粉條標簽放置與捆扎的設計與研究
2022-10-13 01:42:40王曄李存良李麗閣
酒·飲料技術裝備 2022年5期
王曄 李存良 李麗閣
0.引言
隨著自動化生產水平提高,人們對粉條標簽的放置有了新的需求,本文介紹的粉條標簽放置與捆扎設備,通過取標、放標、壓標、捆扎等一系列動作,將標簽紙與粉條捆扎在一起,結構簡單,調整方便,適用范圍廣,可廣泛應用于粉條、米粉的包裝市場中,放標裝置替代傳統的貼標機,可以滿足不同規格的標簽紙放標需求。
1.總體方案設計
1.1 設計要求
本機主要用于粉條標簽的放置與捆扎,由于粉條有不同規格,且不同規格的粉條需要適應三種標紙,因此本機的設計需要滿足在三種標紙中心位置不變的情況下,實現標簽的放置與捆扎。
1.2 需要完成的工序
儲標—吸標—旋轉—放標—壓標—粉條靠攏—捆扎。
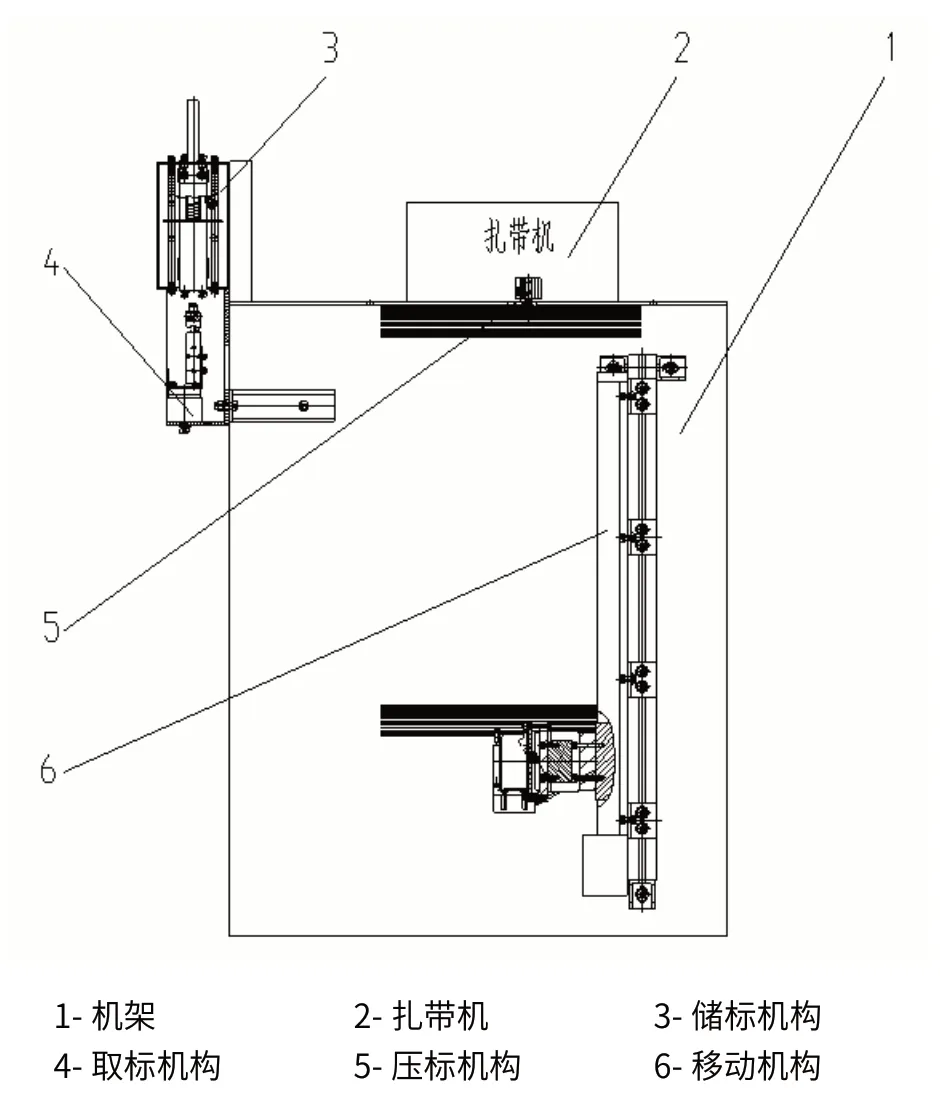
圖1 整體結構示意圖
1.3 主要組成
如圖1所示為本機整體結構示意圖,整機主要組成包括機架、扎帶機、儲標機構、取標機構、壓標機構、移動機構六大部分。
1.4 工藝流程
(1)開始工作前檢查標盒中的標紙,及時補充;
(2)吸盤在氣缸帶動下從標盒取出標紙,由旋轉氣缸帶動旋轉90度,到達放標位置;
(3)壓標機構在氣缸帶動下將標壓住,同時旋轉氣缸旋轉90度,將取標機構帶回起始位置;
(4)粉條移動單元夾緊并運動至放標位置;
(5)扎帶機將粉條和標紙一起捆扎;
(6)壓標機構在氣缸帶動下回到起始位置。
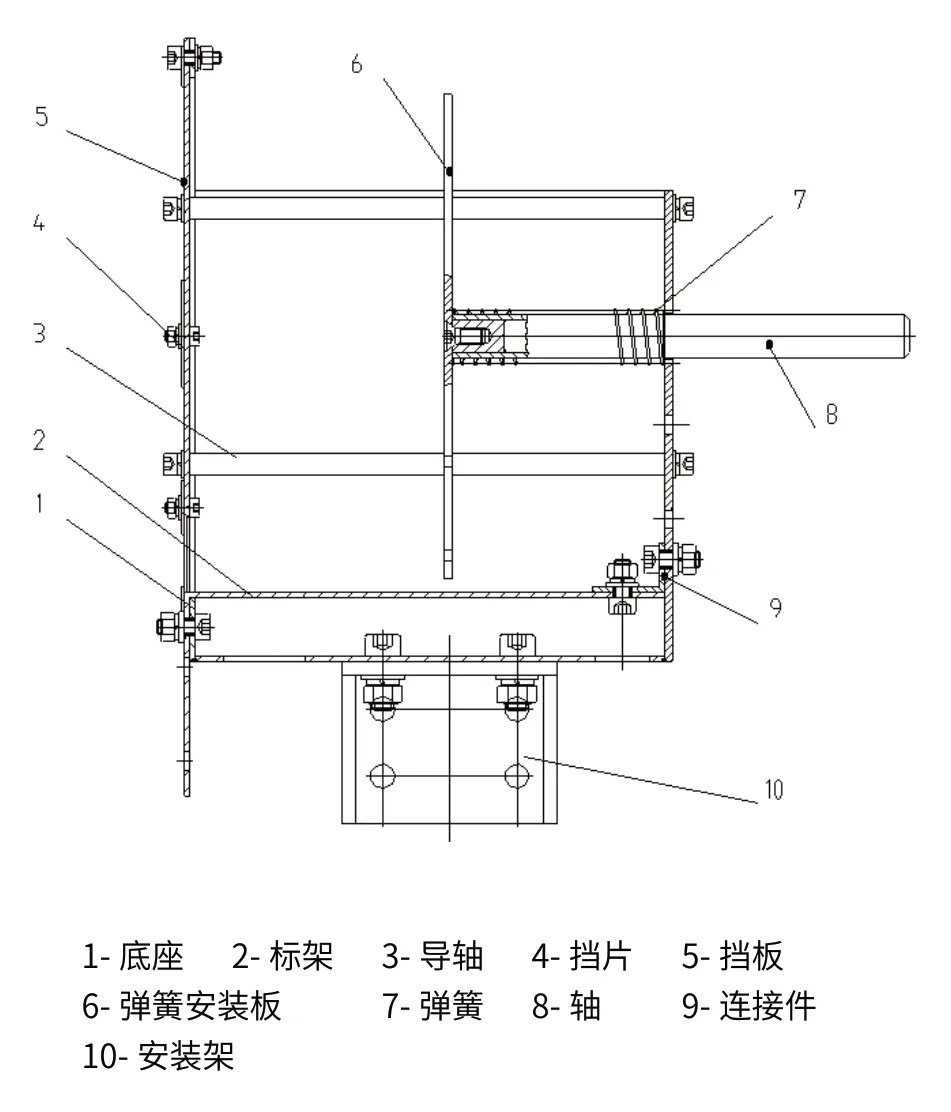
圖2 儲標機構
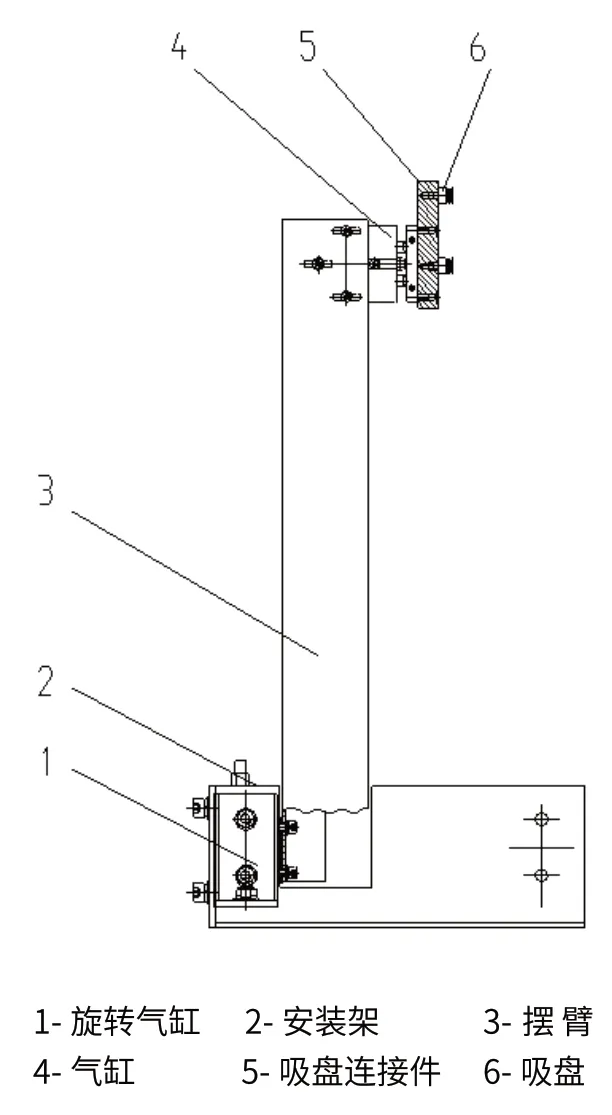
圖3 取標機構
1.5 主要技術參數
適用粉條規格:直經Φ80~Φ140,適用標紙尺寸:100×52mm,100×45mm,90×45mm。
2.主要部件結構設計與工作原理
2.1 儲標機構
儲標機構主要由底座、標架、導軸、彈簧、彈簧連接板、安裝架、擋片等組成。整個儲標機構通過安裝架安裝在扎帶機上面。
此儲標機構可滿足三種不同規格的標紙,分別是100×52mm、100×45mm、90×45mm,為保證取標中心的一致,底座和標架做成可調節式。更換標紙時,重新安裝標架在底座上的位置即可。
連接板和底座連接,彈簧板四角的四個孔分別穿在四個導軸上,彈簧板和套有彈簧的軸通過螺釘連接在一起,導軸分別連接在連接板和底座的后平面上,連接板和底座后平面分別設有不同的孔位。當標紙更換時,將導軸裝在對應孔位上。
儲標機構如圖2所示:標盒中的標紙被取標機構取走后,其余標紙在彈簧的壓力下自動向前,始終保證取標機構中的吸盤能吸到標紙,標紙不足時,將彈簧壓縮,繼續放入新的標紙,彈簧自由高度160mm,負載高度80mm,可滿足近700張的標紙儲存[1]。
2.2 取標機構
取標機構主要由安裝架、擺臂、吸盤連接件、平臺連接件、氣缸,吸盤、旋轉氣缸等組成。
整個取標機構通過安裝架安裝在機架上。機架的寬度根據扎帶機設計,旋轉氣缸安裝在安裝架上,氣缸通過擺臂和旋轉氣缸連接,吸盤通過吸盤連接件和氣缸相連。吸盤連接件可以連接兩個真空吸盤,使用小標簽紙時,只需在吸盤連接件的上連接孔連接吸盤,就可以保證吸取到小標紙的中心位置,使用較大兩種標簽紙時,吸盤連接件上需要連接兩個吸盤,可保證成功吸取到標紙[2]-[3]。
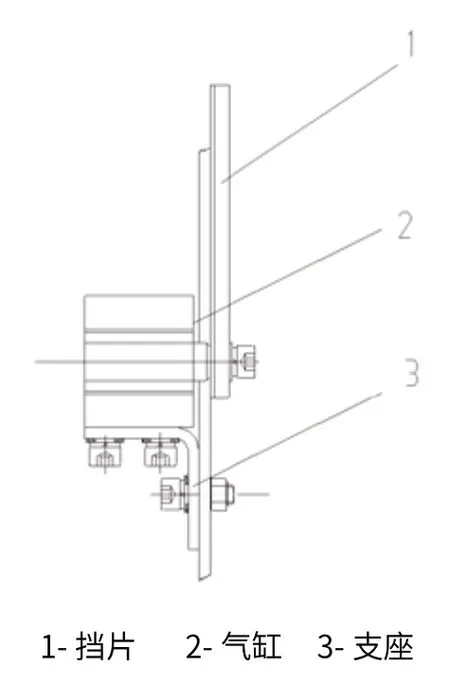
圖4 壓標機構
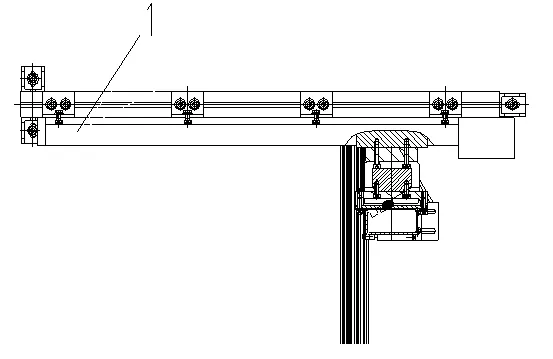
圖5 移動機構俯視圖

圖6 移動機構
工作原理如圖3所示:首先由氣缸帶動吸盤工作吸取標紙,待標紙吸出,旋轉氣缸開始工作,帶動擺臂旋轉90度,與此同時,與擺臂連接的氣缸隨之轉90度,這樣一來,標紙也正好轉90度。通過放標位置和儲標位置計算出擺臂長度,為了滿足不同大小的標紙恰好在相應粉條的中心位置,將氣缸安裝在擺臂的右接觸面。
2.3 壓標機構
壓標機構由支座、壓片、氣缸等組成。
氣缸通過支座安裝在扎帶機上,壓片連接在氣缸上。
壓標機構的工作原理如圖4所示:標通過旋轉氣缸到達放標位置時,壓標機構工作,將標壓住,取標機構通過旋轉氣缸回到起始位置,同時粉條將在移動單元的帶動下靠攏過來,待扎帶機工作完成。壓標機構有效解決了標簽紙放置的問題,在放標之后,捆扎之前保證了標簽紙位置不變,為整個設備有效運行提供了保證。
2.4 移動機構
移動機構由移動單元、連接臂、氣缸、氣缸連接板、調節塊、推塊等組成。
為了適應不同規格尺寸的粉條,現將與氣缸尾部連接的連接塊通過調節塊連接,不同的粉條只需調整螺釘位置即可[4]。
移動機構工作原理如圖5、6所示:取標機構將標簽紙取出并放到放標位置時,移動機構開始工作。由氣缸帶動氣缸連接板和推塊夾緊粉條,在伺服控制下由移動單元帶動精確的移動至扎帶機位置,待放標和捆扎完成后,移動單元帶動粉條返回到下一工位[5]。
3.結束語
本設備結構簡單,調節方便,更換不同標紙時只需調整儲標機構的標架位置即可,能統一不同標紙中心位置。真空吸盤吸取標紙,與粉條一起捆扎,成功解決了傳統貼標機對粉條造成粘痕的問題,并滿足了不同規格標紙與粉條放置與捆扎的要求。整個操作過程自動化,有效提高工作效率,有利于生產規模自動化。
