基于UG的水果篩選封裝一體機結構設計
2022-10-20 14:59:56董紹富劉成義張桐語劉家全穆德敏
南方農機 2022年20期
關鍵詞:結構設計
董紹富 , 劉成義 , 張桐語 , 樊 偉 , 劉家全 , 穆德敏,2
(1.沈陽工學院機械工程與自動化學院,遼寧 撫順 113122;2.沈陽工學院遼寧省數控機床信息物理融合與智能制造重點實驗室,遼寧 撫順 113122)
0 引言
自改革開放以來,我國科技發展勢頭迅猛,一舉躋身到了制造業大國的行列,并獲得了“世界工廠”的殊榮。隨著果園面積和規模的不斷擴大,果實的采收、篩選和封裝成為果農的一大問題,大多數采用機械化采收。目前,一些篩選機構與封裝機構在位置精度的確定和占地面積上缺陷較多,如體積過大,不便移動[1]。
本文基于上述問題,設計了一款新型的水果篩選封裝一體機。應用平行四連桿機構、電動螺桿以及雙導軌導向定位等幾個功能模塊執行機構實現水果的篩選、封裝功能,并在此基礎上增強裝置機動性。采用噴霧器和電動毛刷對果實進行清洗,以鋁型材作為支撐,使用Arduino微控制器完成各模塊間的運動控制,滿足高精度、高承載和高效率的要求。
1 水果篩選封裝一體機項目概述
1.1 水果篩選封裝一體機的整體結構
設備整體采用立式布局,外殼使用車體結構,外部設置推把,可通過人力推動,將其移動至不同的加工場景,滿足果農對不同加工場景的需要[2]。
機身外殼設置多處檢修口,不僅便于檢修,還可用作耗材補充口,各檢修口上方設置有擋板,使用電動推桿完成進給運動,起到防塵的作用。機身及內部各模塊設備使用具有優良力學性能的鋁型材完成固定及支撐,由下至上,完成支撐結構的建立,大大提升了結構的穩定性。
篩選缸與清洗機構緊貼,采用六點定位的方式被固定在機身外殼上,底部由鋁型材作為支撐,側面由螺栓完成螺紋夾緊固定工作。榨汁機構設置在篩選缸下方,其上部漏斗緊貼篩選缸底部,與篩選口匹配,并起到了支撐作用[3]。封裝機構使用三排料道,經篩選后的果實分別落入軟管料道和漏斗中,起到了緩沖作用,避免果實因碰撞影響品質。兩側為果實封箱料道,布置有電動傾斜板、送蓋機構和壓蓋機構。中間為果汁封裝料道,布置有榨汁機構與果汁封裝機構。并在傳送帶上布置導向機構,防止箱體在運行時發生位置偏移。在料道的傳送帶上布置限位擋板,防止在多工序同時運行時相互干涉。設備整體結構設計如圖1所示。

圖1 水果篩選封裝一體機的整體結構圖
1.2 水果篩選封裝一體機的工作原理
設備經由人力推送到所需工作場景中后,可使用遙控器或按鍵開啟設備。設備開啟時,各擋板收起,準備工作,其工作流程如圖2所示。
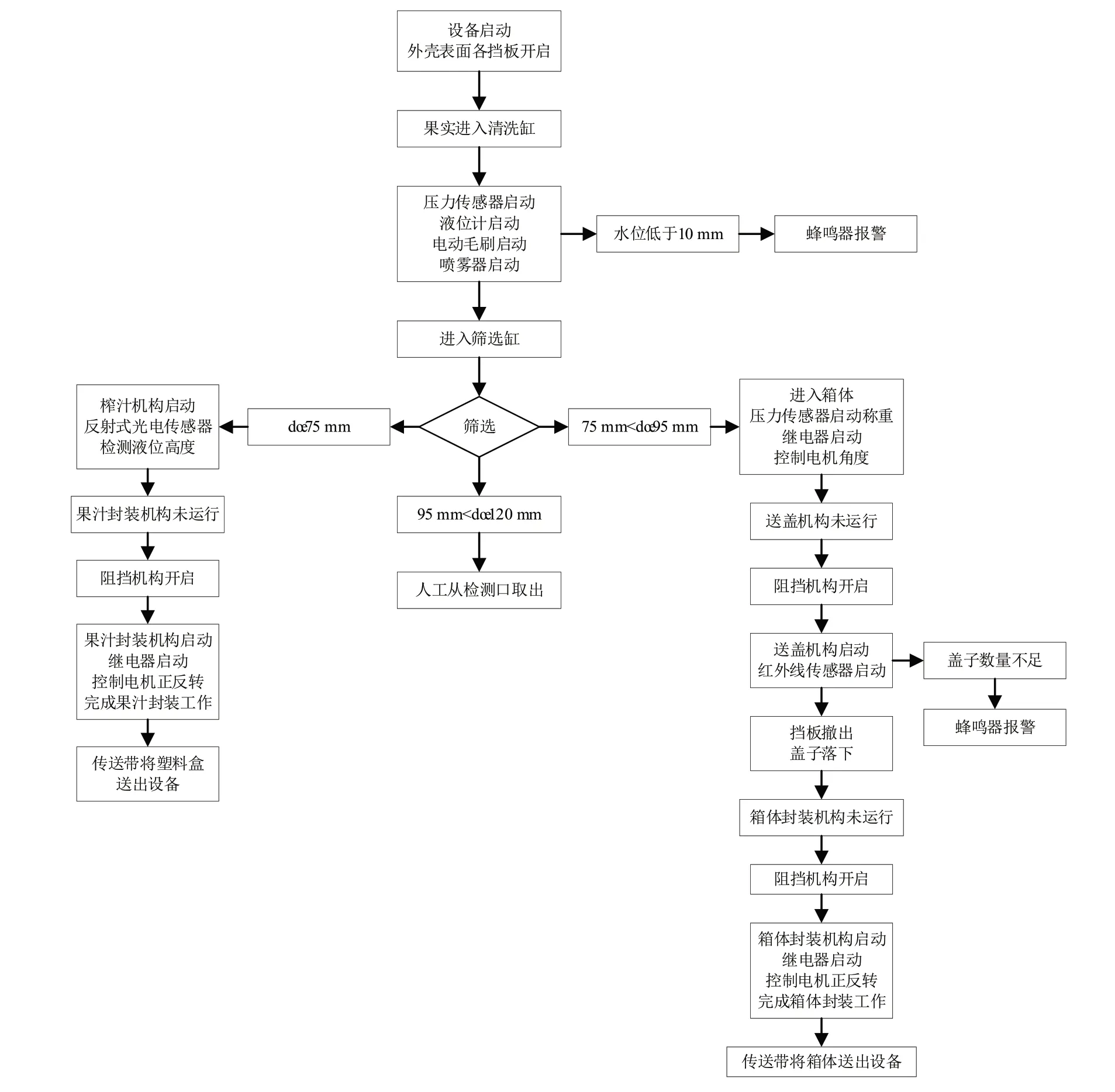
圖2 水果篩選封裝一體機工作流程圖
果實通過上蓋入口進入清洗缸中。在果實被置入清洗缸的同時,壓力傳感器啟動,測算果實質量。繼電器接收信號,電動毛刷與噴霧器啟動,先噴藥、再噴水,電動毛刷帶動果實,對果實進行清洗消殺工作。經清洗消殺后的果實被推入分選軌道,依照果實尺寸,由小到大,依次落入分選管道中。不滿足要求且尺寸較小的果實會被用于榨汁,其余符合要求的果實會經由軟管料道落入箱體中,準備封箱工作[4]。尺寸過大的果實可以打開機身外殼頂部設置的檢測口將其取出,再決定其用途。
電機帶動卷筒旋轉,將塑料布置于塑料盒上,熱封頭開始升溫,將塑料布熔化。此時螺桿運動,完成下壓工作,移至最大行程處,保壓1 s~2 s,冷卻頭工作,塑料布冷卻凝固。
經篩選后的小果實落入榨汁機構的漏斗中,完成榨汁工作,果汁流入下方塑料盒中,經由反射式光電傳感器檢測液位高度,當液面處于一定高度,且果汁封裝工序內未檢測到箱體存在時,限位擋板開啟,塑料盒進入果汁封裝機構。
經篩選后的大果實通過軟管料道落入下方箱體中,壓力傳感器啟動,測算果實質量,箱體下方電動傾斜板上的電機接收反饋信號,依據箱體內果實質量控制轉動角度,采取往復運動的形式,并在此基礎上控制電機的正反轉,完成簡單的碼放工作[5]。滿足箱體內部質量要求后,電動傾斜板上電機轉動至最大角度,箱體即會從電動傾斜板上滑下。箱體從電動傾斜板上滑下后,進入傳送帶,檢測到送蓋機構下無箱體時,限位擋板開啟,傳送帶將其送入送蓋機構中。
送蓋機構上方設置有耗材補充口,可將蓋子存入機構內,接收到限位擋板開啟的信號后,上方電動推桿啟動,滑塊將上蓋推至箱口對應位置,擋片撤出,蓋子落下,完成蓋子的放置工作。完成放置工作后,檢測到箱體封裝裝置下無箱體時,限位擋板開啟,傳送帶將其送入箱體封裝裝置中。
箱體進入箱體封裝機構后電動機啟動,帶動螺桿轉動,實現螺紋傳動,壓板下壓,完成箱體封裝工作。完成箱體封裝工作后,限位擋板打開,傳送帶將箱體送出設備。
2 水果篩選封裝一體機結構設計概述
2.1 水果篩選封裝一體機的主要技術參數要求
電源:220 V,50 Hz;功率:370 W;工作方式:電動;生產能力:150 kg/h左右;篩選果實:蘋果;直徑d:1)d≤75 mm,2)75 mm<d≤85 mm,3)85 mm<d≤95 mm,4)95 mm<d≤120 mm;外形尺寸:長1 750 mm×寬1 190 mm×高1 455 mm。
2.2 清洗機構的結構與控制系統設計
2.2.1 清洗機構的控制部分
清洗機構由Arduino微控制器完成整個流程的控制工作,水果篩選封裝一體機需依靠Arduino微控制器完成整個機體的控制,但其額定電壓僅有5 V,而外接電源和用電器的額定電壓皆為220 V。因此,需加裝繼電器,達到弱電控制強電和保護電路的效果。
清洗機構中,Arduino微控制器主要被應用在電動毛刷的旋轉運動、壓力傳感器的測算、噴霧器的噴灑和儲水箱的液位監測工作上。
2.2.2 篩選缸的結構設計部分
在篩選裝置中,篩選缸緊貼清洗缸,并在缸體底部設有緩沖管道。其布置形式如圖3所示,采用六點定位的形式對篩選裝置進行完全定位。清洗缸與篩選缸在水果的運動軌跡上布置膠皮,不僅起到了保護果實表皮的作用,還在表面有水為潤滑條件的情況下,起到減小摩擦的作用[6]。

圖3 篩選缸俯視圖
篩選裝置采用螺旋軌道,使用圓角作導向,降低果實表皮的破損風險,且可分散應力,防止應力集中,在受力上更便于實現果實的運輸工作。
篩選缸可篩選的果實直徑有以下四種:1)d≤75 mm,2)75 mm<d≤85 mm,3)85 mm<d≤95 mm,4)95 mm<d≤120 mm。
篩選裝置中的每個篩選口都比被篩選果實的直徑大5 mm,并在篩選口處設置45°倒角,保障滿足尺寸要求的果實在通過相應篩選口時進入下方管道。篩選缸中的導向板間距為120 mm,相對常規尺寸大5 mm,有少部分超過正常水平的果實可通過機體外殼上方的檢測口將其取出,具體用途,可參考果農實際需求將其置于不同的機構內[7]。
d≤75 mm的果實被用于制作果汁,經清洗消殺工作后,果實落入榨汁機構中,完成榨汁工作。75 mm<d≤95 mm的果實會被送入箱體,進行碼放作業。
2.3 封裝部分結構設計
果實的封裝機構包含壓力板、壓力傳感器、送蓋機構等,如圖4所示。主要運動依靠電機帶動螺桿,通過螺紋的有效距離,將曲線運動轉化為直線運動,完成封裝壓蓋部分的直線進給運動[8]。

圖4 封裝機構
2.4 其他零部件結構設計
2.4.1 送蓋機構結構設計
送蓋機構包括支撐架、直線導軌、滑塊、擋片和擋板等,采用立式布局,主要運動依靠電動推桿帶動滑塊,完成箱蓋存儲和輸入的進給運動。
在果實完成篩選工作后,通過管道置入箱體的過程中,壓力傳感器對箱體重量進行測算,每增加一定的重量,電機便會旋轉一定的角度,直至最終傾斜角度足夠使箱體滑入傳送帶中,再經由橫梁完成箱體的導向,進入壓蓋輸送口下方[9]。
送蓋機構起到了將上蓋置于箱體上的作用,另外可通過側口及時補充壓蓋,當機構中的壓蓋不足時,紅外傳感器反饋信號,提醒果農及時補充壓蓋,機體檢測到電機反轉時將箱體送至壓蓋機構。
2.4.2 壓蓋機構結構設計
壓蓋機構采用推送的原理,使用電機帶動螺桿,將曲線運動轉化為直線運動,實現進給運動。下方使用滾子下壓四邊封裝扣,使用彈簧作為壓力的緩沖,完成壓蓋封裝工作,機體檢測到電機反轉后,傳送帶將箱體送出[10]。
3 結論
本文經過對水果篩選封裝一體機的結構設計,得出以下結論:
1)采用了機械式自動分級技術完成篩選工作,雖在檢測指標上具有一定的局限性,但極大地提高了生產率,且相對更容易實現,并在此基礎上增加了清洗消殺的功能。
2)本設備的封裝定位主要通過阻擋裝置、導向板、導向裝置和平行四連桿等機構完成。進給運動主要靠電機帶動螺桿,使曲線運動轉化為直線運動完成。另外,由下至上,使用鋁型材結合三角架的支撐方法,極大地提升了結構的穩定性。
3)本設備采用Arduino微控制器完成各執行機構間的運動控制和數據監測,其體積小、適用范圍廣的特點符合設備設計要求。
猜你喜歡
建材發展導向(2023年6期)2023-03-31 02:51:38
建材發展導向(2022年6期)2022-04-18 08:17:26
建材發展導向(2021年11期)2021-07-28 06:57:42
建材發展導向(2021年7期)2021-07-16 07:07:28
防爆電機(2020年4期)2020-12-14 03:11:14
中國核電(2017年1期)2017-05-17 06:10:04
電子制作(2016年1期)2016-11-07 08:43:05
專用汽車(2016年5期)2016-03-01 04:14:49
專用汽車(2016年5期)2016-03-01 04:14:48
中國房地產業(2016年2期)2016-03-01 01:25:23