
逆向工程與3D打印技術在文物保護中的應用*
2022-10-09 08:37:40梁土珍
機電工程技術 2022年9期
關鍵詞:模型
梁土珍
(廣州市機電技師學院,廣州 510435)
0 引言
逆向工程也稱為反求工程,是對模型進行三維數據獲取、數據預處理、曲面重構、產品優化等整個工作過程[1]。逆向工程技術是一種非常高效率的產品設計方法,可以快速、精確地獲得產品實物的三維數據及模型數據,從而為產品提供先進的開發設計及制造技術支撐,它改變了傳統產品設計開發模式,大大縮短了產品開發的周期,提高產品研發的成功率。目前逆向工程技術在各個領域中發揮著非常重要作用,而且被廣泛應用于航空航天、模具、醫療、家電、文物遺產等行業中。Geomagic軟件和UG軟件是現在做設計的主流軟件,目前很多企業做產品研究、設計、加工都在用這些軟件,特別是在逆向設計方面,因為軟件功能強大,設計方便,大大為企業降低了設計成本。3D 打印也稱增材制造,是根據設計好的三維模型數據進行加工,應用非常廣泛,張曉青等[2]從三維激光掃描和建模的相關技術等方面研究了3D 打印在文物重建中的應用;3D 打印技術的優勢在于成模速度快,模型還原精度高,可以和掃描無縫對接。所有說逆向工程技術與3D 打印技術是相輔相成的關系,逆向工程技術的應用可以獲得3D 打印的模型,3D 打印又可以驗證逆向工程技術的效果。二者是相互促進、相互協調的關系[3]。
一次“第一次全國勞動大會舊址”進行了一系列修繕工作,發現當年的照明設施燈罩出現破損現象,由于此燈罩年代已久,市面上無法購置更換,給修繕工作造成了巨大困難。文物是國家寶貴的歷史財富,對歷史研究、科學指導等方面具有十分重要的意義[4],隨著時間的推移,這些文物受本身、環境、人員等因素的影響,文物會出現破損或者損壞的情況。為了解決此困難,本文以破損的燈罩為例,詳細介紹利用逆向工程技術修復破損的燈罩,解決了傳統文物數字化信息留存、精準復原、沒有數模等難題,用3D 打印技術加工燈罩來驗證修復的效果,為后續加工做好鋪墊。
1 基本工藝流程
利用逆向工程技術和3D 打印技術相結合的方式助力文物數字化及復原領域是發展的趨勢,此步驟是使用手持式激光掃描儀采集實物數據,得到實物的三維點云數據,通過Geomagic、UG 等軟件將采集完成的三維點云數據進行處理,將得到一個三維實體模型,再通過3D 打印設備進行加工。本次燈罩修復的工藝流程如圖1所示。

圖1 工藝流程
2 數據采集
數據采集是第一步,也是最基礎的,其精準程度將影響后期的數據處理[5]。實物三維坐標的數據采集主要分接觸式和非接觸式兩種采集方法[6],本次燈罩數據采集是非接觸式,非接觸式測量可以獲取被測物體表面數據,有效地避免了文物數字化過程中對文物造成接觸式損害。使用的設備是BYSCAN750系列手持式激光掃描儀,優點是手持式激光掃描儀工作時采用多條線束激光來獲取物體表面的三維點云,操作者將設備握在手上,實時調整儀器與被測物體之間的距離和角度,操作靈活方便;在掃描大體積物體時,可以配合全局攝影測量系統,消除累計誤差,提高全局掃描的精度;該掃描儀可以方便攜帶到工業現場或者生產車間,并根據被掃描物體的大小、形狀以及掃描的工況環境進行高效精確的掃描;精度最高達0.03 mm,保證獲取精準的三維測量數據,被掃描物體可以移動,無需固定,具有快速掃描模式和深孔死角掃描模式,兩種模式可以快速切換,其中多束交叉線激光掃描,掃描速度快,單束獨立工作線激光,可掃描各種深孔和死角。
由于燈罩是白色的,沒有透明高光,根據手持式激光掃描儀設備特點,不需要對燈罩噴顯像劑,直接粘貼標志點就可以掃描。粘貼標志點的時候要注意貼在物體表面上的平坦區域,與曲面每邊邊緣的距離保持在12 mm 左右,兩兩相鄰標志點的最小距離應保持在20~100 mm 之間,不要人為的將標志點分組排列,標志點盡量不要貼在一條直線上。圖2 所示為燈罩粘貼完成的標志點。

圖2 燈罩粘貼標志點
手持式激光掃描儀掃描燈罩,通過掃描儀設備和掃描軟件相結合采集數據。由于燈罩是一個非常復雜的曲面,形狀非常奇異,所以在掃描的時候,為了方便、快速完成燈罩的數據采集,在一個輔助臺上貼上標志點,輔助臺上貼上標志點的目的是為了不同角度掃描的時候更好地過渡掃描,提高掃描速度,然后再把燈罩放在上面,使用手持式激光掃描儀不同角度對燈罩進行掃描以獲得完整的燈罩點云數據,如圖3 所示,燈罩的現場數據采集場景。

圖3 燈罩數據采集
3 數據處理
3.1 點云數據處理
點云數據的處理在逆向工程中是非常重要的環節,點云數據的處理直接影響到后面模型修復,曲面重建的質量。掃描系統在采集數據時都不可避免地存在誤差,一般會存在數據過于龐大和噪點的情況[7]。首先將燈罩掃描的數據導入到Geomagic軟件,由于掃描過程中不可避免地將與燈罩無關的東西掃描到,所以數據中除了有燈罩數據外還有其他雜數據,這需要用軟件進行處理。通過去除體外孤點、減少噪聲、統一采樣、刪除等操作,進行一步處理燈罩點數據,然后選擇封裝指令,將燈罩點云數據封裝為多邊形模型。
3.2 模型構建
根據燈罩點云數據處理,燈罩的數據還沒達到加工要求,首先是缺陷的位置,有一個孔,根據點云數據封裝的效果,還沒達到要求,所以刪除剛封裝的缺陷孔數據,然后選擇填充孔指令,填充類型要選擇曲率,填充方法是填充。圖4 所示為燈罩缺陷孔修復前后的效果。
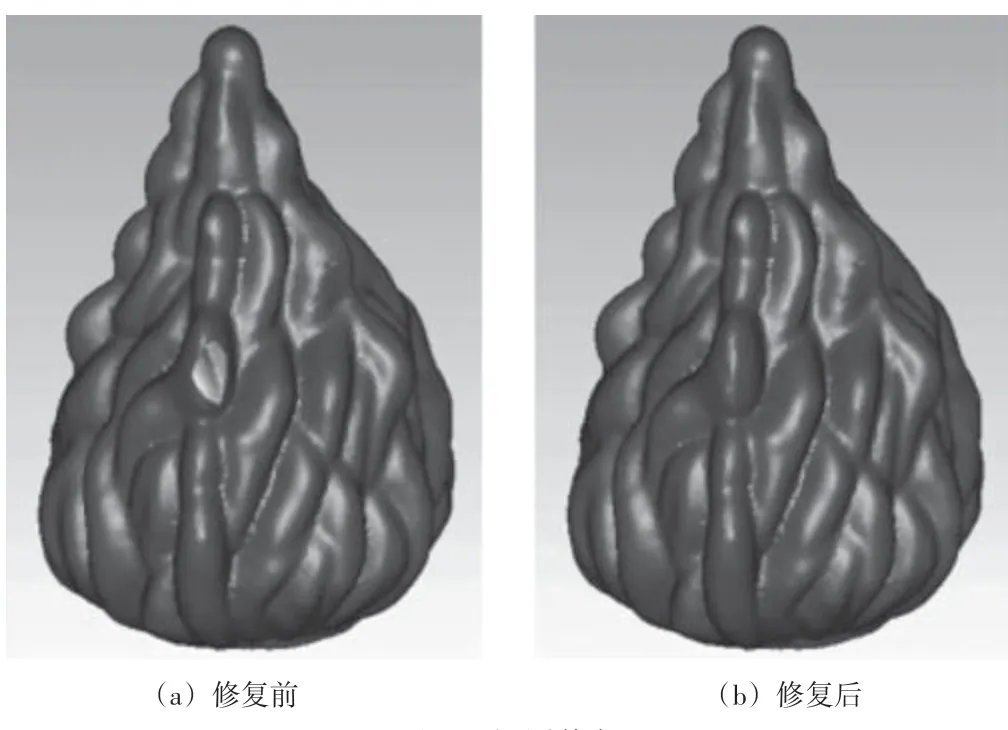
圖4 燈罩修復
在逆向工程中,曲面重構是逆向工程中最重要、最繁雜的一環[8]。燈罩曲面的構建:在Geomagic 軟件中選擇形狀階段,通過探測輪廓線、編輯輪廓線、繪制曲面片布局圖、構造曲面片、松弛所有輪廓線、松弛曲面片、編輯曲面、構造格柵等指令,完成燈罩曲面的設計,選擇擬合曲面指令,將燈罩所有曲面擬合在一起。然后通過3D 分析,檢查Geomagic 軟件完成的燈罩和原來燈罩的質量,看是否在所要求的精度范圍之內,如果沒有則需要對這個CAD 模型進行重構或是修改以使其最終滿足精度要求[9]。如圖5 所示:燈罩3D 比較分析,可知平均距離為0.011 mm,標準偏差為0.087 mm。根據3D比較圖,絕大部分曲面都顯示綠色,都在-0.1~+0.1 mm 范圍,證明完成燈罩曲面的構建和原來燈罩非常吻合,最后導出燈罩曲面的數據。

圖5 3D比較
將Geomagic 軟件完成的燈罩數據導入到UG 軟件中,燈罩數據還需要進一步處理,因為Geomagic 軟件完成的是燈罩外曲面,沒有厚度,燈罩口的大小沒有規整,而且有些部位燈罩的曲面不光順。根據燈罩數據,在UG 軟件中將一些不光順的曲面刪除,依據缺口邊緣線,重新繪制NURBS 曲線,有了曲線后,生成NURBS 曲面,因為NURBS 具有曲面質量好、速度相對較快、算法穩定等特點,在1991 年國際標準化組織(ISO)頒布的工業產品數據交換標準STEP 中,已將NURBS 作為定義工業產品幾何形狀的唯一數學方法[10]。根據生成NURBS 曲面的質量,在UG 軟件中使用X 成形調整曲面,使生成的曲面光順、流暢,而且在誤差范圍內,使用修剪偏體、截面分析、通過曲線組、N 邊曲面等指令完成燈罩外表曲面的構建;利用UG 軟件中的縫合功能將曲面模型進行縫合[11]。然后根據掃描數據結合量具測量燈罩的壁厚,在UG 軟件中使用加厚指令,將燈罩加厚。通過繪制曲線、修剪體、拉伸等指令,將燈罩口的位置進行規整。使用三維軟件UG進行逆向建模,Geomagic 軟件進行精度分析,完成的數據更加準確[12]。
4 3D打印及測試
為了降低成本,將構建完成的燈罩數據進行3D 打印,使用的是300 型三角洲打印機,此3D 打印機結構上采用了穩定的Kossel 構架,打印速度快,層精度高,易拆裝好調平。該打印機在打印一些中小型工件時有不錯的速度和質量。該機整合了自動調平模塊,可以快速完成平臺調平。其工作原理是用加熱頭把熱熔性材料加熱到臨界狀態,呈現半流體性質,在程序控制下,沿二維平面上運動軌跡,噴頭將半流動狀態的材料擠壓出來,凝固形成預設形狀的薄層。當一層打印完畢后,通過垂直升降系統將噴頭移動至新層,這樣層層堆積粘結,自下而上形成一個完整的三維實體。燈罩3D 打印步驟是利用3D 打印機配套的切片軟件,將燈罩進行模型切片,在切片的時候可以對將要打印的模型進行縮放移動等處理,以及根據需要添加打印支撐;設置打印參數,包括打印機設置,切片設置,G 代碼設置;對模型進行切片分層,計算打印還原軌跡,生成G 代碼,本次燈罩打印需要時間為12 h,層數1 520,需要材料62 860 mm。根據燈罩的顏色,打印所選用的材料也要和原來燈罩相符合,通過SD 卡,將G 代碼輸入到3D 打印機中,使用SD 卡可以有效地預防了因電腦死機、卡頓所造成的困擾現象。然后調平加工平臺開始加工,打印機利用噴頭高溫熔化原材料跟隨軌跡進行逐層堆積的原理將數字化模型復原為實物,圖6所示為3D打印燈罩。

圖6 3D打印燈罩
將打印完成的燈罩進行后處理,去毛刺,有粗糙的地方用砂紙進行打磨,這些工作都完成后,進行測試,將燈罩裝在燈架上,燈亮的效果很好,而且裝配也非常牢固。圖7 所示為燈罩測試的效果,圖8所示為燈罩小批量加工。

圖7 燈罩測試

圖8 批量加工
5 結束語
本文以燈罩為例,通過逆向工程技術與3D 打印技術相結合,探索出一條文物保護及修復的路線:從實物三維數據采集,點云數據處理,模型構建,再到3D 打印產品。該技術路線的意義在于:
(1)利用手持式激光掃描儀掃描修復文物不僅復原的精度高,而且能在文物數字化過程中有效避免對文物造成二次傷害;
(2)將逆向構建模型和實物掃描模型進行3D 比較分析,有效地檢驗產品構建后的質量;
(3)將逆向工程技術與3D 打印技術相結合,快速復原產品,縮短產品的研發周期,實現個性化的更新換代;
(4)3D 打印的文物副品,可以用于實際展覽及相關行業的主題教育;
(5)該技術路線為產品的開發,產品的修復具有很好的借鑒作用。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
