TA1絲網脈沖微束等離子弧焊工藝
2022-10-18 09:54:02武琪昌何建萍
理化檢驗(物理分冊) 2022年9期
關鍵詞:焊縫
武琪昌, 何建萍, 王 龍, 馬 元
(上海工程技術大學 材料工程學院, 上海 201620)
金屬絲網具有良好的通透性,在石油化工、紡織印刷等領域用于過濾和分離過程[1-3]。此外,因其質量輕、穩定性高,所以常被用于月球車車輪的設計[4-5]。TA1工業純鈦具有比強度高、密度小、抗腐蝕性好等特點,被廣泛應用于航空航天領域[6]。由此可見,TA1絲網制品有著推動航空航天發展的潛力。
通常情況下,絲網的焊接是在不同的熱輸入下進行的,在有絲位置(需要焊接)和無絲位置(不需要焊接)交替進行。因此,傳統焊接金屬絲網的方法是在不連續分布的金屬絲上進行逐個點焊,其中自動焊接絲網采用的是電阻點焊,具有焊接效率低,接頭強度低等缺點。為了解決不連續點焊金屬絲網存在的問題,可以選擇一種連續焊接的方法來代替點焊,如激光焊、電子束焊和等離子弧焊。丁黎光等[7]采用激光焊接了用于汽油機排氣管的直徑為0.02 mm的金屬絲網,取得了較好的焊接效果。曹建玲等[8]以電子束焊的方式研究了航天用濾網材料的焊接,發現當加速電壓為40 kV,聚焦電流為1.92 A,焊接速率為200 mm/min,電子束電流為4 mA時,濾網焊件的形貌最佳,焊件質量較為可靠。采用激光焊和電子束焊的方式雖然可以提高焊接質量和生產效率,但相應設備價格昂貴,加工成本高,一般只用于特殊要求的工件(如航空航天、醫療器械等)加工,不適合大規模生產使用,因此,在一般的工業應用中,需要采用一種既能保證高效率又兼顧低成本的焊接方法。微束等離子弧焊(MPAW)是一種焊接電流小于30 A的等離子弧焊技術。微束等離子弧焊中的電弧受到高度約束,因此在低焊接電流下,其穩定性也很高,且微束等離子弧焊具有焊接質量好、成本低的優點。
采用微束等離子弧焊對絲網進行焊接的過程中,能量高度集中的電弧以及TA1絲網自身的傳熱特性是影響焊接效果的主要因素,為此,筆者主要從熱輸入變化入手,以脈沖電流為變量,研究了TA1絲網脈沖微束等離子弧焊工藝,將不同焊接參數下焊接接頭的宏觀形貌、顯微組織和力學性能進行對比分析,為材料工程應用提供了理論依據。
1 試驗材料與方法
將目數為25×25目,直徑為0.25 mm,絲與絲的間隙距離為1 mm的TA1工業純鈦絲網,采用脈沖微束等離子弧焊的方式進行焊接試驗,焊前用酒精除去試樣表面油污。因為絲網裁剪后存在上翹毛邊(經線邊緣上翹)和下凹毛邊(經線邊緣下凹),所以將兩塊尺寸為70 mm×20 mm(長×寬)的試樣采用對齊(上翹毛邊對上翹毛邊、下凹毛邊對下凹毛邊)、錯位、插入、緊貼的對接方式進行組裝(見圖1),插入距離DS為0.6 mm。試驗采用Plasmafix51型焊機作為焊接電源。焊接過程中離子氣和保護氣均采用工業純氬氣,其中離子氣流量為0.5 L/min,保護氣流量為3.5 L/min。試驗中采用直徑為2 mm的圓錐形尖端鈰鎢極,且鎢極尖端內縮于孔徑為2 mm的壓縮紫銅噴嘴內2 mm。焊接時焊槍經傳動裝置在試樣正上方平行水平移動,焊槍頭部距試樣表面高度為2 mm。
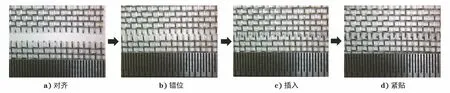
圖1 絲網焊接接頭的裝配示意
在微束等離子弧焊中,脈沖頻率fz與絲網兩條相鄰平行絲線之間的距離Lp和焊接速率Vw的關系如式(1)~(3)所示。當一個脈沖要經過多對焊接接頭時有
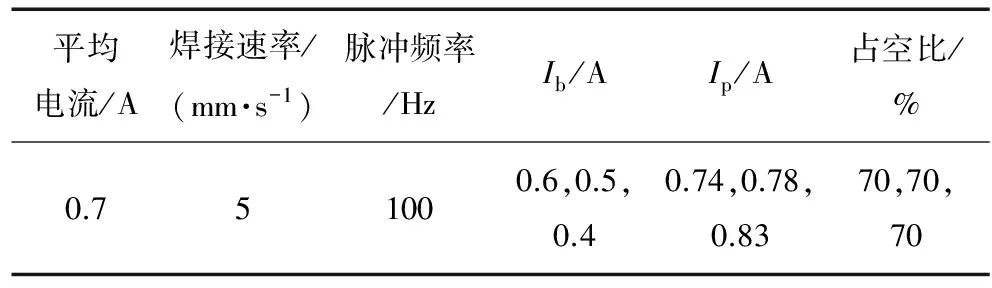
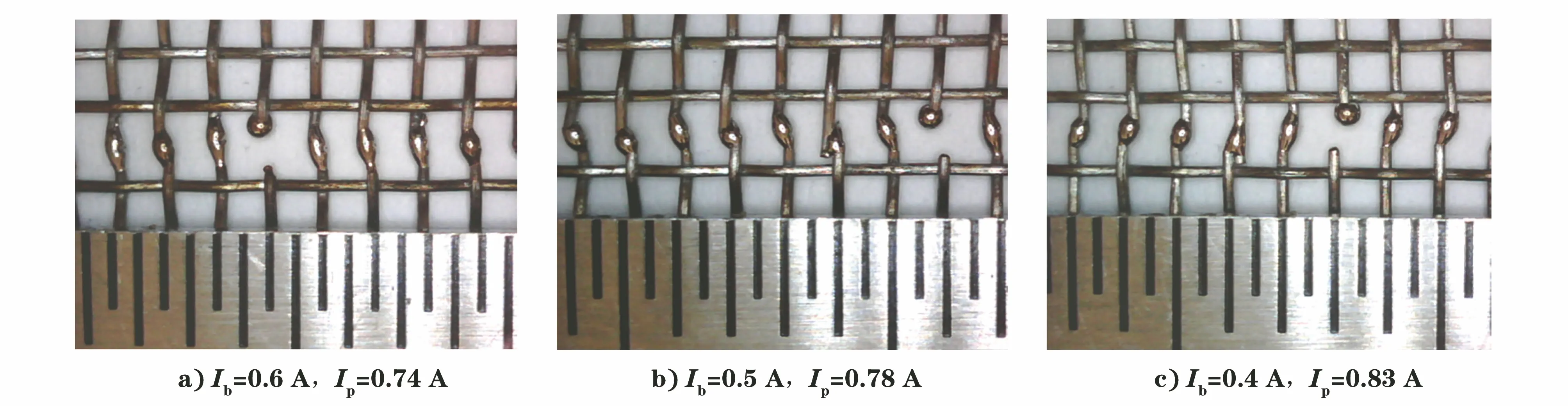
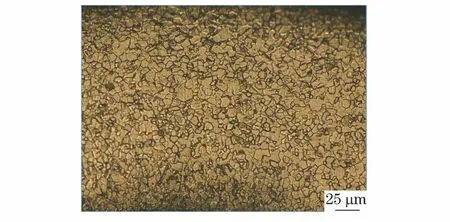
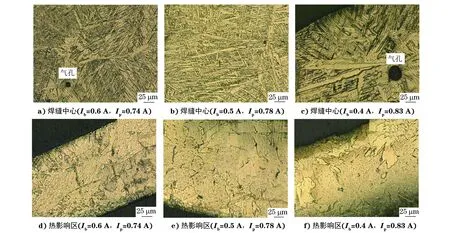
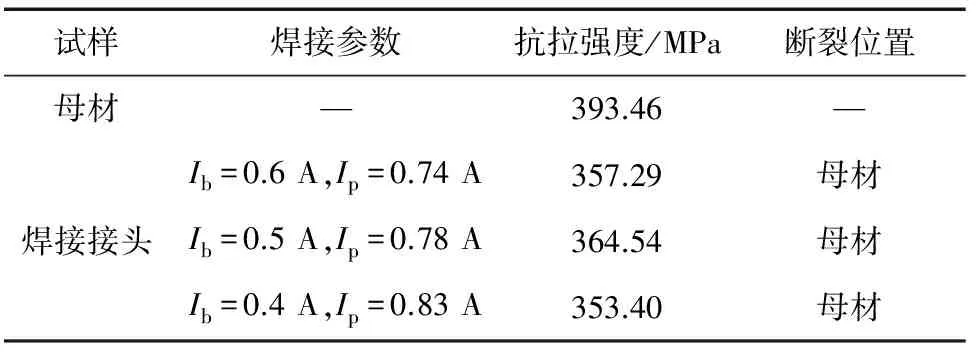
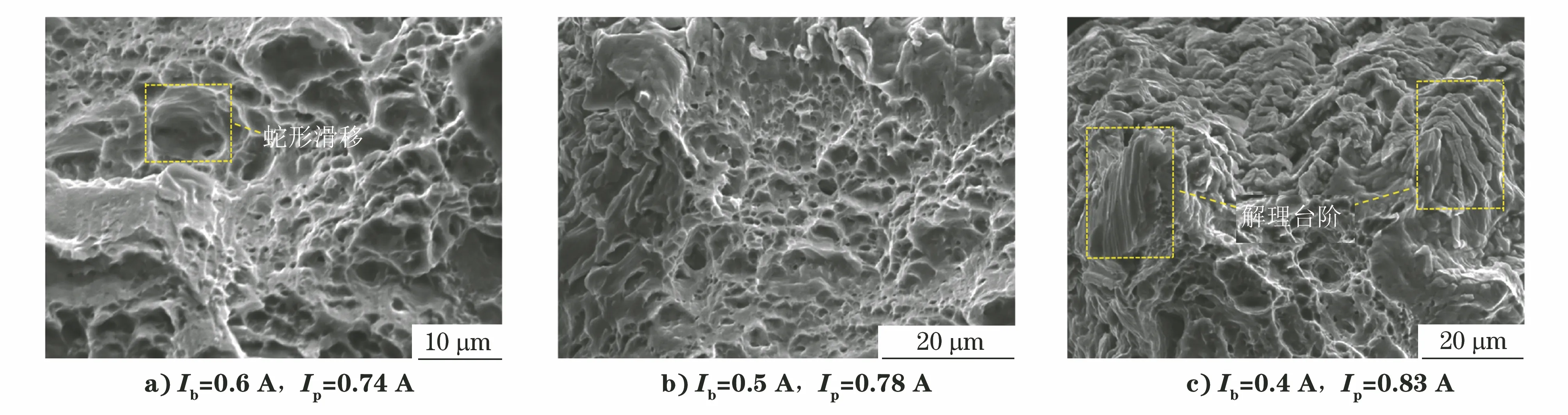
fz (1) 當一個脈沖要經過一對接頭時有 fz=Vw/Lp (2) 當多個脈沖要經過一對接頭時有 fz>Vw/Lp (3) 采用多個脈沖經過一對接頭的匹配模式,在峰值電流(Ip)與基值電流(Ib)以極高頻率的交替作用下,焊點會經歷快速加熱與快速冷卻的過程(見圖2)。 圖2 高頻脈沖作用絲網焊點的示意 試驗采用的焊接參數如表1所示,每組參數重復焊接3個試樣。 表1 試驗采用的焊接參數 絲網的特殊結構導致完整的焊點通常不會處于同一高度,所以焊后抽取單根絲,將其修剪、冷鑲嵌、打磨和拋光后,使用2%(體積分數,下同)氫氟酸+3%硝酸+95%水溶液對其侵蝕100 s,并在VHX-600K型顯微鏡下觀察焊點的顯微組織。使用DHV-1000型數字式維氏顯微硬度計對焊點進行顯微硬度測試,施加載荷為0.98 N,作用時間為15 s。拉伸試驗采用IBTC-300型原位雙向拉壓疲勞試驗機進行,同樣采用單根絲來進行測試。最后采用掃描電鏡(SEM)觀察試樣的拉伸斷口形貌。 從焊接接頭處取樣,選擇形貌接近且連續的8個焊點進行宏觀觀察。不同焊接參數下焊點的宏觀形貌如圖3所示。由圖3可知:當Ib=0.6 A,Ip=0.74 A時,焊點形貌主要以橢球狀為主,存在部分接近圓球狀的焊點,因為Ip與Ib相距較小,故Ib起到的冷卻作用比較有限,金屬熔化過程持續較久,使焊點的長軸擴展更順利;當Ib=0.5 A,Ip=0.78 A時,焊點形貌以圓球狀為主,此時Ip的加熱作用與Ib的冷卻作用開始明顯,Ib的冷卻作用抑制了金屬熔化,使焊點的長軸擴展被削弱;當Ib=0.4 A,Ip=0.83 A時,焊點形貌并沒有徹底呈圓球狀,其原因可能是Ip與Ib相差過大,雖然Ib可以起到冷卻的作用,但冷卻的作用有限,焊點存在部分燒穿的情況,這可能與絲網的不平整性和TA1材料剛性差有關。TA1材料剛性差,容易在裝配時發生變形,使裝配時緊貼不完全,接頭間存在縫隙,因此金屬熔化時未能實現有效連接,最終導致焊點產生一側的毛邊燒斷,一側的毛邊結球的情況。 圖3 不同焊接參數下焊點的宏觀形貌 2.2.1 母材 TA1絲網母材的顯微組織如圖4所示,可見母材由單一的等軸α相構成。 圖4 TA1絲網母材的顯微組織 2.2.2 焊縫中心和熱影響區 不同焊接參數下焊點焊縫中心和熱影響區的顯微組織如圖5所示。由圖5a)~5c)可知:當Ib=0.6 A,Ip=0.74 A時,焊縫中心的晶粒呈網籃狀分布,產生這一情況的原因主要是絲的直徑較小,冷卻速率快,使得形核位置及晶核數量增多,進而引起原始晶界發生破碎,α相與α+β晶粒呈針狀交錯分布;當Ib=0.5 A,Ip=0.78 A時,焊縫中心的晶粒呈網籃狀分布,并且伴隨著晶粒的部分長大;當Ib=0.4 A,Ip=0.83 A時,焊縫中心的α相有針狀和片狀兩種形式,一般是因絲網在具有較高β相的溫度區間加熱,并以中等的冷卻速率冷卻而形成的,此時的晶粒可以看到明顯變得粗大,此外,在圖5a),5c)中可見焊縫區存在明顯的氣孔,產生這一現象的原因可能與保護氣流量和裝配有關,保護氣流量不夠時容易混入空氣,從而產生氣孔,若裝配時緊貼不嚴,也容易在金屬熔化過程中混入氣體,從而產生氣孔。 由圖5d)~5f)可知:焊點熱影響區的晶粒明顯更加粗大,以片狀α相為主,晶界交錯重疊。 圖5 不同焊接參數下焊縫中心和熱影響區的顯微組織 2.3.1 顯微硬度測試 不同焊接參數下焊點的顯微硬度測試結果如圖6所示。由圖6可知:不同焊接參數下,焊點硬度最高的部位均為焊縫區,硬度最低的部位均為熱影響區靠近母材一側,母材區硬度均約為150 HV。當Ib=0.6 A,Ip=0.74 A時,焊點熱影響區的最低硬度為134.6 HV;當Ib=0.5 A,Ip=0.78 A時,焊點熱影響區的最低硬度為128.7 HV;當Ib=0.4 A,Ip=0.83 A時,焊點熱影響區的最低硬度為128.9 HV。焊點熱影響區有著明顯粗大的晶粒,所以其硬度比母材區低。從熱影響區到焊縫區焊點的硬度逐漸增大,因為在焊接過程中,焊縫區發生了α相向β相的同素異形轉變,在焊接接頭快速加熱和快速冷卻的過程中,β相向α相轉化,產生了針狀α相,針狀α相的形成可以提高焊縫區的顯微硬度[9],所以焊縫區硬度最高。當Ib=0.5 A,Ip=0.78 A時焊點焊縫區的顯微硬度達到了312.1 HV;當Ib=0.4 A,Ip=0.83 A時,熱輸入過大,Ib的冷卻作用有限,使得焊縫區晶粒粗大,從而導致此時焊點的顯微硬度較低。 圖6 不同焊接參數下焊點的顯微硬度測試結果 2.3.2 拉伸性能測試 焊接接頭的拉伸性能測試均采用單根絲來完成。母材和不同焊接參數下,焊接接頭的拉伸性能測試結果如表2所示。由表2可知:相較于母材來說,焊縫區與熱影響區的抗拉強度更高,因為母材由等軸α相組成,焊縫區主要由片狀和針狀α相組成,焊接熱影響區存在部分片狀α相,片狀顯微組織有利于提高絲網的抗拉強度;此外,不同焊接參數下焊接接頭的抗拉強度均能達到母材的90%,故采用脈沖微束等離子弧焊可以得到接頭質量較好的絲網焊件。 表2 母材和不同焊接參數下焊接接頭的拉伸性能測試結果 2.3.3 SEM分析 不同焊接參數下焊接接頭拉伸斷口的SEM形貌如圖7所示。由圖7可知:當Ib=0.6 A,Ip=0.74 A時,斷口處出現部分蛇形滑移現象,當韌窩表面與主應力方向垂直時,較大的應力會導致韌窩的自由表面產生新的滑移,初生的滑移痕跡很尖銳,繼續滑移使之平滑發展為蛇形花樣,進而成為漣波、無特征區[10];當Ib=0.5 A,Ip=0.78 A時,韌窩的大小和分布都比較均勻,此時焊接接頭的力學性能較好;當Ib=0.4 A,Ip=0.83 A時,多個不同高度的解理面相交形成了解離臺階,表明存在部分解理斷裂的情況,此時接頭拉伸斷裂屬于混合斷裂。 圖7 不同焊接參數下焊接接頭拉伸斷口的SEM形貌 (1)研究了高頻脈沖微束等離子弧焊焊接TA1絲網工藝,隨著Ip的增加,即熱輸入的增加,焊點的宏觀形貌逐漸由橢球狀向圓球狀變化。 (2)隨著熱輸入的增加,焊接接頭焊縫區的組織主要是由針狀α相向片狀α相變化,但當Ib=0.6 A,Ip=0.74 A以及Ib=0.4 A,Ip=0.83 A時,焊縫區均存在氣孔,產生這一現象可能與保護氣流量和焊接裝配過程有關。 (3)不同焊接參數下焊接接頭焊縫區的顯微硬度均高于母材,焊接接頭的抗拉強度也能達到母材的90%,故高頻脈沖微束等離子弧焊比較適合焊接TA1絲網。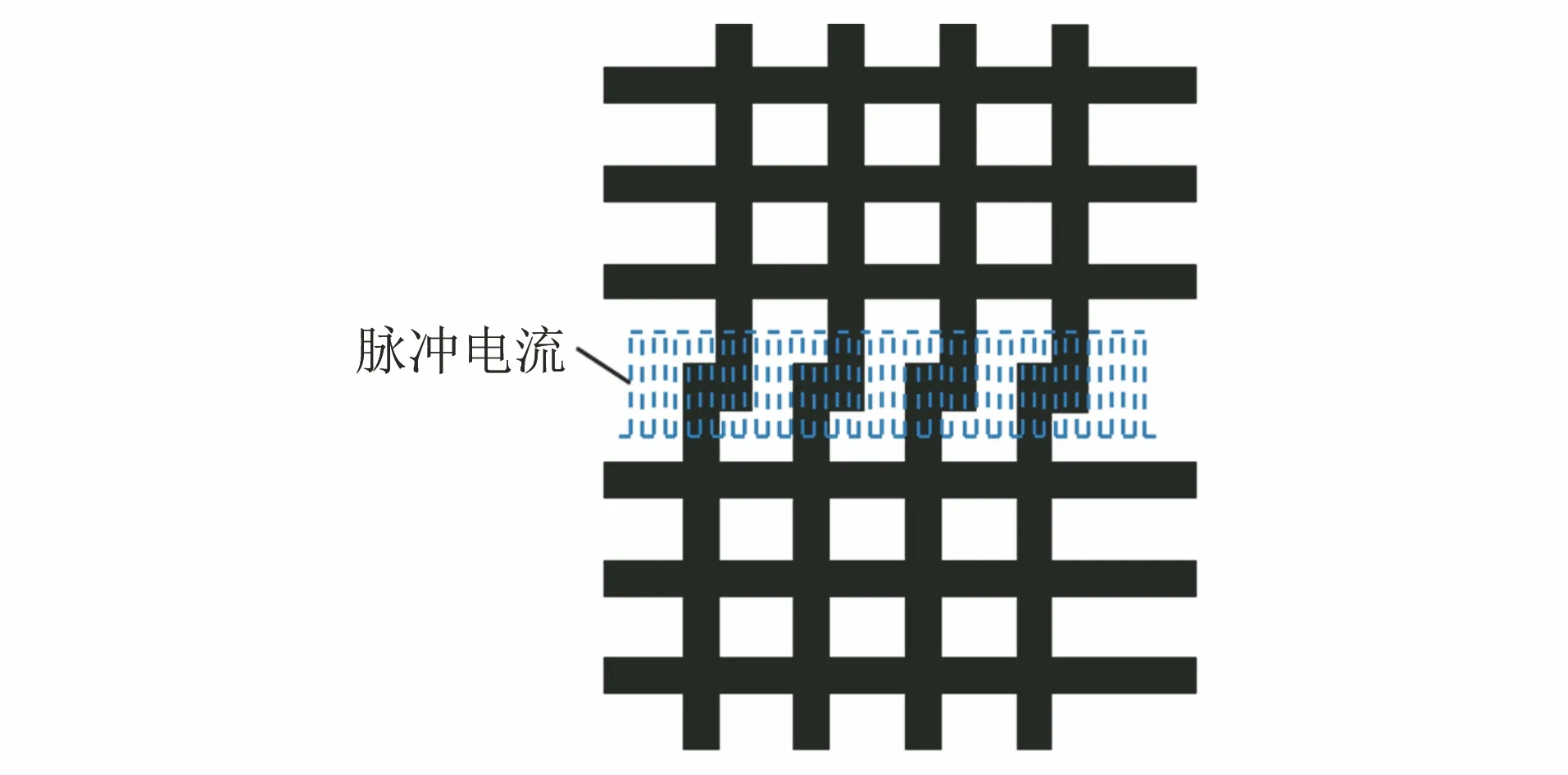
2 試驗結果與分析
2.1 宏觀觀察
2.2 金相檢驗
2.3 力學性能測試

3 結論
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
