。
用等面積法[2]對存在未焊透的接管部位進行殼體開孔補強計算,若Ae≥A,則開孔不需另加補強;若Ae<A,則開孔需另加補強。
內壓容器殼體開孔所需補強面積公式見式(3):

式中:
A——開孔削弱所需補強面積,mm2;
d——開孔直徑,mm;
δet——接管有效厚度,mm;
fr——強度減弱系數,等于設計溫度下接管材料與殼體材料許用應力之比值,當該比值大于1.0時,取fr=1.0,對安放式接管取fr=1.0;
δ——圓筒或球殼開孔處的計算厚度[2],公式見式(4),mm:

若開孔在封頭上,則開孔位于以橢圓形封頭中心為中心80%封頭內徑的范圍內/外時,公式見式(5):
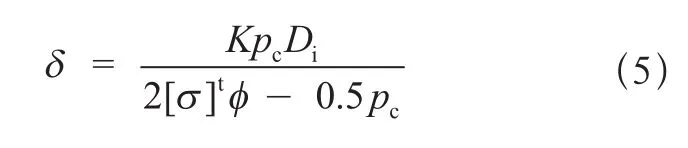
式中:
K——橢圓形封頭形狀系數;
Di——容器筒體內直徑,mm;
[σ]t——設計溫度下殼體材料的許用應力,MPa;
φ——容器焊接接頭系數,取1.0。
在有效補強范圍內,可作為補強的截面積,計算見式(6)~式(8):
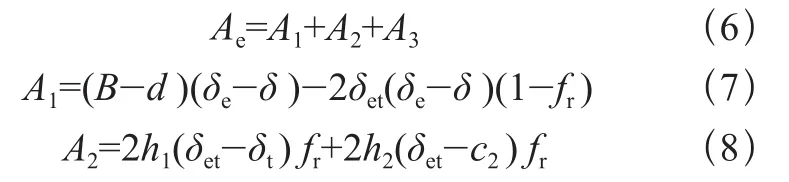
式中:
Ae——補強面積,mm2;
A1——殼體有效厚度減去計算厚度之外的多余面積,mm2;
A2——接管有效厚度減去計算厚度之外的多余面積,mm2;
A3—— 焊縫金屬截面積,mm2;
δe——筒體的有效厚度,mm;
h1——接管外側有效高度,取與接管實際外伸高度之間的最小值;
h2——接管內側有效高度,取與接管實際內伸高度之間的最小值;
δnt——接管的名義厚度,mm;
B——補強的有效寬度,取2d與d+2δn+2δnt之間的最小值,mm;
δn——筒體的名義厚度,mm。
計算結果見表4,該18臺容器接管部位的補強截面積Ae均滿足筒體開孔所需補強面積A,故開孔不需另加補強。
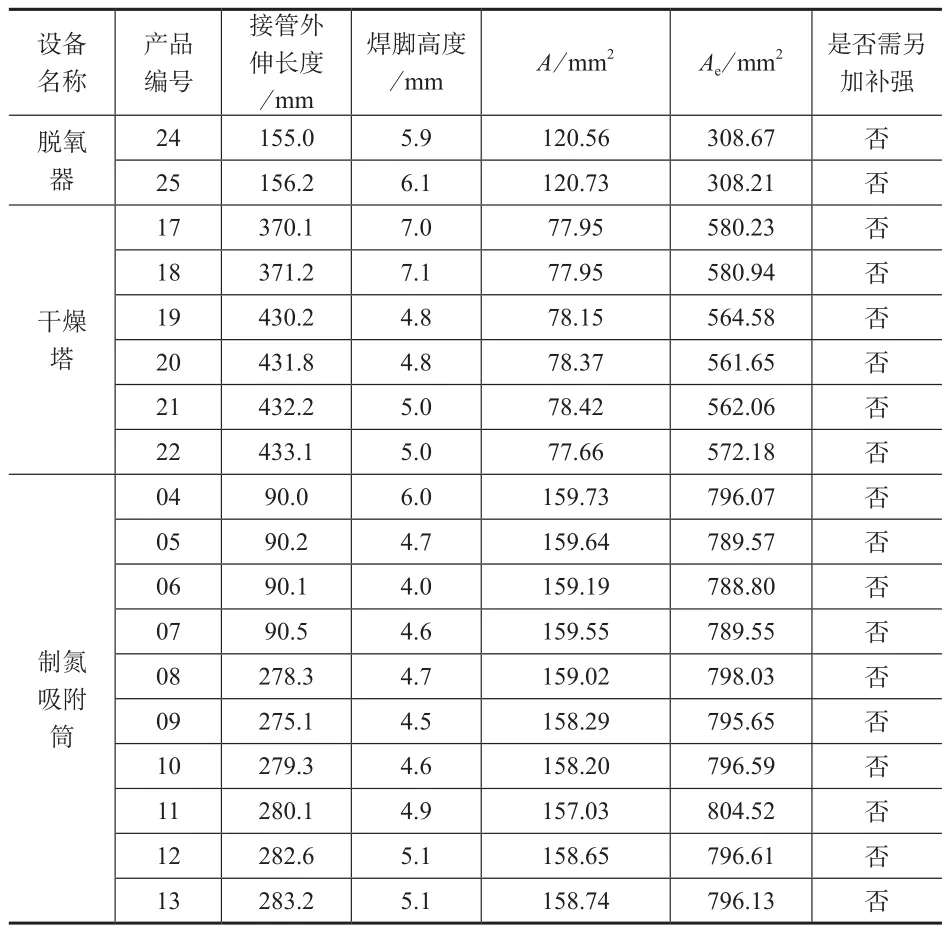
表4 接管壁厚異常部位開孔補強計算結果
3.3 安全評定
本次檢驗的壓力容器,制造單位在制造過程中對原設計文件進行了修改,但未取得原設計單位同意修改的書面證明文件,亦未對改動部位進行詳細記載,不符合TSG R0004—2009《固定式壓力容器安全技術監察規程》和GB 150—1998中的要求。
對于定期檢驗,按TSG 21—2016《固定式壓力容器安全技術監察規程》中的規定,用材與原設計不符,如果材質清楚,強度校核合格,經過檢驗未查出新生缺陷(不包括正常的均勻腐蝕),檢驗人員認為可以安全使用的,不影響定級;如果使用中產生缺陷,并且確認是用材不當所致,可以定為4級或者5級[4]。建議對存在問題的接管部位增加表面缺陷檢測、埋藏缺陷檢測等檢驗項目,確認有無其他缺陷。若無其他缺陷,不影響定級;若存在其他缺陷,由于存在此問題的接管管徑小于DN250,本次定期檢驗是首次對其進行上述檢驗項目,無法判定缺陷新生與否,考慮該批容器不屬于介質為非易爆或者毒性為極度和高度危害的設備,設計壓力為0.99~1.02 MPa,使用工況亦不存在急劇溫度梯度,建議放寬定級至3級,下次定期檢驗對同部位進行同方法檢測,若缺陷未擴展,評為3級;若缺陷擴展,評為4級或者5級。
4 結論
本次檢驗的壓力容器接管壁厚異常是制造過程中用材不當所致。對其接管部位進行強度校核的結果顯示:
1)接管的實測壁厚滿足強度要求;
2)開孔部位不需另加補強,滿足使用要求。
5 建議
在壓力容器的制造過程中,尤其是連接有小于DN250接管的容器,由于接管不屬于壓力容器主要受壓元件,其質量問題非常容易被忽視。但由于其受力復雜的特點,接管部位的質量值得在生產、使用、檢驗等各個環節得到重視。制造單位應確保其質量管理體系的適應性、充分性和有效性[5],保證相對先進的制造技術;檢驗單位應全面地看待壓力容器各部位、各環節的符合性驗證;使用單位應加強運行過程的安全管理,制定有效的使用管理責任制度,及時發現使用過程中出現的問題。
猜你喜歡
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
裝備制造技術(2020年1期)2020-12-25 05:18:30
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
設備管理與維修(2016年5期)2016-03-16 02:20:45
