面向生產線工位作業單位的軌道車輛三維工藝設計
2022-10-15 13:17:28阮超峰武玉枝
現代信息科技 2022年14期
阮超峰,武玉枝
(1.中車青島四方機車車輛股份有限公司,山東 青島 266111;2.青島四方川崎車輛技術有限公司,山東 青島 266111)
0 引 言
隨著數字化、信息化與先進制造技術的快速發展,數字化的設計、工藝、仿真、制造等技術日趨成熟并廣泛應用于航空、航天、船舶等領域,給制造業帶來巨大的變革。軌道車輛產品具有結構復雜、交付周期短的特點,同時軌道車輛產品設計模塊化程度高,不同編組結構相似、重用率高,按照傳統工藝設計模式搭建完整的PBOM 結構及工藝結構等,會產生大量的重復性工作。工藝作為連接產品設計和產品制造的橋梁,一方面接收設計數據并轉化為能夠指導生產操作的文件,另一方面為生產編排生產計劃,為生產調度與實物制造提供技術數據支撐,在企業的整個產品研制中起著承上啟下的作用。隨著生產現場工位單元精細化管理的發展以及三維數字化產品設計的推廣,如何快速高效地開展面向生產線的工藝設計,提高工藝設計效率,業已成為提高產品生產效率的必要途徑。
1 核心功能
Teamcenter 系統平臺實現了設計工藝的一體化管理,在功能上不但可以完全取代產品設計數據管理系統和工藝設計數據管理系統,而且還發揮了Teamcenter 系統在產品全生命周期信息管理上的優勢。平臺以Teamcenter 為基礎搭建,主要包括面向生產現場工位單元構建PBOM、工藝BOP 等結構,并管理相關工藝數據;進行關鍵工序的裝配仿真驗證及焊接編程仿真;進行數控加工工序建模和數控編程;并通過自主開發MES 系統進行現場工藝展示,如圖1所示。同時構建典型工藝模板庫、知識庫、資源庫等,通過知識重用,減少用戶工作量。
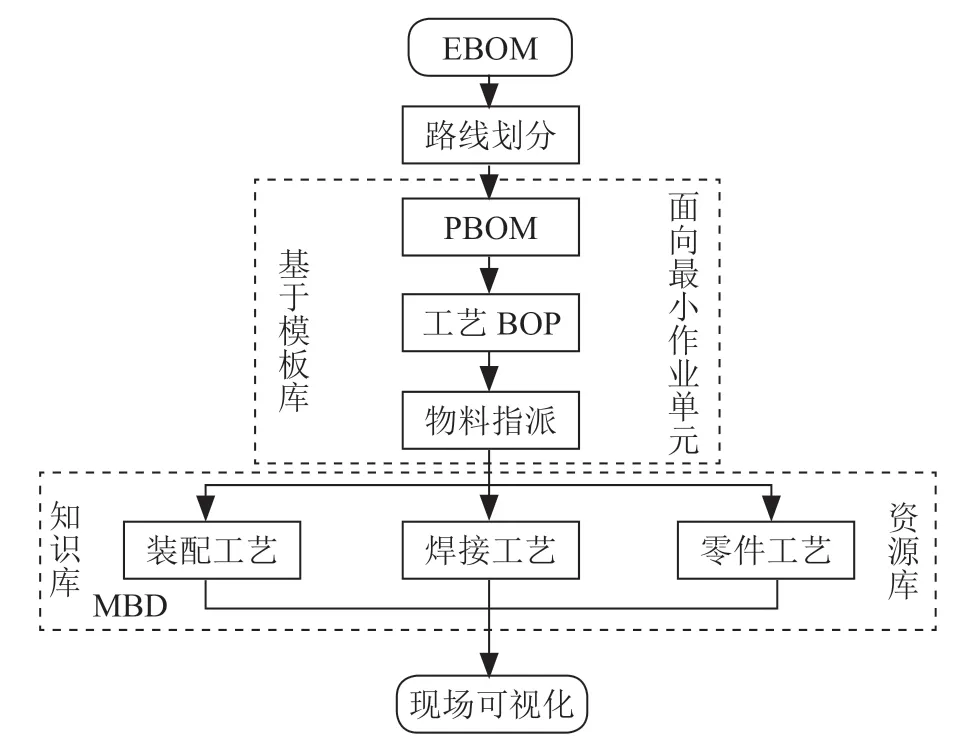
圖1 業務流程圖
1.1 工藝資源庫
工藝資源庫的建設是提高工藝設計效率、減少工作量的有效途徑,能夠將成熟的工藝作為模板直接調用,對工藝師的知識經驗要求也有一定程度的降低;并且做到了通用制造資源的共享,避免了相同制造資源的重復建設。工藝資源庫主要包括兩大類:工藝知識庫和制造資源庫。工藝知識庫通常以工藝模板庫的形式體現,主要分類如圖2所示。根據軌道車輛不同編組結構相似的特點,建立典型工藝模板庫,將通用的PBOM 結構、工藝BOP 結構、工藝數據等維護到模板庫中,其中,PBOM 結構、工藝結構、工序及工步節點一一對應,并且工藝結構是與現場工位作業單元一一對應的。實際工作中借用PBOM 模板時,平臺自動構建對應工藝BOP 結構。工藝知識庫還包括工藝參數庫、加工參數庫等。制造資源庫主要包括企業生產現場所有的工廠工位結構、工裝、設備、刀具等資源,進行工藝設計時可以直接從制造資源庫中選擇所需資源。
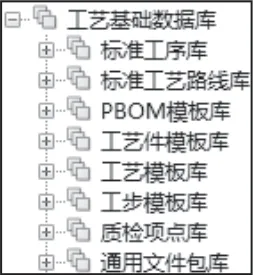
圖2 工藝模板庫分類
1.2 PBOM
工藝物料清單(Process Bill of Material,PBOM)的生成和管理是工藝設計的起始點,也是產品設計與工藝制造的交接點,是產品生命周期管理下組織整個工藝的基礎。
軌道車輛模塊化程度高,不同編組之間結構相似、重用率高,存在大量借用件結構,傳統PBOM 結構搭建會產生大量重復性工作,故采用簡化的PBOM 結構,只體現生產流程,不指派物料信息(在工藝BOP 中指派物料信息)。PBOM 中的每個節點對應一個工位工序,也就是對應現場的一個工位作業單元。新車型創建PBOM 時,直接從PBOM資源庫中選擇相似車型進行派生,系統根據模板自動克隆出新的PBOM 機構及對應的工藝BOP 結構,工藝師只需根據實際情況進行調整、重構即可。根據實際焊接業務情況,工藝員需要重新繪制焊縫等信息,故在PBOM 中創建焊縫集合虛擬節點,用來存儲工藝設計過程中創建的焊縫信息。
1.3 工藝BOP
工藝過程清單(Bill of Process,BOP)是體現工藝過程的模型結構。面向生產線工位作業單元的工藝BOP 由生產線工藝節點、工位工藝節點、工序節點等組成,如圖3所示。
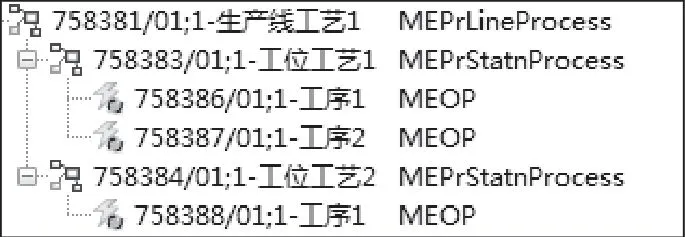
圖3 工藝BOP 組成
工藝BOP 結構是面向生產線工位單元構建的,生產線工藝節點及工位工藝節點與實際生產線一致。工藝BOP 結構由PBOM 自動生成,PBOM 虛擬節點和BOP 工藝節點相互關聯、一一對應。同時,所要構建的典型工序模板庫與PBOM 模板庫結構一一對應,工藝模板庫工序節點關聯通用工藝文件等數據,也可以直接從工序模板庫中選擇工序,添加到BOP 中。班組臺位信息指派到對應工位工藝節點下,物料(包括設計件、工裝資源、機床)指派到對應工序節點下,通過PERT 圖來展現工藝過程(也就是生產線物料傳遞過程),如圖4所示。工藝BOP 結構及PERT 圖直接傳遞給下游的MES 系統,用于排產、報工以及現場工裝預備等。由于工藝BOP 結構與生產線工位單元一一對應,大大降低了生產排產的復雜度,提高了生產派工的效率,并且能夠實現工裝等資源的準時配送。
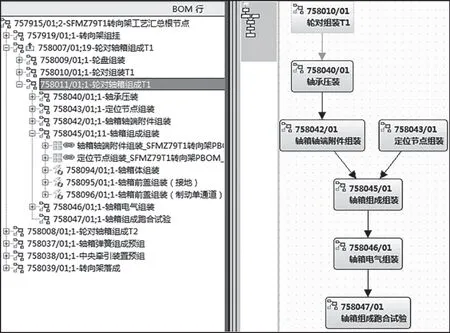
圖4 工藝BOP 及PERT 圖
1.4 裝配工藝
裝配工藝中不同工序之間的物料存在繼承關系,根據PERT 圖結構,這種繼承關系通過創建動態裝配樹的方法來實現,這種繼承關系也體現了生產線物料的傳遞過程。裝配工藝主要包括兩個部分:裝配仿真和裝配作業文件。裝配仿真主要是對關鍵工序進行零組件可裝配性仿真驗證和工裝等裝配干涉檢查。將工藝BOP 中關鍵工序資源加載到仿真平臺中,創建零組件、工裝等裝配路徑,開展仿真驗證。對裝配過程中的碰撞干涉、裝配順序、裝配路徑、人因工程、可視可達性等進行分析與優化,如圖5所示(零組件變紅表示發生碰撞干涉,需要調整路徑)。
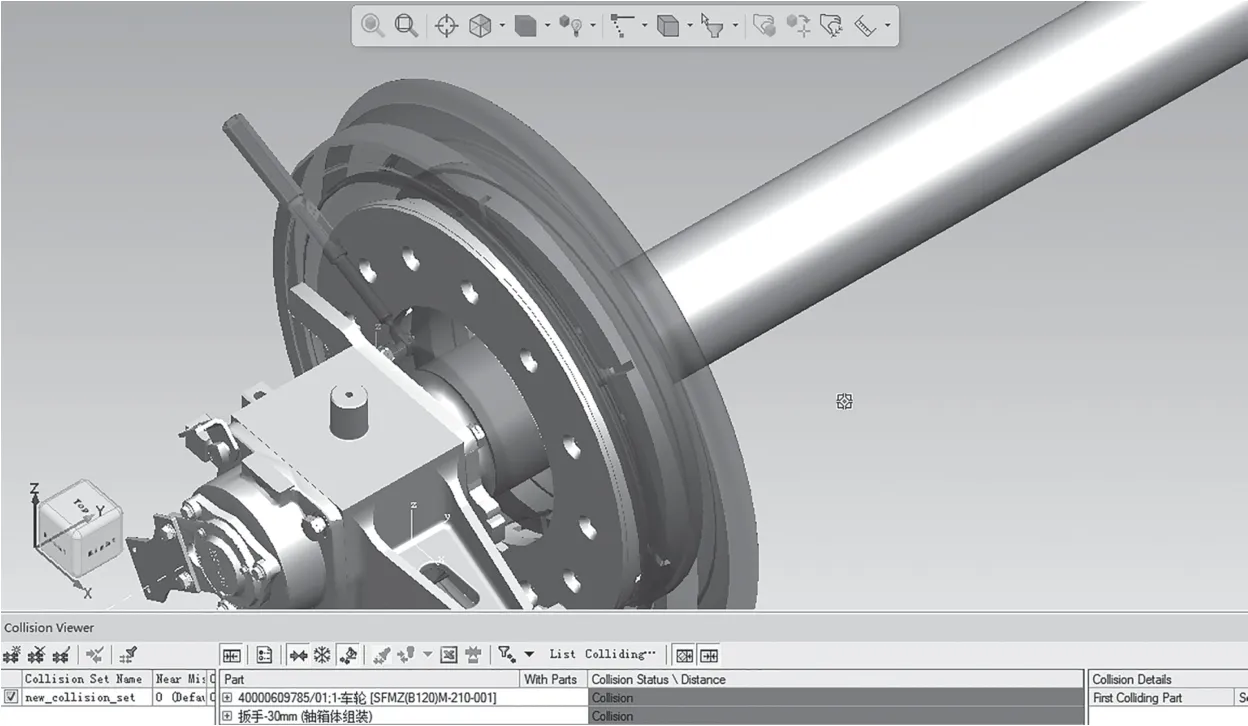
圖5 關鍵工序裝配仿真驗證
裝配工藝作業文件可采用多種方式來創建:簡單或成熟的工序可以采用三維裝配結構(或截圖)加注釋的方法表達,從而減少工作量;復雜或關鍵工序可以采用裝配動畫加注釋的方法表達,便于生產線工人理解。將生成的工藝文件保存到Teamcenter 系統,完成審批后推送下游MES 系統。
1.5 焊接工藝
軌道車輛產品生產中包含大量的焊接工序,其中又包括人工焊接和機器人焊接。焊接工藝的核心是焊接編程仿真,生成指導焊接機器人工作的程序代碼。將PBOM 中的焊縫集合虛擬節點指派到BOP 對應焊接工藝結構中,并指派焊接機器人資源。工藝師創建焊縫并完成焊縫投影,將焊縫重新保存至焊縫集合虛擬節點。創建焊槍和機器臂的焊接路徑,并進行仿真驗證及干涉檢查,最終生成離線程序等保存回Teamcenter 系統,如圖6所示(零組件變紅表示發生碰撞干涉,需要調整路徑)。
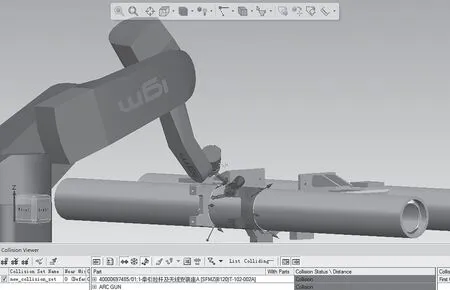
圖6 焊接工藝編程仿真
焊接過程中存在變形等現象,需要進行加工等處理,工藝員以焊接組件為最終工藝模型,在此基礎上進行放量、變形等創建加工工序模型,基于生成的工序模型開展編程、仿真等工作。
1.6 加工工藝
加工工藝的難點是如何快速生成中間工序模型,進行數控編程仿真。直接應用設計模型作為最終工藝模型,以裝配結構的形式組織工序模型樹,采用WAVE 方法創建相互關聯的中間工序模型,通過同步建模的方式進行模型處理,以倒序方式快速創建關聯的中間工序模型,并對工序模型關鍵尺寸、表面粗糙度、基準等指標進行PMI 標注,設置不同的顏色來標識區分加工面、基準面等信息(紅色表示加工面,黃色表示基準面),如圖7所示。
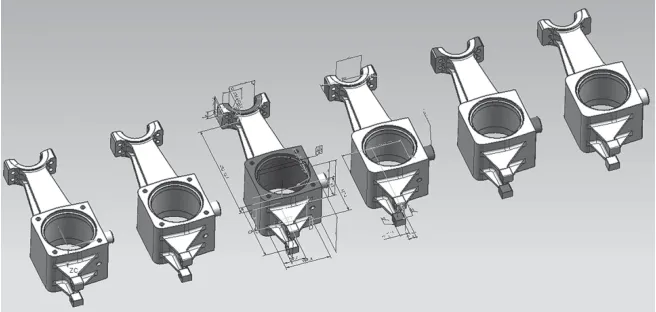
圖7 中間工序模型
這種通過WAVE 方式創建的工序模型最大的特點就是,工序模型之間是相互關聯的,修改其中一個模型,其他模型也會自動更新對應的特征,這種方式大大減少了工作量,避免了遺漏等錯誤。完成中間工序模型的創建及標注后,將工序模型樹結構保存回TC,創建與加工工藝的連接關系,并將工序模型指派到每一個數控工序下。具體操作為:在工藝結構中,對于首道工序即下料工序,將毛坯指派到工序下即可;對于數控工序,將上一道工序的工序模型及當前工序的工序模型指派到對應的工序下,其中上一道工序的工序模型作為下一道工序的毛坯。將數控加工工序所需的工裝、刀具資源等以及現場實際工作班組、工位信息指派到工序結構下,如圖8所示。
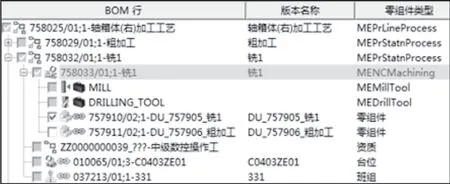
圖8 加工工藝結構示例
選中數控工序進入數控編程環境,將毛坯模型、工序模型、工裝夾具模型、刀具模型等加載到編程仿真平臺,進行數控程序編制、仿真,并將生成的NC 代碼、工序配置清單等文件保存回Teamcenter 系統的對應工序下。
1.7 現場可視化
工藝設計的最終落地是生產現場的使用,傳統工藝卡片或作業指導書都是二維形式,可讀性差。在工藝結構完成審簽傳遞到下游MES 系統后,由MES 系統對工藝數據進行重新組織,將各工序、各工步重新組織為樹結構,工序下的物料、資源等以列表的形式展示,三維可視化文件及二維形式的附件以插件的形式展示,形成可視化工藝文件,如圖9所示。可以對三維可視化文件進行播放、旋轉、測量等,使得現場作業更直觀、高效。同時,由于每一個工序對應一個工位及班組,只有對應工位的工人才能查看對應工序的工藝文件,確保了工藝數據的安全保密性。
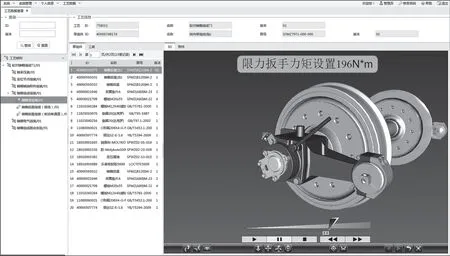
圖9 現場工藝可視化(MES 端)
工藝結構中的每個工序都已經關聯了一個對應工位、班組信息,通過配置管理,可以實現工位工藝直接推送到對應工位,進行現場報工管理,指導實際生產。由于工藝結構是依照現場工位單位結構搭建的,MES 系統可以直接進行生產排產,降低了排產的復雜度和難度。
2 技術優勢
由于構建了工藝模板庫,工藝設計過程可直接從模板庫中選擇重構,大大減少了工藝設計的工作量,知識庫的建設降低了對工藝師知識經驗的要求。面向生產現場作業單元構建PBOM,使得工藝工序與現場生產線工位單元完全對應,工藝數據直接推送到生產現場工位單元上,不僅可以提高生產排產的效率和準確性,還能夠在生產開工前根據工藝數據提前做好生產資源的配置,有效減少生產準備時間。基于三維模型的工藝設計過程,減少了傳統二維工藝設計過程中的圖紙重畫工作,可以應用模型直接開展編程及仿真工作,提高了工藝設計質量和效率,減少了生產過程中返工返修的問題。基于模型的現場可視化技術,讓工藝文件的現場展示更加直觀易懂,可避免工人理解錯誤帶來的質量問題。
3 結 論
通過簡化PBOM 結構以及建立PBOM 模板庫和工藝BOP 模板庫等知識庫,運用知識重用、數據借用等手段,大大減少了工藝設計的工作量,有效提高了工藝設計效率。面向生產現場工位單元構建的工藝結構,為下游MES 系統排產和現場生產提供了有效的數據支撐。通過設計三維模型開展工藝設計過程的仿真、編程等,提高了工藝設計的效率和質量,縮短了產品生產周期,降低了產品生產成本。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
哲學評論(2021年2期)2021-08-22 01:53:34
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農藥(2019年2期)2019-07-13 05:55:12
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
光學精密工程(2016年6期)2016-11-07 09:07:19
銅業工程(2015年4期)2015-12-29 02:48:39
