
用于冷軋鋼卷的機(jī)器人激光標(biāo)識(shí)設(shè)備的設(shè)計(jì)與應(yīng)用
2022-10-09 08:37:28徐恒翼
機(jī)電工程技術(shù) 2022年9期
關(guān)鍵詞:設(shè)備
龍 萌,徐恒翼,楊 賀
(1.岳陽職業(yè)技術(shù)學(xué)院機(jī)電工程學(xué)院,湖南岳陽 414000;2.江蘇金恒信息科技股份有限公司,南京 210000;3.杭州電子科技大學(xué)機(jī)械工程學(xué)院,杭州 310000)
0 引言
我國鋼鐵企業(yè)近年來發(fā)展迅速,工業(yè)機(jī)器人的應(yīng)用越來越多,但在煉鋼、軋鋼主線上的一些輔助工藝流程,卻很多都是人工作業(yè)。鋼鐵企業(yè)工作環(huán)境惡劣,高溫、高粉塵,安全風(fēng)險(xiǎn)高,在“中國制造2025”方針的推動(dòng)下,越來越多鋼鐵企業(yè)開始實(shí)施機(jī)器人代人作業(yè)[1-3],一方面避免了現(xiàn)場危險(xiǎn)源對(duì)人的潛在危害,還能提高生產(chǎn)效率,改善產(chǎn)品質(zhì)量;另一方面,隨著社會(huì)的不斷發(fā)展進(jìn)步,年輕人的擇業(yè)觀發(fā)生了改變,不愿到惡劣環(huán)境下工作[4],機(jī)器人代人則能很好地緩解這一供求矛盾。目前,在保護(hù)渣下渣[5]、板坯貼標(biāo)[6]、拆捆帶[7]等工藝部位,已有機(jī)器人應(yīng)用案例。
在冷軋廠鋼卷進(jìn)入罩式退火爐之前,需要在冷軋標(biāo)識(shí)區(qū)進(jìn)行標(biāo)識(shí),用于產(chǎn)品的追溯。目前國內(nèi)較多鋼廠仍是人工寫編號(hào),標(biāo)識(shí)工作量大,效率低,容易出現(xiàn)編號(hào)寫錯(cuò)的情況,并且手寫的字跡會(huì)隨著時(shí)間而淡化、模糊,不便于長期保存,另外作業(yè)人員在產(chǎn)線移動(dòng)過程中,有被鋼卷劃傷、傾翻砸中等安全風(fēng)險(xiǎn),亟需引入自動(dòng)化標(biāo)識(shí)設(shè)備,解決以上問題,推動(dòng)鋼鐵企業(yè)的“智能制造”升級(jí)。
目前,應(yīng)用在鋼鐵企業(yè)的自動(dòng)化標(biāo)識(shí)方法主要有噴碼、貼標(biāo)、焊標(biāo)等形式。
有些企業(yè)在鋼材表面采用了貼紙質(zhì)標(biāo)簽的方式進(jìn)行標(biāo)識(shí)[8-10],取得了較好的應(yīng)用成果,但由于某鋼廠的鋼卷后續(xù)工序?yàn)檎质酵嘶馉t退火(800 ℃),如果有標(biāo)簽,會(huì)被燒毀,無法發(fā)揮標(biāo)識(shí)的作用。劉增漢等[11]對(duì)鋼捆端面采用焊釘焊接標(biāo)牌的方式進(jìn)行標(biāo)識(shí),但由于冷軋鋼卷很薄,最薄只有0.3 mm,采用焊針標(biāo)識(shí)將會(huì)損傷鋼卷的外圈鋼帶。此外,還有部分企業(yè)采用了噴碼機(jī)對(duì)鋼材表面進(jìn)行字符標(biāo)識(shí)[12-14],有字符串和筆畫式[15]兩種形式。但噴碼機(jī)采用的是水性涂料,無法穿透保護(hù)油膜,經(jīng)過退火爐后,保護(hù)油膜揮發(fā),噴上去的字符也會(huì)消失;另外水性涂料會(huì)揮發(fā),在退火爐的熱風(fēng)循環(huán)過程中,過濾器會(huì)被堵住,工藝不允許這種情況的發(fā)生。除了上述原因外,無論是貼標(biāo)還是噴碼,標(biāo)識(shí)的介質(zhì)都屬于耗材,耗材噸鋼成本約為0.2~1 元,以某鋼廠年產(chǎn)能180 萬t 計(jì)算,耗材費(fèi)用支出約為36~180萬元,年度費(fèi)用支出較大。
本文根據(jù)某冷軋廠罩式退火爐前標(biāo)識(shí)的現(xiàn)場工藝要求,研究與設(shè)計(jì)了全自動(dòng)機(jī)器人激光標(biāo)識(shí)設(shè)備,取代人工作業(yè),利用六軸工業(yè)機(jī)器人的特點(diǎn),采用CMOS 激光傳感器檢測鋼卷表面素線,調(diào)整機(jī)頭與之平行,并將激光打標(biāo)機(jī)鏡頭中心線與鋼卷表面法線方向重合;PLC 系統(tǒng)自動(dòng)獲取標(biāo)識(shí)內(nèi)容,可準(zhǔn)確、清晰地將包含鋼卷信息的二維碼和字符刻蝕到鋼卷表面指定位置。整套設(shè)備無耗材,降低了噸鋼成本,提高了生產(chǎn)效率。
1 標(biāo)識(shí)工藝分析
1.1 工藝參數(shù)
某冷軋廠鋼卷來料形式為臥式單卷,放置在一對(duì)V 型鞍座上,卷芯方向與運(yùn)動(dòng)方向垂直。鋼卷參數(shù)如表1 所示,現(xiàn)場鋼卷作業(yè)位置如圖1所示。
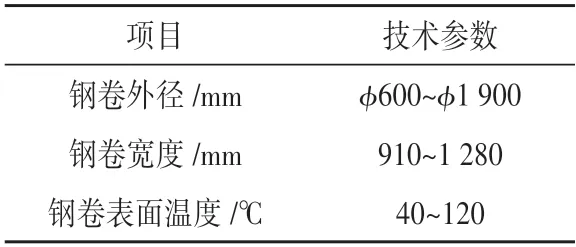
表1 待標(biāo)識(shí)鋼卷參數(shù)

圖1 現(xiàn)場鋼卷標(biāo)識(shí)作業(yè)位置
1.2 工藝要求
全自動(dòng)激光標(biāo)識(shí)設(shè)備每次標(biāo)識(shí)對(duì)象為單個(gè)鋼卷,需要在鋼卷表面指定區(qū)域沿著鋼卷軸線方向在鋼卷表面排布內(nèi)容。對(duì)全自動(dòng)激光標(biāo)識(shí)設(shè)備的功能要求如下:(1)單卷標(biāo)識(shí)時(shí)間周期小于2 min;(2)在-20 ℃~60 ℃的環(huán)境溫度條件下可正常工作;(3)標(biāo)識(shí)區(qū)域小于210 mm×297 mm,采用二維碼及字符串標(biāo)識(shí);(4)要求標(biāo)識(shí)在經(jīng)過罩式退火爐800 ℃烘烤后,依然可識(shí)別。
2 設(shè)備系統(tǒng)設(shè)計(jì)
2.1 現(xiàn)場布局
鋼卷放置在地軌輸送帶上的一對(duì)V 型鞍座上,通過鞍座下方的步進(jìn)梁循環(huán)向前等距移動(dòng),所以標(biāo)識(shí)位置保持不變,采用一套底座固定的六軸工業(yè)機(jī)器人作為載體進(jìn)行標(biāo)識(shí)作業(yè)。全自動(dòng)機(jī)器人激光標(biāo)識(shí)設(shè)備由以下主要部件組成:(1)六軸工業(yè)機(jī)器人;(2)機(jī)器人底座;(3)激光打標(biāo)機(jī);(4)PLC 電氣控制柜;(5)機(jī)器人防護(hù)鎧;(6)打標(biāo)機(jī)機(jī)頭姿態(tài)調(diào)整裝置;(7)安全系統(tǒng)。
設(shè)備的現(xiàn)場布局如圖2 所示,機(jī)器人底座固定在地軌輸送帶右側(cè)的混凝土地基區(qū)上,六軸機(jī)器人安裝在機(jī)器人底座上,機(jī)器人末端的工作范圍覆蓋鋼卷的各類尺寸規(guī)格。激光打標(biāo)機(jī)打標(biāo)頭通過法蘭安裝在機(jī)器人末端上;激光打標(biāo)機(jī)控制器安裝在六軸機(jī)器人的第四節(jié)臂頂部的平面上;PLC 電氣控制柜放置在機(jī)器人一側(cè),便于現(xiàn)場操作;機(jī)器人防護(hù)鎧套在機(jī)器人本體上,將機(jī)器人本體完全包裹,用于低溫保護(hù),防止機(jī)器人本體溫度低于0 ℃。
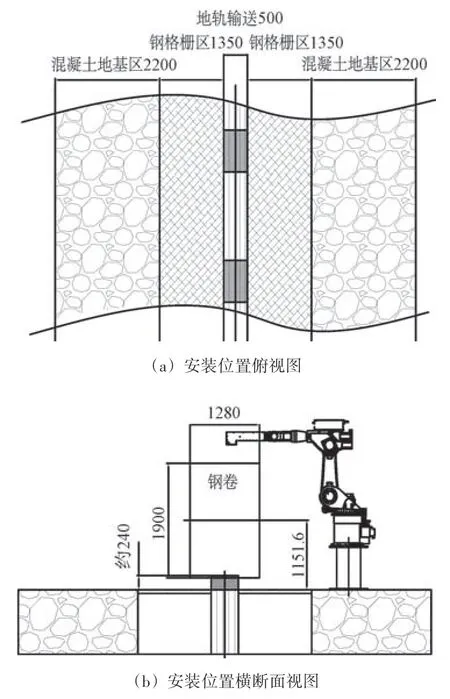
圖2 設(shè)備現(xiàn)場布局示意圖
2.2 主要設(shè)備
2.2.1 六軸工業(yè)機(jī)器人
鋼卷的外形尺寸不固定(外徑?600 mm~?1 900 mm,寬度910 mm~1 280 mm),且尺寸變化范圍較大,所以需要采用靈活、工作范圍大的執(zhí)行機(jī)構(gòu)來帶動(dòng)激光打標(biāo)頭運(yùn)動(dòng),另外考慮負(fù)載等因素,選用KUKA 的六軸工業(yè)機(jī)器人KR60-3,最遠(yuǎn)可達(dá)距離為2 033 mm,有效負(fù)載為60 kg。
2.2.2 激光打標(biāo)機(jī)
激光打標(biāo)機(jī)主要由打標(biāo)機(jī)機(jī)頭、觸摸屏和控制器組成,通過觸摸屏可設(shè)定字符形式、標(biāo)識(shí)區(qū)域大小等內(nèi)容。控制器接收上游PLC 控制系統(tǒng)的標(biāo)識(shí)信息,經(jīng)過處理后,通過打標(biāo)頭將二維碼及字符刻蝕在鋼卷表面上。為保證標(biāo)識(shí)效果以及控制打標(biāo)時(shí)間節(jié)拍要求,激光打標(biāo)機(jī)功率為20 W,焦距50~420 mm可調(diào)。
圖3 激光打標(biāo)機(jī)機(jī)頭及控制器
2.2.3 打標(biāo)機(jī)機(jī)頭姿態(tài)調(diào)整裝置
打標(biāo)機(jī)機(jī)頭姿態(tài)調(diào)整裝置主要由2 個(gè)CMOS 激光測距儀組成,檢測有效距離為140~600 mm。鋼卷打捆后并非是理想圓形,而是不規(guī)則的類橢圓形,如圖4 所示。如果將實(shí)際鋼卷當(dāng)作理想圓形進(jìn)行激光打標(biāo)(即使激光打標(biāo)機(jī)機(jī)頭的鏡頭對(duì)正理想圓輪廓的半徑方向),當(dāng)機(jī)器人帶動(dòng)機(jī)頭移動(dòng)到打標(biāo)位置后,機(jī)頭的鏡頭并不是垂直與鋼卷表面的,并且鏡頭離帶標(biāo)識(shí)區(qū)域各處的距離是不確定的,導(dǎo)致打標(biāo)的物距是不可控的(不同點(diǎn)的物距差值在10 mm 以上),將嚴(yán)重影響標(biāo)識(shí)效果,刻蝕的標(biāo)識(shí)有的部分清晰、痕跡深,有的部位標(biāo)識(shí)模糊,影響生產(chǎn)使用。
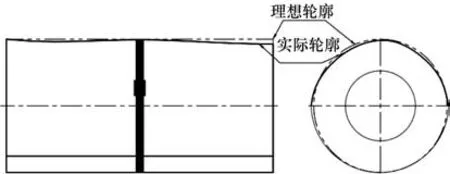
圖4 鋼卷實(shí)際輪廓示意圖
為了解決上述問題,將兩個(gè)激光傳感器集成在激光打標(biāo)頭集成裝置上,兩者相距105 mm,如圖5所示。它們用于檢測各自離鋼卷表面的距離,在待標(biāo)識(shí)區(qū)域,激光測距儀檢測距鋼卷表面5 個(gè)點(diǎn)距離,將激光鏡頭姿態(tài)調(diào)整為平行鋼卷表面素線(兩者平行度偏差小于3 mm)。
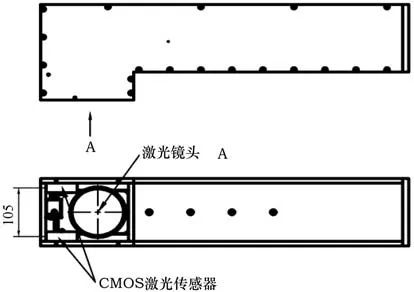
圖5 激光打標(biāo)頭集成裝置
當(dāng)兩個(gè)CMOS 激光測距儀檢測距離的差值為Δt=t1-t2≤1mm 時(shí),控制系統(tǒng)判定激光打標(biāo)機(jī)機(jī)頭鏡頭的中心線處于與鋼卷表面的法線重合的位置。刻蝕的二維碼面積為50.8 mm×50.8 mm,字符串的高度為38.1 mm,在法線重合的情況下,激光刻蝕的區(qū)域表面距鏡頭的高度變化在允許范圍內(nèi),鏡頭能夠正常聚焦,從而保證了激光刻蝕的二維碼和字符串痕跡清晰、均勻可見。如圖6所示。
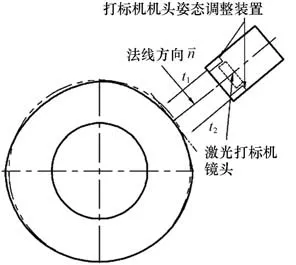
圖6 打標(biāo)機(jī)頭鏡頭與鋼卷表面法線重合示意圖
2.3 控制流程
當(dāng)步進(jìn)梁推動(dòng)鋼卷運(yùn)行到標(biāo)識(shí)工位時(shí),鋼廠L1 系統(tǒng)將“啟動(dòng)標(biāo)識(shí)”信號(hào)發(fā)送給激光打標(biāo)設(shè)備的PLC 電氣系統(tǒng),滿足啟動(dòng)條件后,設(shè)備啟動(dòng)自動(dòng)打標(biāo)作業(yè)。
設(shè)備的PLC 電氣系統(tǒng)從L1 獲取鋼卷標(biāo)識(shí)內(nèi)容信息,包括二維碼信息和字符串信息兩部分內(nèi)容,并將信息內(nèi)容發(fā)送到激光打標(biāo)機(jī)控制器。機(jī)器人帶動(dòng)激光打標(biāo)機(jī)機(jī)頭移動(dòng)到鋼卷正上方,通過設(shè)備的激光測距儀檢測鋼卷的外徑和寬度,并與理論值復(fù)核,確認(rèn)鋼卷的型號(hào),如超過允許偏差,則報(bào)警。
機(jī)器人將打標(biāo)機(jī)機(jī)頭帶動(dòng)到標(biāo)識(shí)位置,通過打標(biāo)機(jī)機(jī)頭姿態(tài)調(diào)整裝置測量到鋼卷表面的距離,將機(jī)頭調(diào)整為與鋼卷素線平行,繼而重新標(biāo)定工具坐標(biāo);完成工具坐標(biāo)重新標(biāo)定后,將機(jī)頭鏡頭的中心線調(diào)整成與鋼卷表面法線重合,將打標(biāo)機(jī)鏡頭與鋼卷表面之間的距離調(diào)整到210 mm 的工藝距離,之后復(fù)測平行度,如果滿足平行度偏差小于3 mm 的要求,則開始啟動(dòng)激光器,進(jìn)行二維碼及字符串的刻蝕;若平行度不滿足要求,PLC 控制系統(tǒng)則通過使激光打標(biāo)機(jī)機(jī)頭通過小幅“擺頭”的方式,重新進(jìn)行姿態(tài)調(diào)整,保證平行度后再執(zhí)行后續(xù)流程。刻蝕完成后,機(jī)器人回到待機(jī)位置,PLC 電氣系統(tǒng)將標(biāo)識(shí)完成信號(hào)發(fā)送給L1。具體控制流程如圖7所示。
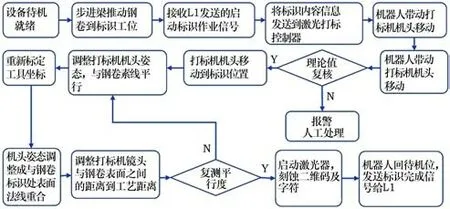
圖7 系統(tǒng)控制流程
3 應(yīng)用驗(yàn)證與結(jié)果分析
該全自動(dòng)機(jī)器人激光打標(biāo)設(shè)備研究設(shè)計(jì)完成后,在某鋼廠試車一個(gè)月后驗(yàn)收,投入運(yùn)行。試車情況如表2 所示。實(shí)現(xiàn)了二維碼、字符串標(biāo)識(shí)功能,全自動(dòng)標(biāo)識(shí)成功率達(dá)到99.9%以上,完全取代了人工標(biāo)識(shí)作業(yè),單次標(biāo)識(shí)周期小于2 min,滿足現(xiàn)場生產(chǎn)節(jié)拍,達(dá)到功能要求。投入運(yùn)行以來,設(shè)備標(biāo)識(shí)工作正常,鋼廠取消了該工位的操作人員,節(jié)省了人員費(fèi)用。
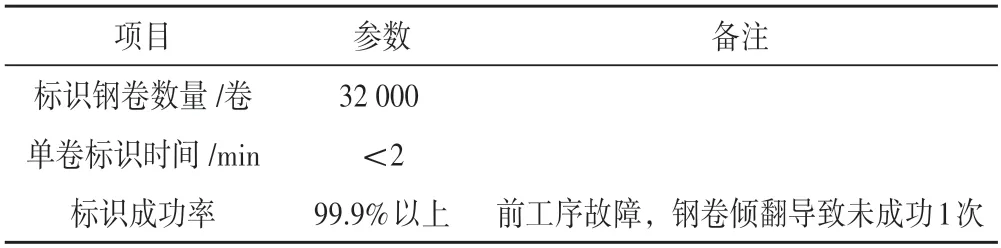
表2 試車情況表
激光打標(biāo)設(shè)備在使用過程中無需耗材,某鋼廠每年產(chǎn)量約為180 萬t,與噴碼、貼標(biāo)兩種自動(dòng)標(biāo)識(shí)方式相比,節(jié)省了大量成本費(fèi)用支出,如表3所示。
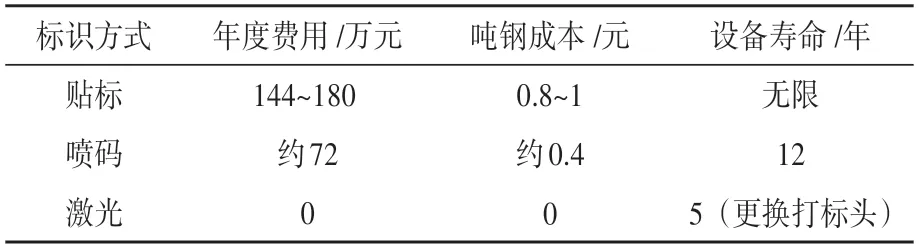
表3 耗材支出費(fèi)用對(duì)比表
另外,設(shè)備維護(hù)成本極低,除了特殊情況需要手動(dòng)輸入信息外,正常工作時(shí)段近于免維護(hù)。現(xiàn)場作業(yè)照片以及標(biāo)識(shí)效果如圖8所示。

圖8 現(xiàn)場設(shè)備運(yùn)行以及標(biāo)識(shí)效果照片
4 結(jié)束語
本文針對(duì)某廠冷軋廠罩式退火爐前鋼卷表面由人工寫碼標(biāo)識(shí)的情況,設(shè)計(jì)出全自動(dòng)機(jī)器人激光打標(biāo)設(shè)備,取代了人工寫碼標(biāo)識(shí)工作,實(shí)現(xiàn)了鋼卷表面的全自動(dòng)標(biāo)識(shí)作業(yè)。
對(duì)于標(biāo)識(shí)的二維碼和字符串深度不均勻、部分區(qū)域模糊等問題,通過分析工藝要求、現(xiàn)場工況,研究了使打標(biāo)機(jī)機(jī)頭與鋼卷素線保持平行度要求、激光鏡頭中心線與鋼卷標(biāo)識(shí)區(qū)域表面法線重合等方法,保證了二維碼和字符串的清晰、均勻,不僅省去了該崗位的工人,提高了生產(chǎn)效率,也降低了人工成本,從而提升了企業(yè)的生產(chǎn)效益。另外還能有效避免地軌輸送帶移動(dòng)時(shí)撞人的安全風(fēng)險(xiǎn)。
該設(shè)備采用六軸工業(yè)機(jī)器人,能很好地適應(yīng)多規(guī)格鋼卷來料的工況,全天候24 h工作,并且二維碼可包含信息量大,靈活性好,可廣泛應(yīng)用于冷軋廠鋼卷表面的標(biāo)識(shí)。
猜你喜歡
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
當(dāng)代工人(2020年13期)2020-09-27 23:04:20
經(jīng)濟(jì)技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(shù)(2017年11期)2017-12-20 08:10:57
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00
IT時(shí)代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(yǎng)(2015年1期)2015-04-17 03:25:28
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:00
