一種輕量化的汽車發動機多楔帶輪旋壓成形工藝設計
2022-10-20 15:00:06向賢平
南方農機 2022年20期
關鍵詞:工藝
解 琳 , 向賢平
(浙江人馳汽車配件有限公司,浙江 溫州 325025)
0 引言
把鑄鐵皮帶輪改成輕量化旋壓皮帶輪,并且能提高產品質量,延長使用壽命,一直是旋壓皮帶輪的突出亮點。汽車發動機多楔帶輪需實現動力輸出并帶動空調機傳動,需要安裝多根結構緊湊、輕巧的皮帶輪。為了同時安裝不同類型的皮帶,實現多功能傳動需求,目前市場上采用鑄造后再機加工工藝[1-4],此種方式生產的產品零件重量大、轉動慣性大、強度差、動平衡性能差、報廢率高、價格高,并且工件加工復雜、費時,生產效率低,不能滿足客戶要求[5-7]。為了降低生產成本、提高材料利用率、取代機加工皮帶輪,減少材料成本、重量,降低能耗,使產品更環保,采用SPHE、08AL鋼板材料,通過旋壓工藝制造多楔帶輪,可以用在水泵、轉向泵、曲軸等汽車主要配件上,具有重量輕、精度高、生產效率高、動平衡性能好、節材、節能等優勢,而且外觀一般經過電泳、電鍍、氮化等處理,具有一定的防銹功能[8-10]。
1 旋壓多楔帶輪的工藝類型特點
旋壓多楔帶輪目前有折疊處有夾縫多楔帶輪、折疊處無夾縫多楔帶輪兩種類型。
1.1 折疊處有夾縫多楔帶輪工藝概述
有夾縫多楔帶輪以水泵和轉向泵皮帶輪為主,和泵體一般有兩種連接方式,一種是法蘭連接盤連接泵體,另外一種是軸套和泵體軸過盈配合連接。法蘭連接的有夾縫多楔帶輪工藝為自動落料→拉伸→整形→切邊→旋壓→沖孔→表面處理,具體如圖1所示。軸套和泵體軸過盈配合連接的多楔帶輪工藝為自動落料→移載模成形→旋壓→沖孔→數控車內孔→表面處理,具體如圖2所示。
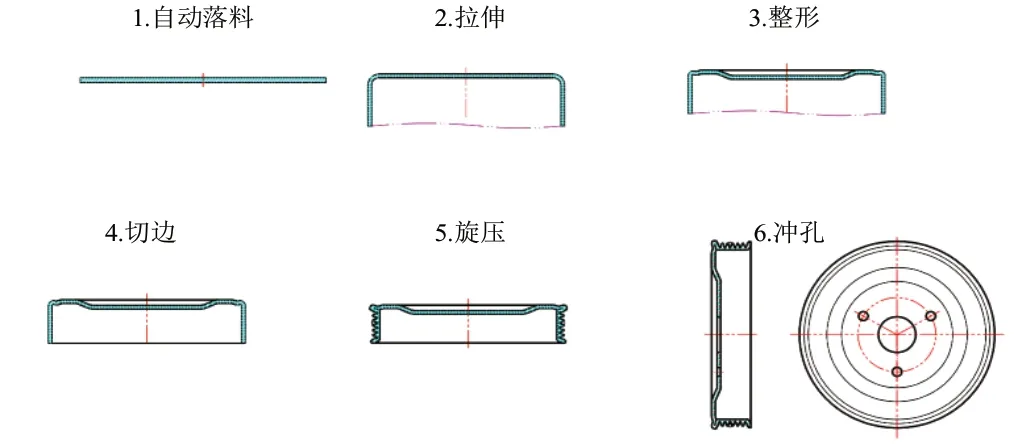
圖1 法蘭連接的多楔帶輪工藝圖
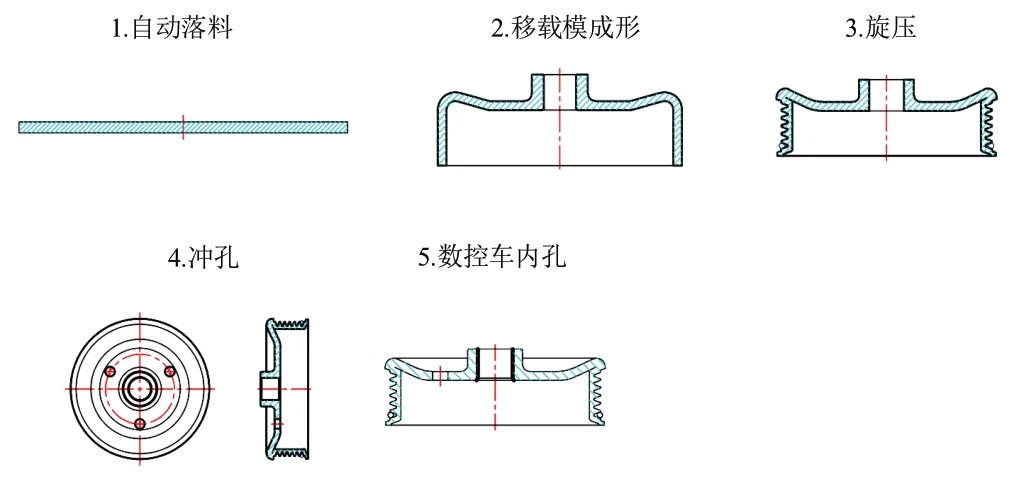
圖2 過盈配合連接的多楔帶輪工藝圖
有夾縫多楔帶輪的成形工藝主要是旋壓上模和旋輪在擠壓過程中形成折疊縫,折疊縫的間隙≤0.02 mm,這種工藝具有生產效率高、旋輪模具使用壽命長等特點,不足之處是折疊處夾縫過大,表面處理會清洗不到位,容易生銹,影響煙霧實驗。
1.2 折疊處無夾縫多楔帶輪工藝概述
無夾縫多楔帶輪以曲軸皮帶輪為主,連接方式為曲軸上通過半圓鍵連接曲軸皮帶輪并定位,或者通過連接套連接、硫化橡膠連接等,工藝如圖3所示。無夾縫多楔帶輪的工藝比較復雜,尺寸要求比較嚴格,旋壓成形模具制造精度要求高。
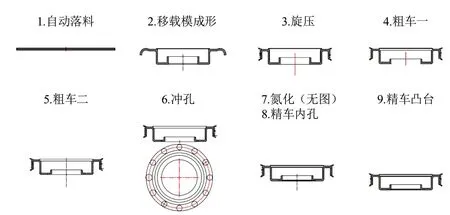
圖3 無夾縫多楔帶輪工藝圖
2 多楔帶輪旋壓成形工藝
2.1 旋壓成形原理
旋壓成形屬于特種塑性成形范疇,其原理為:旋壓機的旋輪裝在側缸支架上,旋輪在側缸活塞的推動下進行進給運動,隨著主缸下行(主缸通過連接塊連接帶輪上模)壓緊工件,并沿相同軸線旋轉的板制材料或管制材料施加壓力,在坯料表面連續發生局部的塑性變形,從而獲得空心回轉件。
多楔帶輪的旋壓成形過程是一種連續的局部塑性變形,是一種包括材料、幾何、邊界三種非線性復雜成形過程,多楔帶輪旋壓過程中所發生的彈性變形比較小,能夠忽略不計,通常對旋壓成形進行鋼塑性有限元法分析。
2.2 多楔帶輪結構
一般情況下,旋壓的形狀尺寸與成品件十分接近,后續需要少量的機加工可達到成品件的要求。因此,部分旋壓零件需要留有加工余量,特別是當旋壓工藝不夠熟練或生產不穩定時,更需要留有加工余量,加工余量的多少根據多楔帶輪成品的結構、尺寸及精度要求來確定。
多楔帶輪結構圖及關鍵尺寸如圖4所示。關鍵尺寸有內孔尺寸Φ15.918 mm,中心高22.72 mm,槽中心距3.56 mm,角度40°,跳動0.25 mm,節圓尺寸Φ98 mm;重要尺寸有板材厚度4.0 mm,上模外徑Φ100.5 mm,下模外徑Φ99.7 mm,半齒高2.4 mm。
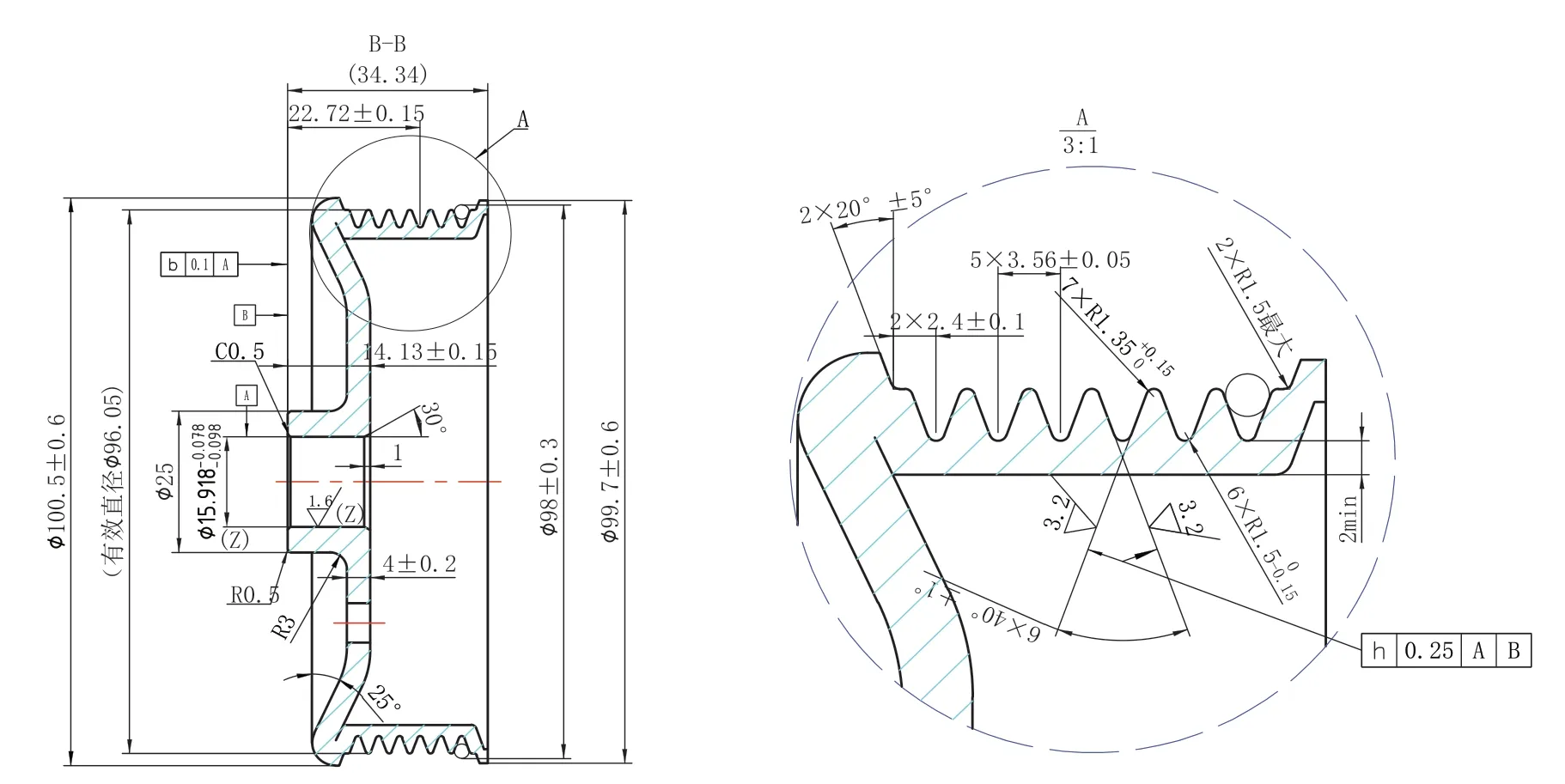
圖4 多楔帶輪結構圖及關鍵尺寸
2.3 汽車多楔帶輪旋壓毛坯料確定
多楔帶輪旋壓之前毛坯料一般都是通過沖壓完成的,工藝為自動下料→移載模成形→旋壓→精車→沖孔→電泳→成品。根據體積不變的原則,旋壓后的毛坯體積(加上機加修邊余量)和移載模成形的毛坯體積相等,利用CAD三維圖形可以計算出旋壓前的毛坯高度,如圖5所示。
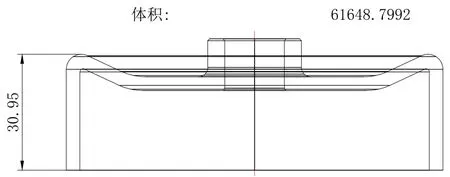
圖5 工藝毛坯高度圖
根據公式V=?πD2×4,可以算出落料直徑為Φ140.2 mm,再加上修邊余量和沖孔的余量,落料尺寸Φ145 mm,可以設計出整個工藝流程圖。
3 多楔帶輪旋壓模具設計
旋壓多楔帶輪毛坯放在旋壓下模內體模芯內,在旋壓上模壓緊后,工件連同模具隨旋壓機主軸旋轉,冷卻液開啟,旋輪1(平輪)在側缸活塞的推動下,感應開關控制側缸快進、工進位置和PLC控制程序。當旋輪1旋轉并水平運動將工件旋壓形成凹型,旋輪1工進完成退回后,旋輪2(預成形輪)快進、工進進給擠壓工件,直至60°齒形旋壓滿后,延時1 s~3 s后退回,形成預成形毛坯;旋輪2工進完成退回后,旋輪3(成形輪)快進、工進,直至40°齒形旋壓滿后,延時2 s~5 s后退回,形成成形毛坯;旋輪3工進完成退回后,主缸帶動上模回程,冷卻液開關停止,主軸停止。旋壓多楔帶輪模具圖如圖6所示。
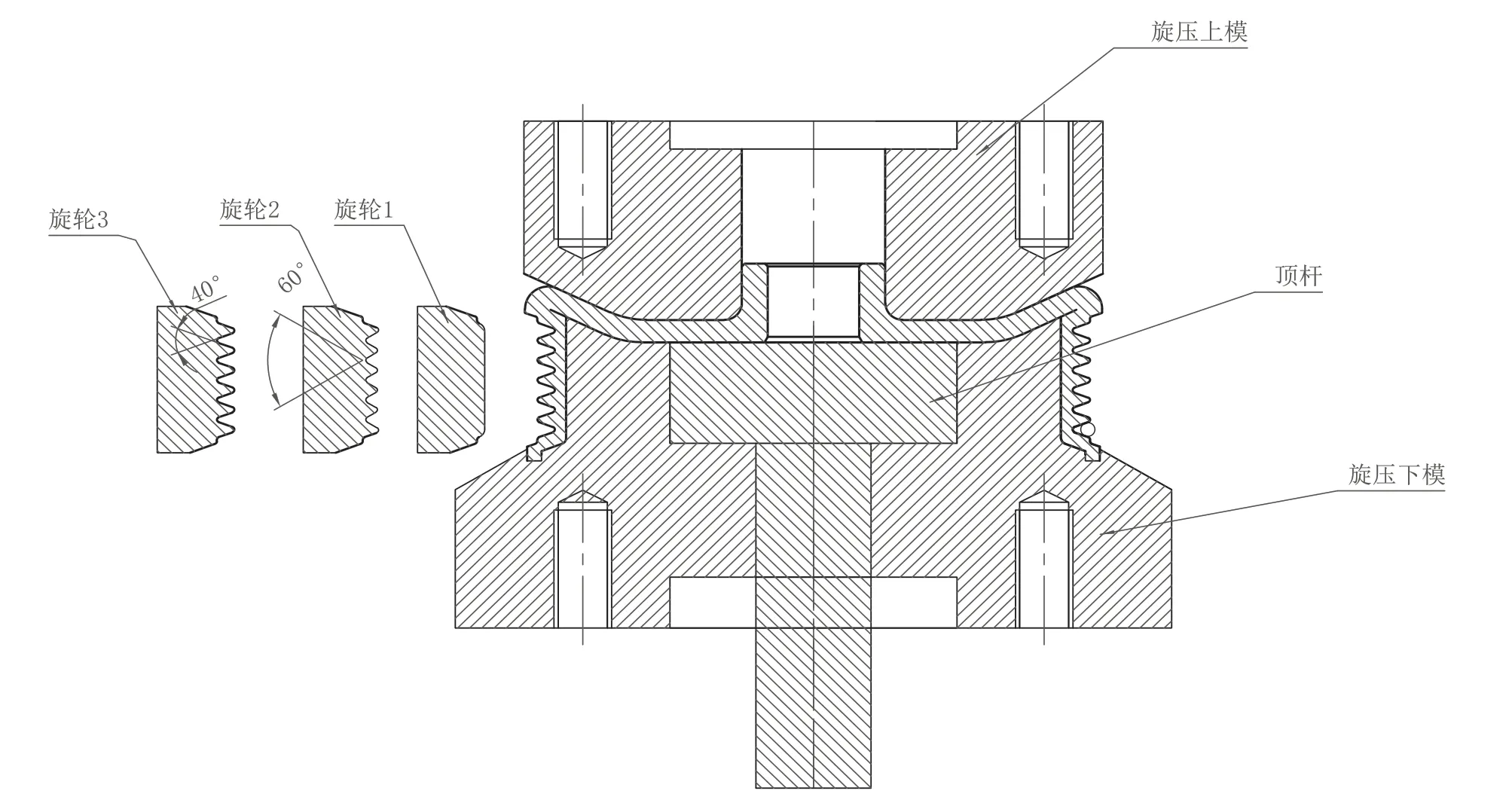
圖6 旋壓多楔帶輪模具圖
3.1 旋壓上下模設計
旋壓上下模材料為Cr12MoV,淬火后上模根據沖壓毛坯形狀先匹配,下模設有封料槽高度為1 mm,上模壓緊毛坯工件,毛坯緊配合在封料槽內,主缸壓緊工件后旋輪進給。旋輪采用三工位旋壓機,三個旋輪的材料為Cr12MoV,分別為平輪、預成形輪、成形輪,下設擋臺結構。在上模加壓過程中,旋輪進給到工件壁厚4 mm時,內壁貼下模頭后退回旋輪,旋輪進給到60°槽型全部擠滿后退回旋輪,旋輪齒形擠滿退回,進給用擋臺把產品外徑擋出R0.5 mm的形狀,同時產品容易成形、外形美觀。
3.2 產品主要性能
本產品質量檢測、尺寸和性能符合客戶圖紙要求,后經主機廠用戶臺架實驗和道路測試,主要指標經第三方檢測機構檢測,完全符合圖紙要求。主要尺寸和性能指標如表1所示。
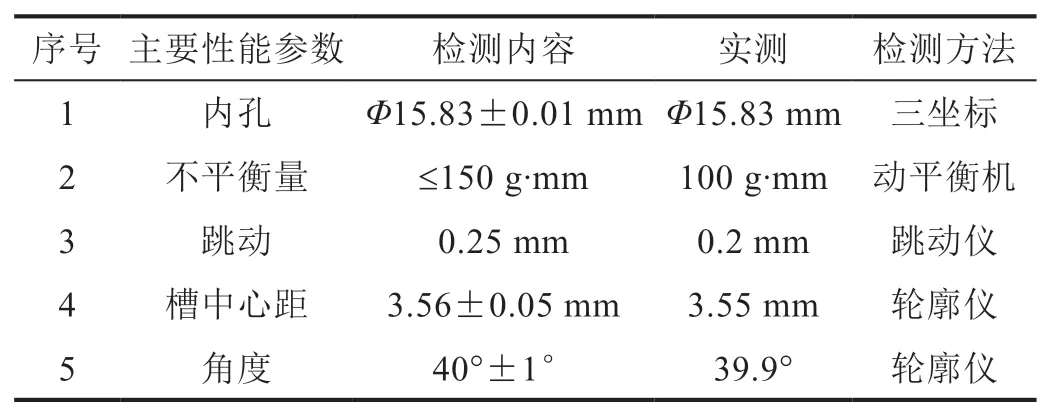
表1 檢測結果
4 總結
1)針對汽車多楔帶輪采用旋壓工藝代替機加工等傳統鑄造、鍛壓工藝,從旋壓工藝分析及其旋壓模具設計入手對多楔帶輪進行研究,最終提出切合實際的旋壓方案,采用旋壓工藝成形的旋壓多楔帶輪,根據體積不變和材料塑性變形微變法則,可以選擇合適的工藝參數以及冷卻液配比等。
2)介紹了多楔帶輪的兩種成形工藝,分析了兩種成形工藝的特點,對多楔帶輪的成形工序、各工序零件尺寸以及配套的旋壓模具的設計都進行了一定的闡述。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52