電磁無心夾具夾緊力自適應控制系統研究
2022-10-14 05:54:30趙國強薛進學王毅鵬高昌彬呂寬寬
中國測試 2022年9期
關鍵詞:變形
趙國強, 薛進學, 王毅鵬, 高昌彬, 呂寬寬
(河南科技大學機電工程學院,河南 洛陽 471003)
0 引 言
電磁無心磨削是無心磨削的一種,是采用電磁無心夾具對工件進行定位、夾緊的磨削加工方法[1],常用于軸承套圈磨削加工,能顯著提高加工效率,保證加工精度[2]。軸承套圈是軸承的主要組成部分,有徑向壁厚較小,剛度較低等特點[3]。由于套圈表面存在形位誤差等不穩定因素,磨削過程中磨削力是動態變化的,且受磨削力影響,套圈所受電磁無心夾具支承的壓力也是變化的,導致在電磁無心磨削過程中套圈易產生變形。實際生產中,在加工套圈,特別是薄壁套圈時,工藝上常常借助加強圈來防止變形等現象的產生[4],然而卻增加了裝卸加強圈的工序,降低了加工效率,因此需要設計一種能實時根據套圈受力狀況調控夾緊力的電磁無心夾具自適應控制系統。
自動控制技術的應用是機械制造現代化的重要條件和顯著標志[5]。Oscar Gonzalo 等[6]結合傳感器裝置設計了一種智能夾具輔助裝置,實現了夾具對工件的自動定位和夾緊力的調節,并對夾具功能進行了測試。高升等[7]針對飛機結構件在高速銑削過程中由于剛度較低容易發生裝夾變形的問題,用傳感器、PLC等組成了夾緊力控制系統,實現了夾具的柔性化。齊鋼等[8]設計了一套汽車后輪電子機械制動卡鉗,建立了夾緊力控制仿真模型,并進行了仿真和試驗驗證。謝存禧等[9]采用基于CMAC的神經網絡控制作為主動柔順智能控制方式,設計了一種新型磁懸浮伺服的機器人裝配夾具。
上述夾具夾緊力控制多應用于干擾少的場合,且控制方法多采用傳統的PID控制算法,控制效果很大程度依賴于辨識模型的精確度。電磁無心磨削過程中工件保持繞自身中心軸線旋轉,受干擾因素較多,夾緊狀態復雜,多變。目前未發現一種能自適應調節夾緊力的電磁無心夾具,筆者結合模糊PID控制方法設計了一種電磁無心夾具夾緊力自適應控制系統。
1 控制系統的建立
1.1 控制對象的確定
電磁無心磨削時,要求套圈穩定地貼在兩支承上,繞套圈自身中心軸線轉動[10]。穩定狀態下電磁無心夾具套圈受力示意圖如圖1所示。軸承套圈在夾緊力F0、磨削力、兩支承約束反力和重力作用下保持繞自身中心軸線順時針轉動。
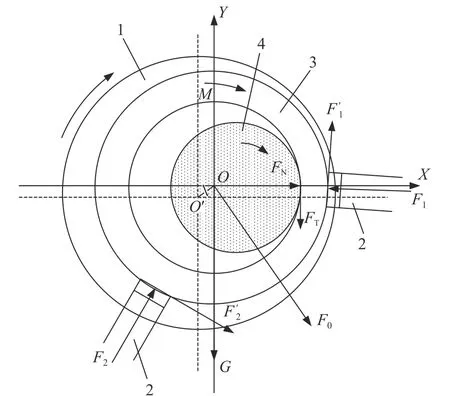
圖1 電磁無心磨削套圈受力示意圖
套圈寬度和直徑一般較小,因此將各作用力簡化到套圈中心,得到電磁無心磨削套圈平面力系受力分析圖,如圖2所示。
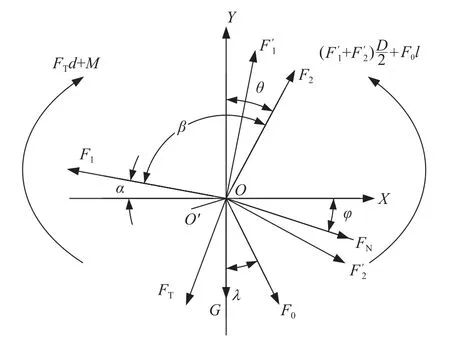
圖2 電磁無心磨削套圈平面力系受力分析圖
根據軸承套圈受合力為零,套圈順時針旋轉,合外轉矩M<0,建立平衡方程:
即:
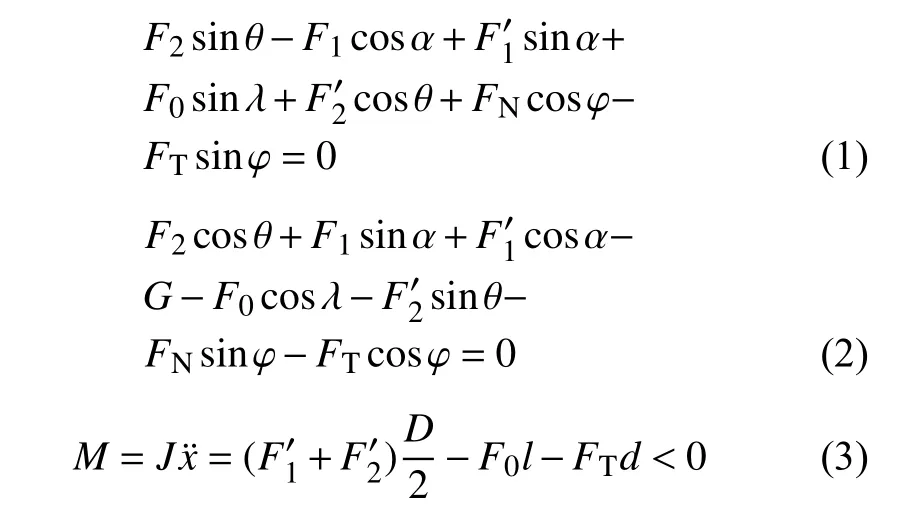
式中:F2——后支承對套圈沿徑向的壓力,N;
θ ——F2與縱坐標軸之間的夾角,(°);
F1——前支承對套圈沿徑向的壓力,N;
α——前支承角,(°);
F1′——前支承對套圈沿切向的摩擦力,N;
G——套圈所受重力,N;
F0——夾緊力,N;
λ——夾緊力F0與坐標Y軸負方向之間的夾角,(°);
F2′——后支承對套圈沿切向的摩擦力,N;
FN——磨削力沿法向的分力,N;
FT——磨削力沿切向的分力,N;
φ——FN與X軸正向之間的夾角,(°);
M——合力矩,N·m;
J——轉動慣量,k g·m2;
——切向加速度,m/s2;
D——套圈外徑,m;
d——磨削作用點距套圈中心的距離,m;
l——偏心量,m。
磁極中心和套圈中心不重合導致套圈端面和磁極接觸面有相對滑動,產生滑動摩擦力[11],滑動摩擦力的合力即為夾緊力F0。F0與磁力Q、套圈與磁極接觸面摩擦系數f、平均半徑RAVG、偏心量l、磁極角速度ω1、磁極與套圈角速度差Δω有關,由下式[12]算出:

當套圈到達勻速轉動狀態時,Δω近似為0,則:

磨削力和夾緊力F0是主動力。磨削力的大小與砂輪和工件的材質、背吃刀量、進給量和工件速度等有關,是處于動態變化中的。當套圈達到勻速轉動狀態時,由式(5)得,夾緊力F0的大小與摩擦因數f和電磁力Q有關。兩支承對套圈的作用力是約束反力,根據式(1)、(2)得,兩支承作用力的大小受磨削力和夾緊力F0的共同影響。經過分析、檢測,后支承對軸承套圈的壓強較大,套圈材質可近似認為是均勻的,則套圈在后支承與套圈接觸點最容易產生變形、劃痕等問題。
綜上,后支承對套圈沿徑向的壓力F2進行檢測并通過在一定范圍內控制電流大小的方式控制夾緊力,進而間接保證壓力F2在目標值的方法能有效控制套圈磨削過程中的變形。
1.2 控制系統的搭建
在進行套圈電磁無心磨削過程中,需實時檢測后支承對套圈的徑向壓力F2,并把測得的信號經放大器放大傳輸到單片機控制模塊,經信號調理、A/D轉換成二進制后,通過控制算法確定所需的電流信號值,信號經過D/A轉換成電流模擬信號并經放大器放大后流入線圈,進而調整夾緊力,控制流程示意圖如圖3所示。
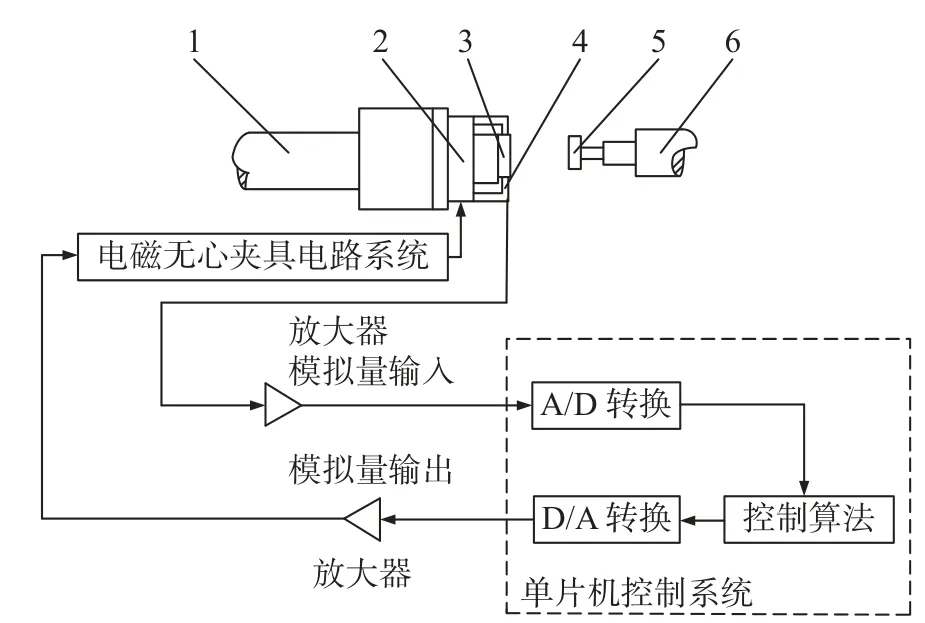
圖3 控制流程示意圖
圖4 為自適應控制電磁無心夾具裝配圖,右側為新型支承,圖5為自適應控制電磁無心夾具實物。在新型支承內部安裝壓力傳感器可實時檢測磨削加工過程中支承上所受壓力,即后支承對套圈的徑向壓力。
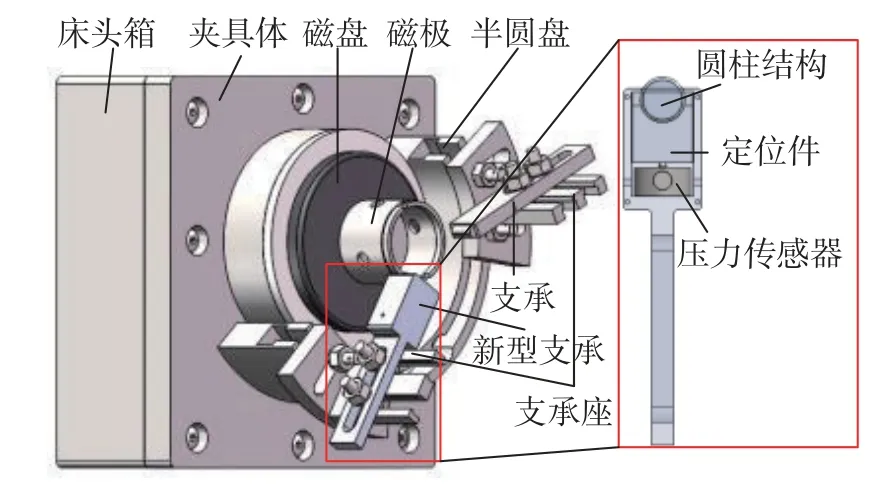
圖4 自適應控制電磁無心夾具裝配圖

圖5 自適應控制電磁無心夾具實物
新型支承外結構件、圓柱結構和定位件均為鋁合金材料,保證檢測過程中不受磁力因素干擾,當圓柱或者定位件磨損變形較為嚴重時,腔體加蓋的結構保證圓柱、定位件組件可拆卸更換,從而保證新型支承的功能,壓力傳感器參數如表1所示。
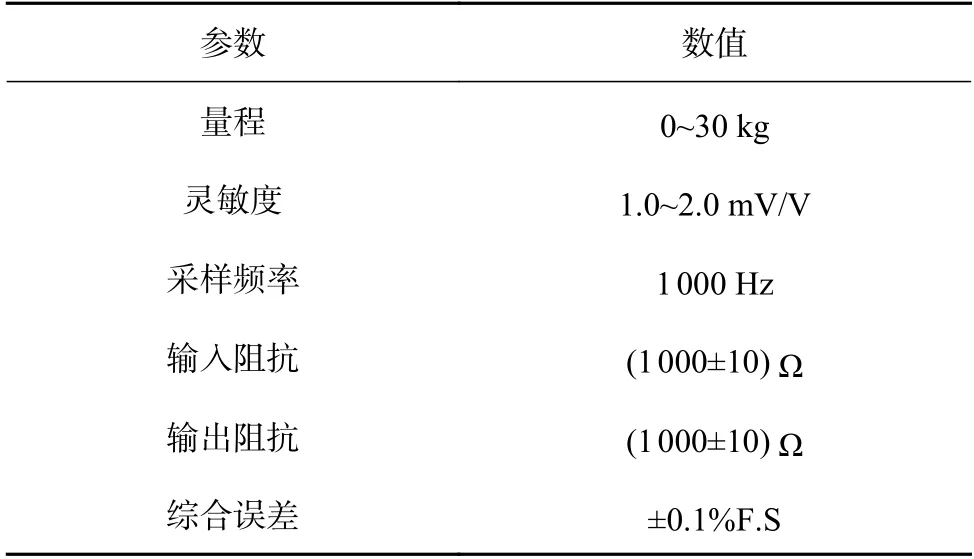
表1 壓力傳感器參數
2 建模與分析
電流控制單元、線圈、后支承徑向壓力檢測單元和前置放大器、后置放大器的傳遞函數分別記為G1、G2、G3、G4,均為一階慣性環節,則:
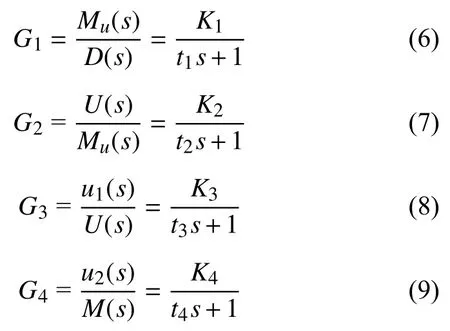
式中:D(t)——單片機控制模塊輸出的控制信號;
Mu(t)——輸出到電磁無心夾具線圈的電流;
U(t)——所檢測壓力大小;
u1(t)——壓力傳感器測量壓力所產生的信號;
u2(t)——u1(t)經放大器處理放大后輸出的信號;
D(s)、Mu(s)、U(s)、u1(s)、u2(s)——各物理量的拉普拉斯變換;
s——拉氏變換中的復頻率;
K1、K2、K3、K4——各比例系數;
t1、t2、t3、t4——各時間常數。
取K1=1,K2=2,K3=1,K4=1,通過試驗測得:t1=62s,t2=393s,t3=30s,t4=0.1s。
故狀態空間方程為:

A——系數矩陣;
B——輸入矩陣;
x——狀態向量;
u——輸入向量,u=u(t)。

初始條件為:
約束條件為:

其中Umin、Umax分別為電流控制單元輸出的電流的最大值和最小值。后支承壓力F2和電流最大輸出功率共同決定Umin、Umax的值。
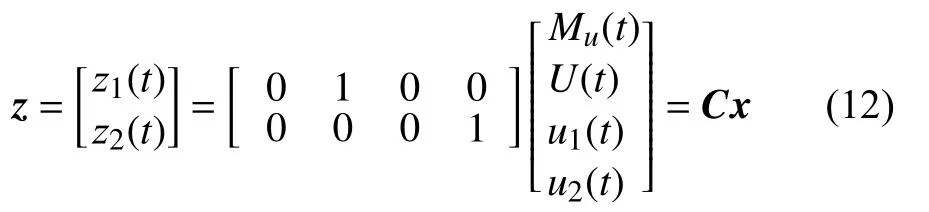
輸出方程為:
設目標函數為

式中:t0——計算目標函數的初始時刻;ta——計算目標函數的最終時刻;
Ud——目標壓力值。

狀態能控矩陣和狀態能觀矩陣皆為滿秩,本系統完全符合能控、能觀。
3 模糊PID控制器
3.1 模糊PID控制器原理
常規PID控制器原理簡單、易于實現,但是對數學模型的精確度要求比較高。電磁無心夾具夾緊力控制系統控制過程中存在磨削力變化等多種干擾影響,常規PID控制器難以保證良好的控制效果。模糊PID控制器將模糊邏輯和PID控制算法相結合[13],寫入單片機的模糊PID控制器可對輸入量e和ec不 斷檢測,再根據所制定的誤差e、誤差變化率ec與 輸出量 ΔKp、ΔKi、ΔKd之間的模糊關系進行模糊運算,即可得出不同時刻的ΔKp、ΔKi、ΔKd,實現對比例系數Kp、積分系數Ki、微分系數Kd的自整定,使控制過程更加靈活,精準 。
3.2 模糊自適應PID控制系統的設計
1)選擇模糊語言變量,確定基本論域
選擇誤差e、誤差變化率ec和輸出的模糊語言變量為E、EC和Kp、Ki、Kd。 根據e、ec和PID參數實際的基本論域,設定E、EC的論域均為[–3, 3],Kp、Kd的論域均為[–3, 3],Ki的為[–0.6, 0.6]。
2)建立隸屬度函數
選取E、EC和PID參數的各語言變量值:正大為PB,正中為PM,正小為PS,零為Z,負小為NS,負中為NM,負大為NB,各語言變量值在其論域上對應的隸屬度函數分別為:zmf、trimf、trimf、trimf、trimf、trimf、smf。依次建立EC、Kp、Ki、Kd的隸屬度函數,如圖6為Matlab仿真過程中偏差E的隸屬度函數圖。

圖6 偏差E隸屬度函數
3)制定模糊規則庫
Gain模塊中的量化因子將實際輸入值e、ec轉化為模糊論域中的數值作為模糊控制器的輸入并選用Mamdani控制規則輸入到編輯器中,如圖7所示為模糊規則庫,共有7 ×7=49條模糊規則。
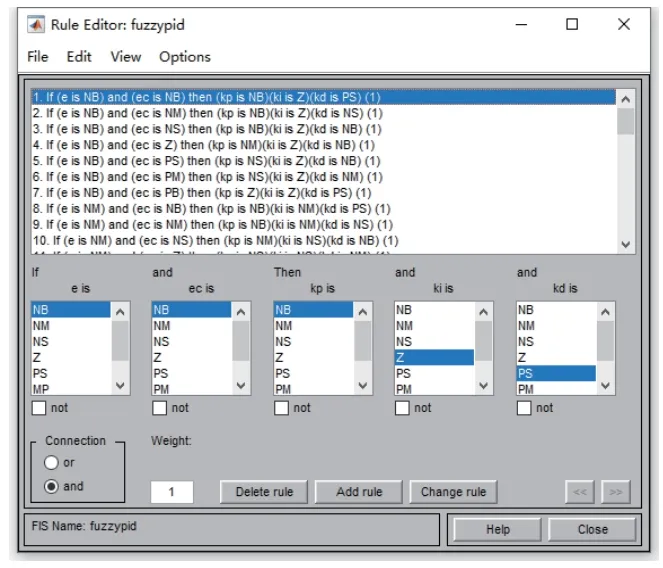
圖7 模糊規則庫
4)去模糊化并建立仿真模型
采用“重心法”做“去模糊化”。去模糊化后得到ΔKp、ΔKi、ΔKd即可對PID參數進行調整。數據輸入后可在Rule Viewer和Surface Viewer中查看具體輸入模糊推理后的輸出情況。圖8為所導出輸出量Kp=F(e,ec)的曲面圖。
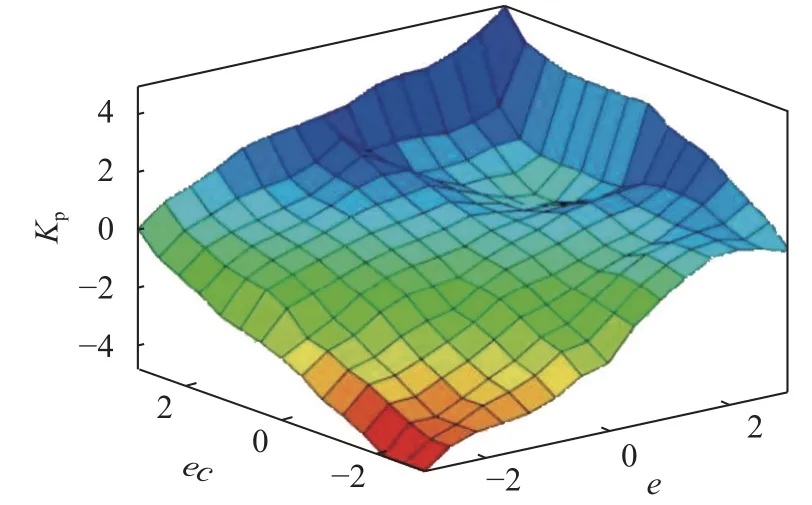
圖8 輸出量Kp=F(e,ec)曲面圖
5)用Simulink工具分別建立了模糊PID控制模塊和PID控制模塊,并通過仿真對比控制效果[14],Simulink系統仿真模型如圖9所示。
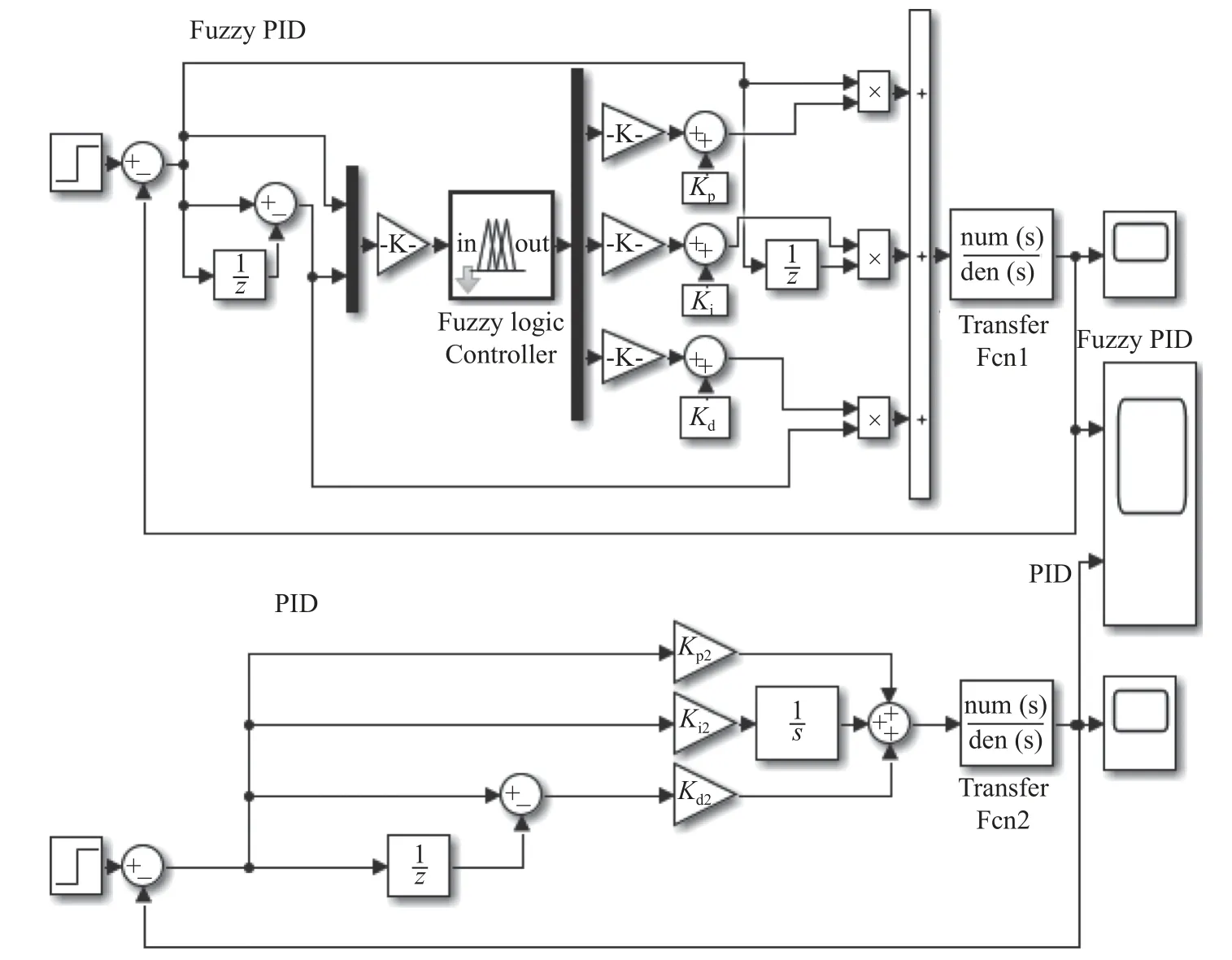
圖9 Simulink系統仿真模型
4 控制系統仿真
用所建立的電磁無心夾具控制系統仿真模型進行仿真。假設理想壓力的目標值為100 N,仿真結果如圖10所示,兩種控制算法都能控制夾緊力到目標值。常規PID超調量較大,且控制過程不平穩,0.7 s達到穩定狀態。而模糊PID算法響應速度快,超調量小,且控制過程更平穩,在0.4 s的時候已經達到穩定狀態。
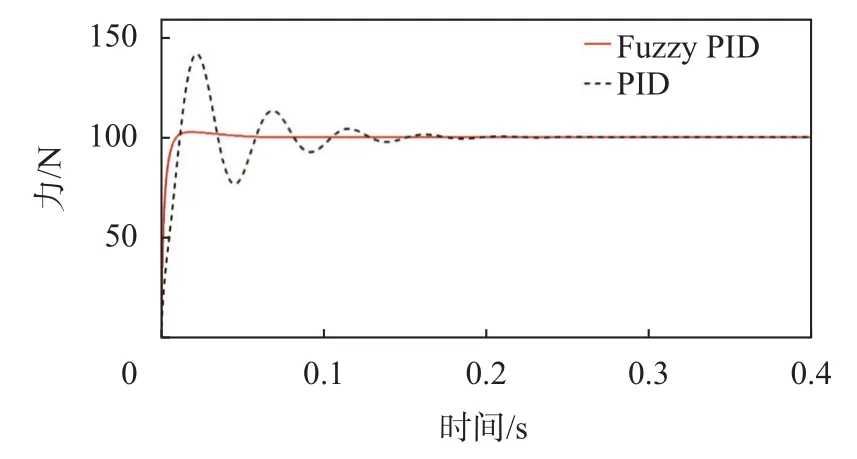
圖10 輸入階躍信號時的仿真結果
為了檢測系統的魯棒性,在0.6 s時,突加108 N的負載,作為擾動。仿真結果如圖11所示,可以看出在外界干擾因素的突然作用下,PID和模糊PID兩種方式都能使夾緊力恢復到目標值,并保持穩定。但對比發現模糊PID算法在干擾下表現更好,峰值為104 N,超調量為4%,而PID算法,峰值達到了106 N,超調量為6%,且模糊PID算法恢復到目標值所需時間大約為PID算法的二分之一。
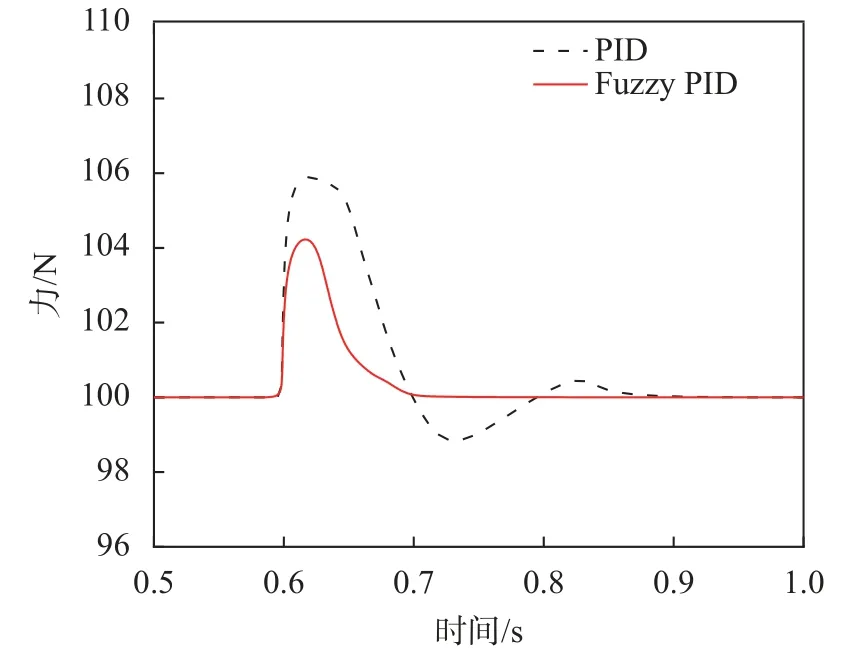
圖11 電磁無心夾具自適應控制系統干擾測試對比
5 試 驗
用所設計的電磁無心夾具自適應控制系統和常規電磁無心夾具做對比試驗,試驗機床為3MZ143A/1型自動球軸承外圈溝道磨床,各選取10件7009型號軸承外圈作為工件,采用相同的磨削用量如表2所示,進行外溝磨削加工。
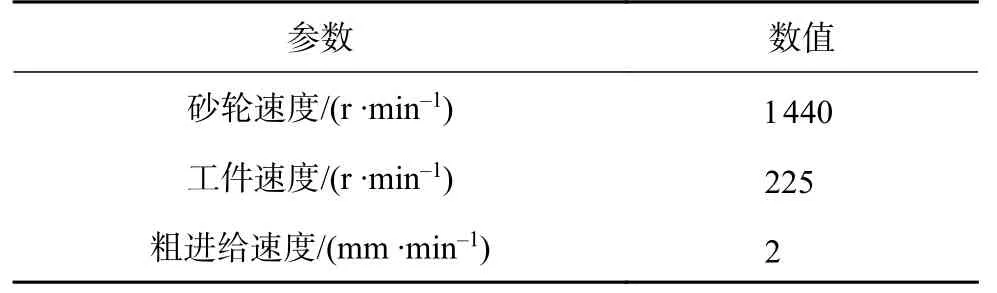
表2 磨削用量
試驗現場如圖12所示,經試驗,對工件進行加工時 ,壓力在70 N上下浮動,故將目標壓力值定為70 N。對于電磁無心磨削過程中套圈的變形主要反映在套圈圓柱度上,加工完成后用圓度儀檢測內、外徑面圓柱度進行試驗結果對比。

圖12 試驗現場
結果如表3所示,表中圓柱度單位mm,可知:采用電磁無心夾具自適應控制系統磨削加工后工件的內徑面平均圓柱度為0.004 6 mm,外徑面平均圓柱度為0.003 8 mm;采用常規電磁無心夾具磨削加工后工件的內徑平均圓柱度為0.011 4 mm;外徑平均圓柱度為0.010 4 mm。采用電磁無心夾具自適應控制系統能明顯減小外圈內、外徑面的圓柱度,減少變形,且能滿足內徑面圓柱度不超過0.005 mm,外徑面圓柱度不超過0.004 mm。
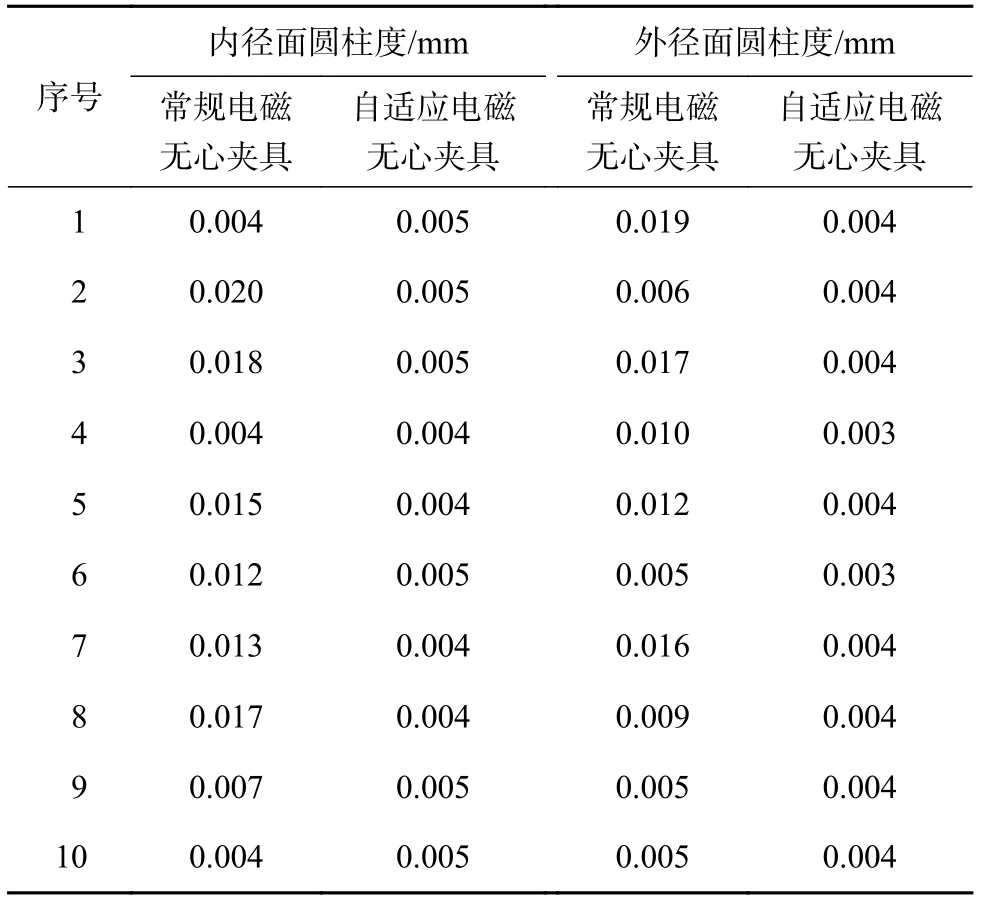
表3 磨削加工后內徑外徑表面圓柱度對比
6 結束語
本文提出了通過控制線圈電流控制電磁無心夾具夾緊力的控制策略,創造性地設計了檢測結構,結合壓力傳感器、放大器、單片機、信號轉換器搭建了一種電磁無心夾具自適應控制系統。相對于現有電磁無心夾具磨削過程中夾緊力固定,難以良好適應磨削力動態變化,易造成套圈變形問題,電磁無心夾具自適應控制系統能根據磨削力的變化實時調節夾緊力,自動化程度高,能減少變形。
通過對控制系統數學建模和Matlab仿真證明了,相較于常規PID控制算法,模糊PID控制算法更適合干擾因素多,復雜多變的控制系統,且魯棒性更強。 通過試驗驗證了電磁無心夾具自適應控制系統使套圈內徑面平均圓柱度降低了0.006 8 mm,外徑面平均圓柱度降低了0.006 6 mm,有效降低了電磁無心磨削過程中的圓柱度誤差,減少了變形。本文研究了通過控制電流控制電磁無心夾具夾緊力的控制系統,下一步可對偏心距、偏心方位角等參數的自適應控制進行研究,進一步提高工件的加工質量。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36