基于MasteCAM多軸葉輪加工策略應用技巧
2022-10-15 15:54:52謝正張桂花周亞芳范有雄
現代信息科技 2022年15期
關鍵詞:策略
謝正,張桂花,周亞芳,范有雄
(武漢軟件工程職業學院 機械工程學院,湖北 武漢 430205)
0 引 言
隨著現代制造業的發展,數控編程加工中的五軸加工模塊逐漸開發成典型加工策略,并廣泛應用在高精加工制造領域中,以滿足各類企業對產品高質量、高效率的要求。MasterCAM加工能提供有效、精確和簡潔的多軸加工策略。有一系列的刀軸控制方法,支持在加工復雜表面時可以精確地控制機床刀軸的運動方式,并且同時可以進行碰撞和干涉檢查。它擁有許多在復雜表面精確定義可控制機床刀路軌跡的機動方法。可變軸銑削附帶很多驅動方式和一系列加工刀軸的控制選項。
近年來,各級各類多軸數控加工實操競賽中,葉輪類零件成為多軸數控加工中的主要考點。葉輪零件作為一種復雜薄壁的曲面零件,一直以來都是機械加工領域重點和難點。葉輪是動力機械的核心部件之一,在航空、航天、軍事、船舶、電能動力等領域應用廣泛。葉輪加工質量的好壞直接影響到裝備動力裝置的機械性能。由于葉輪結構形狀的特殊性,使得葉輪的加工成為數控加工領域的一個難點,因此對葉輪加工的關鍵技術研究具有重要的意義。下面以某省工匠杯多軸加工實操競賽中的樣題為例,詳細闡述運用MasterCAM2020進行葉輪類零件的三維造型與多軸定向加工的解決方案。
1 輪轉體葉輪部位造型
零件實體造型二維圖,如圖1所示。
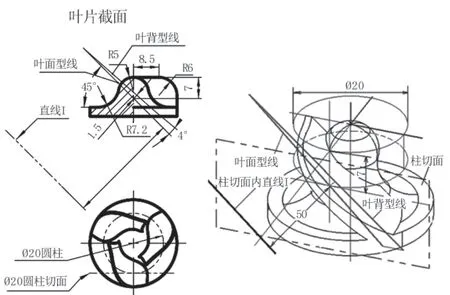
圖1 葉片尺寸參數
(1)該零件造型重難點為葉輪三葉片面的造型,葉輪葉片的葉背和葉面截面型線位于直徑20圓柱切面上,葉片實體由截面型線繞該柱切面內的直線I旋轉形成后,再以外輪廓線繞零件軸線作回轉切割即可得到,葉根過渡圓角均為R2。
1)在實際三維造型過程中,繪圖人員時常難以讀懂零件圖形,繪制葉片時容易出現葉片方向反向,無法與輪轂面很好結合等問題。經過實踐,得出繪制葉片時,葉片面更加工快捷,且不易出錯的繪制方法如下。如圖2所示,先完成葉面、葉背型線的截面圖,截面圖形在前視圖視角完成,如圖中紅色線條所示,按圖紙要求完成截面繪制后,將視圖切換到俯視圖,采用補正命令,將葉背、葉面型線截面圖形往前偏置10 mm,最終得到圖2所示狀態。
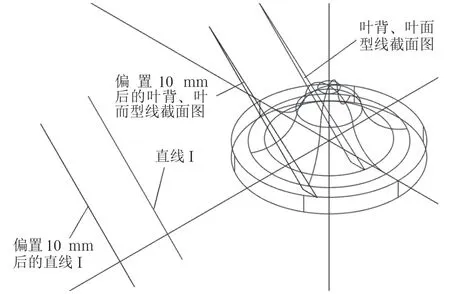
圖2 葉片二維截面
注意:截面右下角要延伸到接近下底面,如圖3所示。
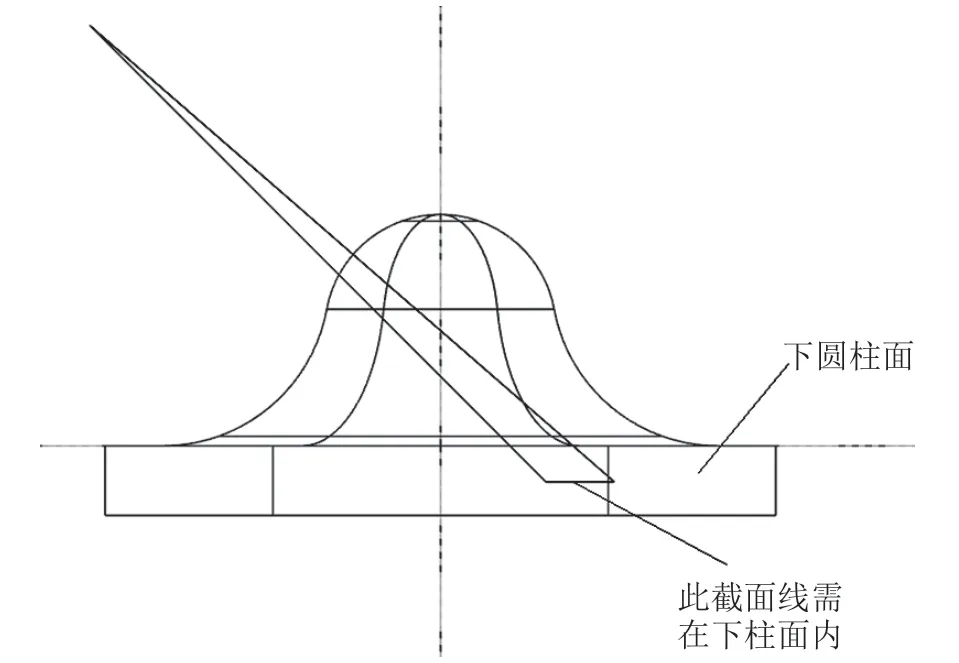
圖3 葉片二維截面
2)以偏置后的葉背、葉面型線作為截面,以偏置后的直線I作為中心旋轉軸,生成旋轉實體,其中旋轉起始為20度,結束為-20度,得到的結果如圖4所示。
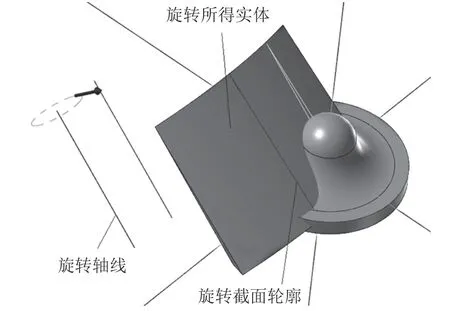
圖4 單葉片三維截面
3)將視圖切換至俯視圖,如圖5所示,選擇“實體”中的“依照平面修剪”功能,選擇分割實體為旋轉后所得實體,修剪直線為圖5中紅色線。
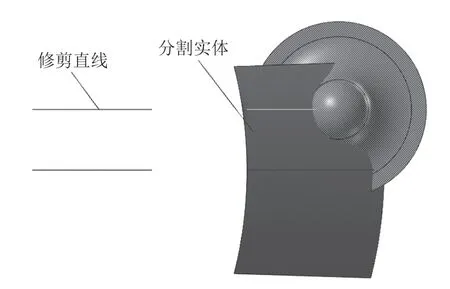
圖5 單葉片三維截面
4)將視圖切換至前視圖,按零件圖紙給出的尺寸繪制如圖6所示的封閉截面,注意,截面尺寸要能夠包容下旋轉體。以單根紅色旋轉軸為轉軸,以紅色封閉線為截面,采用旋轉實體功能,以切割主體類型,得到如圖7所示的間單個葉片。
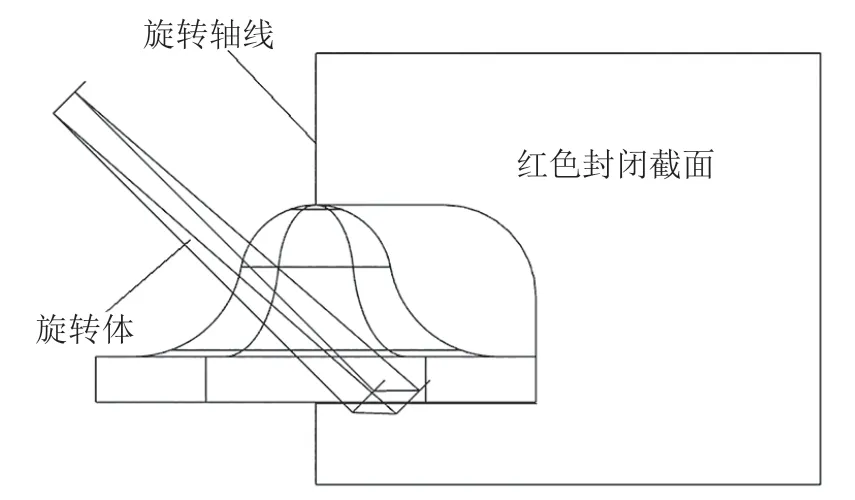
圖6 切割封閉截面
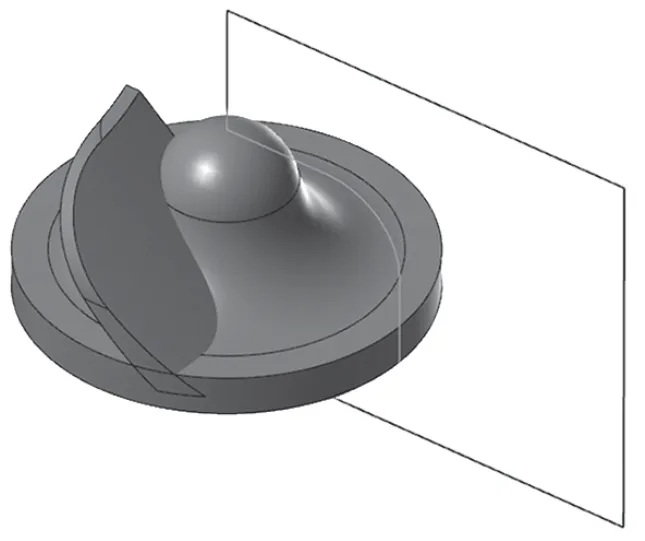
圖7 單葉片實體
5)接著采用“轉換”功能,采用“旋轉”方法,以圖8所示直線下端點為旋轉點,復制圖8所示的另兩個葉片。采用“布爾運算”將三個葉片與主體輪轂合并成一個體。
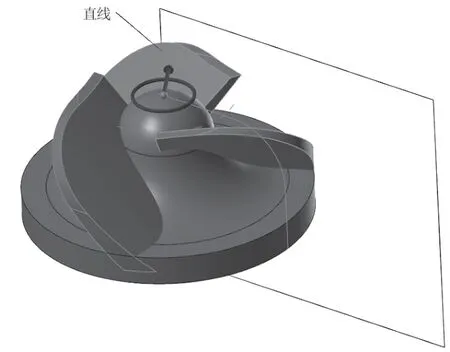
圖8 三葉片實體
結合常見葉片結構,需對葉片上端邊進行工藝倒圓角,圓角半徑為R0.2。根據圖紙尺寸要求,以及考慮葉片根部強度等問題,對葉片根部進行倒圓角處理,圓角半徑R2,最終完成葉輪三維造型部分,圖形如圖9所示。
圖9 葉輪三維造型
(2)此類葉片繪圖時,一定要注意葉片面的扭曲方向,以這個零件為例,在造型過程中,容易出現錯誤三處地方:
1)繪制輪轉體葉片面的葉背、葉面型線截面時,易出現錯誤。要在不同視角下進行3D繪圖,這就要求繪圖人員對零件結構,軟件應用等提出了更高的要求。解決該問題的方法,熟讀零件圖,掌握零件結構特點,合理運用軟件相應功能。
2)輪轉體葉片多余材料的去除封閉截面繪制時,易出現錯誤。繪制的截面大小要能夠完全將葉片多余材料包圍,否則進行旋轉實體切割時,會出現報錯現象。解決該問題的方法,繪圖時,要仔細檢查是否有多于的重復線條存在,旋轉截面范圍一定要大于切割實體最大范圍。
3)輪轉體葉片與輪轂體合并時,易出現錯誤。在進行布爾運算時,不知道如何進行選擇,或者忘記進行此步驟。解決該問題方法,要仔細觀察上下實體間的相互關系。
2 葉片面加工策略
葉片類零件多為扭曲曲面,普通三軸數控銑床無法滿足加工要求,通常會采用多軸聯動加工方式來完成。根據輪轉體零件結構特征分析,輪轉體葉片數量較少,葉片之間間距較大,除葉面根部少部分區域在三軸粗加工過程中無法加工外,其余大部分材料能去除,再通過調整合適的刀軸方向,采用合理的刀具,將葉片面根部少部分材料去除,這樣可以大大提高加工效率。為保證該零件加工精度,定軸加工時分為粗加工-半精加工-精加工3道工序完成。
MasterCAM2020多軸加工策略中的加工方法有曲線、側刃銑削、平行、沿面、漸變等9種方法。實例采用多軸加工策略中的沿面銑加工策略,其策略是在加工過程中通過控制刀具軸、切削方向和非切削參數等方法來生成復雜零件的加工刀軌,即刀具軸可以隨著零件的法線方向不同面相應改變。本文就最常用的“沿面”加工策略做詳細介紹。
2.1 三軸開粗
粗加工工序主要是為了去除輪轉體葉輪部分大部分余量,此時可選用較大平底銑刀較快的去除毛坯的大部分材料。其操作步驟如下:
(1)創建工件坐標系,以工件上端面中心為工件坐標系原點。
(2)選擇“優化動態粗切”后,單擊“模型圖形”拾取加工圖形。
(3)刀路控制,切削范圍設置,單擊“選擇箭頭”,選擇加工范圍,動態粗切是Mastercam最高效的粗加工方法之一,切削較平穩,采用小“步距”較大切深方法,能高效去除材料的粗加工。
(4)刀具的選擇,單擊刀具選擇“創建刀具”,選擇刀具的類型,設置刀具的基本參數和切削速度。
(5)切削參數的選擇,根據實際情況設置合適的切削參數,在“切削間距”和“分層深度”兩項需要結合刀具材料、工件材料、機床性能進行合理設置。“
(6)合理設置進刀方式和進刀參數
(7)“陡斜/淺灘”參數一定要正確設置,關系到切削加工深度。
(8)“平面”平面設置是多軸定向加工時,最重要的參數之一,如何正確設置平面,需要結合加工部位、加工區域、零件特征進行設置,它直接關系到加工刀具路徑是否可靠合理。
(9)生成粗加工刀具軌跡并進行仿真模擬。
2.2 五軸定向半精加工
半精加工工序是將輪轂頂球面多于材料和葉片面精加工后留下的殘余材料去除掉,整體輪廓基本加工出來,在進行葉面、葉背及流道面加工時,需要根據加工區域設置合理的刀軸方向,這是定向加工葉片幾個面最重要的設置之一,其次要選擇合理的加工策略和刀具路徑。在進行葉片面加工時,采用“沿面”銑削策略來加工葉片面,選擇上葉片面,選擇“刀軸控制”為“直線”選擇如圖10(a)所示的紅色線為刀軸,生成出的刀具路徑。
進行流道加工時,采用“漸變”銑削策略,選擇流道加工面及控制曲線,選擇“刀軸控制”為“直線”選擇如圖10(b)所示的紅色線為刀軸,生成出的刀具路徑。
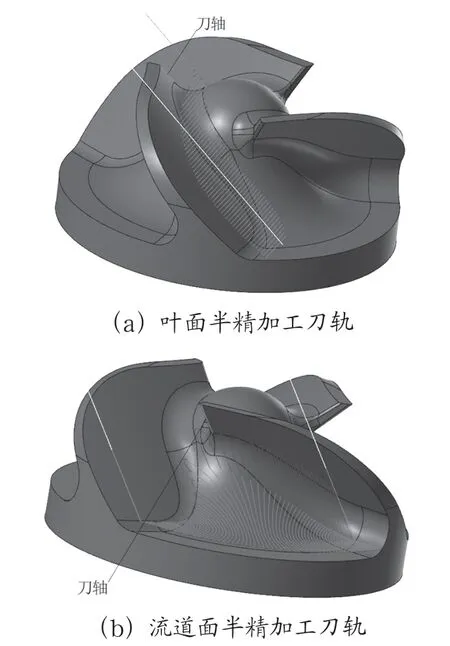
圖10 葉面與流道面半精加工刀軌
葉背面加工時,采用“沿面”加工策略,刀軸選擇圖11(a)所示的紅色曲線為刀軸,加工曲面選擇葉背面。
將葉面、葉背面、流道三個半精加工程序選中,進行刀路“轉換”通過旋轉得到另外兩個葉片的半粗加工程序。最后半精加工程序如圖11(b)所示。
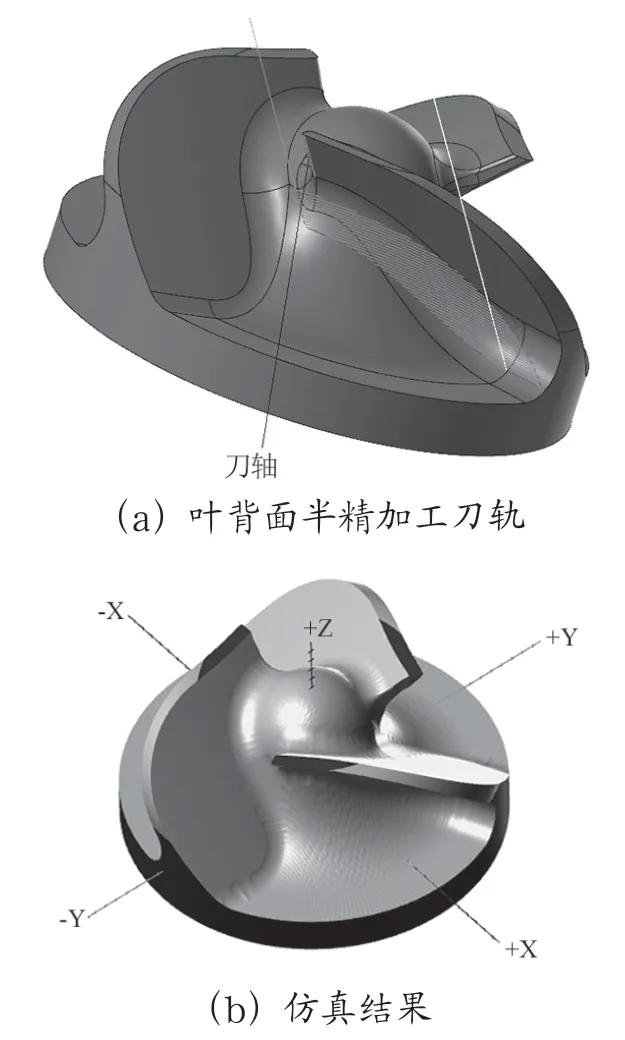
圖11 葉背面半精加工刀軌與仿真結果
2.3 五軸定向精加工
精加工,是在半精加工的基礎上,選擇合適的刀具,合理的切削參數進行葉片面與流道面的精加工。葉片面與流道面精加工策略與半精加工策略一致,只需要對切削參數中的切削間距進一步細化,設置的更小一些,根據實際經驗,切削刀軌行距要小于0.02獲得的表面質量更優。效果如圖12所示。
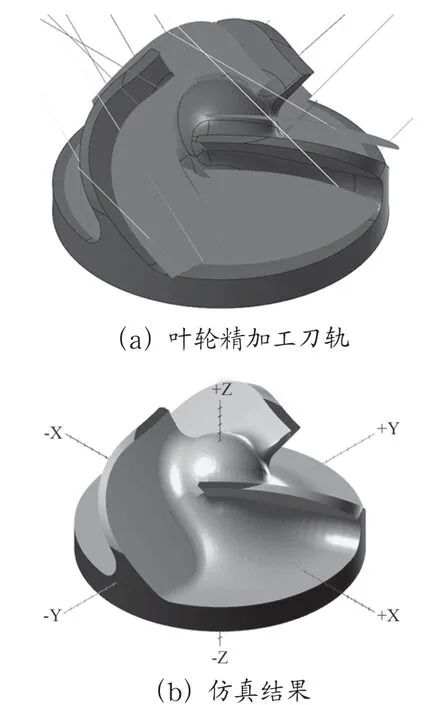
圖12 葉輪精加工刀軌與仿真結果
3 VERICUT仿真效果
復雜零件多軸數控加工時,上機加工前應該采用VERICUT軟件進行仿真加工,可有效消除機床碰撞、延長刀具壽命、避免了零件試切、減少機床的加工時間,實現新零件一次加工成功,縮短了生產周期、提高CNC生產效率。故在此將上述經MasterCAM軟件生成的加工刀具路徑在VERIUCT中仿真核驗后,確定經后處理生成的加工程序的可靠性。經過仿真軟件模擬葉輪粗、精加工后效果如圖13所示,圖14為五軸加工中心實際加工零件。
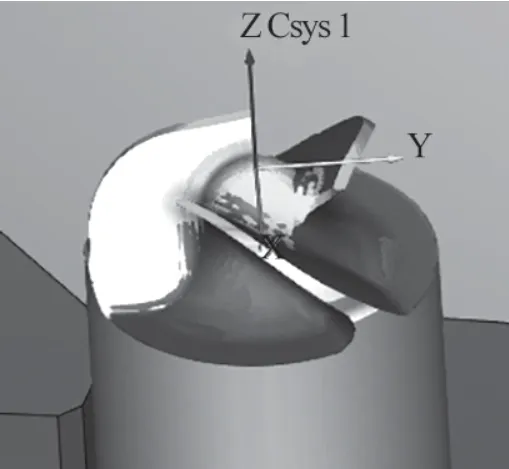
圖13 仿真加工結果

圖14 加工實物
4 結 論
復雜結構的葉輪加工需要更高自由度的數控加工機床和更優化的加工工藝。本文根據該零件幾何特點及多軸數控機床的結構,采用定向加工完成葉輪,定向加工是一種高效去除多余材料方式,且復雜零件多軸數控銑削加工中定向加工是相對更加穩妥,更加安全的加工方法之一。本文是根據實際應用過程中的一些技巧,結合此類零件特征,闡述在MasterCAM2020三維造型中的繪圖技巧和方法,總結出相對簡單實用的繪圖技巧和注意事項。結合零件特征和加工工藝詳細例舉和總結了在MasterCAM中如何編制類似零件的加工程序及注意事項。實際運用中要結合零件特點、CAD/CAM提供的解決方法、加工工藝及仿真軟件等知識來解決生產中的問題,從而提高工作效率。
猜你喜歡
教學考試(高考化學)(2021年2期)2021-05-30 06:15:52
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:42
中學生數理化·高一版(2020年3期)2020-04-21 08:03:20
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:32:50
小學生作文(低年級適用)(2019年9期)2019-10-08 08:37:10
小學生作文(低年級適用)(2018年9期)2018-10-08 02:29:48
中學生數理化·七年級數學人教版(2018年6期)2018-06-26 08:36:10
數學大世界(2018年1期)2018-04-12 05:39:14
幸福(2017年18期)2018-01-03 06:34:53
中國衛生(2016年8期)2016-11-12 13:26:50