無取向硅鋼油性二次涂漆(層)性能研究
2022-10-21 06:39:26祁旋裴英豪施立發徐文祥夏雪蘭陸天林劉青松
電工材料 2022年5期
關鍵詞:工藝
祁旋,裴英豪,施立發,徐文祥,夏雪蘭,陸天林,劉青松
(馬鞍山鋼鐵股份有限公司,安徽馬鞍山 243000)
引言
電工鋼表面的涂層可以起到絕緣作用,以防止鐵芯疊片間發生短路而增大渦流損耗,從而惡化電磁性能[1,2]。行業對一般中小電機的硅鋼表面絕緣涂層要求相對不高,國內外現有的鎂系鉻酸鹽涂層厚度在0.5 μm~1.0 μm,層間電阻一般在200 Ω·mm2/片,可滿足中小電機行業層間電阻要求。但大型工業電機和發電機對層間電阻一般要求大于10 000 Ω·mm2/片,現有鎂系鉻酸鹽涂層難以滿足使用要求,用戶在使用前通常會采用二次涂漆的方式來增大硅鋼片的層間電阻[3,4]。
目前國內外使用的有水溶性和油性二次涂漆,根據應用領域的不同,選擇不同的二次涂漆。一般對層間電阻要求較高的領域選擇水性二次涂漆,層間電阻一般在20 000 Ω·mm2/片以上,而對于長期服役在高溫條件下的大型工業電機,則選擇油性二次涂漆,一般最高耐熱等級要求達到F級(155℃×48 h),且具有優良的穩定性。在硅鋼表面二次涂漆后,底漆材質和形貌不同會造成二次涂層性能差異[5,6],影響二次涂層的使用效果,特別是電機在長期服役過程中二次涂層的穩定性,一般用戶會對二次涂層進行老化試驗來驗證其穩定性。
本項目研究了油性二次涂漆的成膜工藝及相應的耐熱等級,并以國內典型鋼廠硅鋼成品為基板,對比了國內典型鋼廠生產硅鋼的底漆與油性二次涂漆的兼容性。
1 試驗材料及方法
以油性二次涂漆為研究對象,選取國內典型鋼廠生產的工業電機用50W250無取向硅鋼成品,且底漆為鎂系鉻酸鹽涂層,樣板加工尺寸為100 mm×300 mm(縱向)試樣。
采用日本產OSP線棒涂布器10#棒在硅鋼板表面進行涂覆試驗,二次涂層成膜性和耐熱等級試驗采用上海一恒生產的BPG-9200BH高溫干燥固化箱。二次涂層耐熱等級采用老化試驗,老化溫度×48 h,涂層附著力按GB/T 9286—1998《色漆和清漆漆膜的劃格試驗》測試,采用美工刀對老化試驗后的油性二次涂漆涂層進行劃格,劃格間距1 mm,并采用3M膠帶粘貼后觀察涂層脫落情況。鹽霧試驗采用上海林頻儀器生產的GDS-100高低溫濕熱試驗箱測試。
二次涂層膜重采用德國EPR公司生產的RX-400紅外膜重測試儀檢測,膜厚采用德國Fischer公司生產的DUALSCOPE MPOR設備檢測,涂層表面形貌采用美國FEI公司生產的QUANTA450+APOLLOX掃描電鏡+能譜儀檢測。
2 結果與分析
2.1 物性分析
油性二次涂漆主要由高分子環氧基、含有一定量的酚醛樹脂以及有機溶劑配制而成,并稀釋成生產用的環氧酚醛硅鋼片樹脂,油性二次涂漆物性檢測結果見表1。
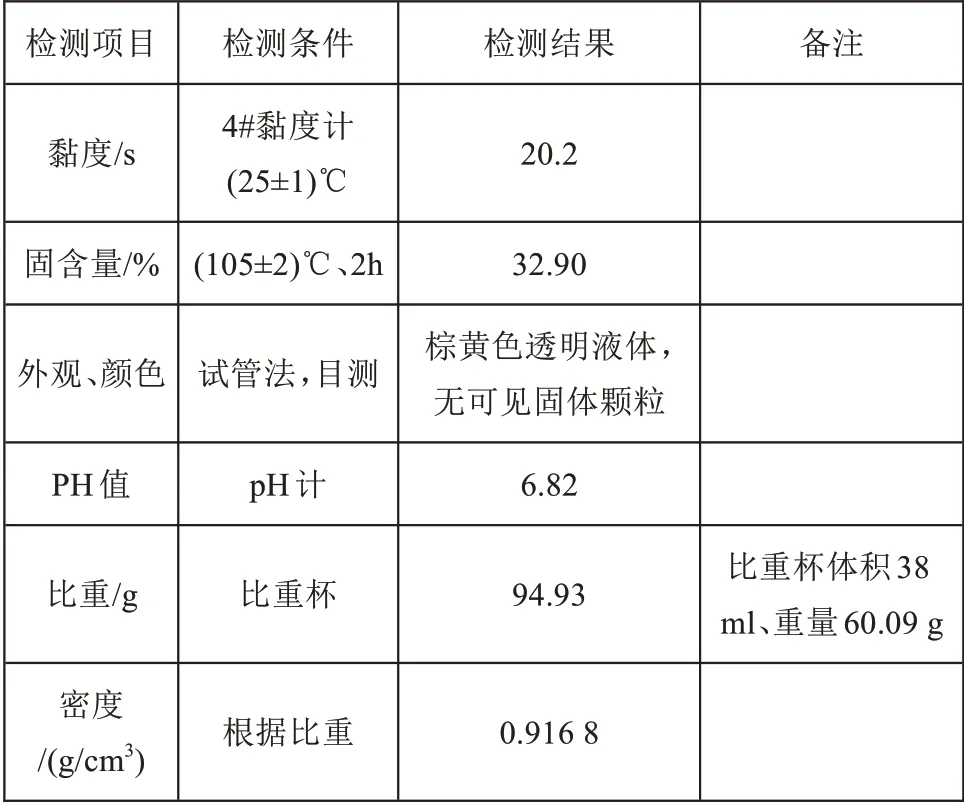
表1 油性漆二次涂漆物性檢測結果
其中固含量計算公式為:

式中:X為固含量;W0為容器質量;W1為烘焙后試樣和容器的總質量;G為試樣的質量。
密度計算公式為:

式中:M1為試樣和比重杯的總質量,M0為比重杯的質量,V為比重杯的體積。
2.2 固化溫度和時間對成膜性能影響
根據目前國內硅鋼生產線設備,并結合油性二次涂漆的物性特點,制定相應工藝試驗方案。固化溫度245℃~345℃,固化時間40 s~90 s。不同工藝條件下硅鋼表面油性二次涂漆表面成膜效果見圖1,圖2,具體成膜效果評價見表2,表3。
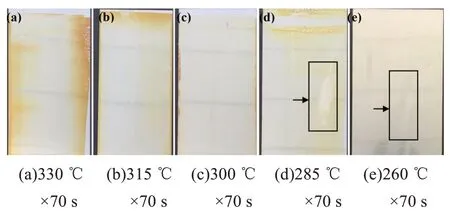
圖1 不同溫度條件下硅鋼基板表面油性漆二次涂漆固化效果

圖2 不同時間下硅鋼板表面油性漆二次涂漆固化效果
從圖1,圖2和表2,表3可知:時間70 s,溫度低于260℃時,表面涂層嚴重脫落,二次涂漆未固化;285℃時,表面涂層輕微脫落,二次涂漆欠固化;溫度達到330℃時,涂層雖無脫落,但表面輕微發黃,出現過燒現象。本研究認為,固化時間為70 s時,最佳成膜溫度在300℃~330℃。

表2 (245℃~345℃)×70 s條件下油性二次涂層成膜情況

表3 (40 s~90 s)×305℃條件下油性二次涂層成膜情況
當固化溫度在305℃,時間低于50 s時,表面涂層嚴重脫落,二次涂漆未固化;達到80 s時,表面涂層輕微發黃,出現輕微過燒現象;90 s時,表面涂層嚴重發黃,出現嚴重過燒現象。本研究認為,在305℃時,最佳成膜時間在60 s~80 s。
2.3 涂層性能測試評價
選擇國內5大典型鋼廠生產的50W250硅鋼成品為基板,在最佳工藝條件下,制備出油性二次涂層,并檢測油性二次涂層耐鹽霧性及其他相關性能。耐鹽霧試驗條件為濃度3%NaCl×5 h,鹽霧試驗后油性二次涂層表面情況見圖3,可看出,表面基本無生銹現象,說明油性二次涂層耐鹽霧性能較優,其他性能檢測結果見表4。

圖3 油性漆二次涂層鹽霧試驗后表面形貌

表4 油性二次涂層性能檢測結果
2.4 耐熱等級測試評價
為驗證油性二次涂漆的最高耐熱等級,在最佳工藝條件下,制備出二次涂層,并通過老化試驗驗證油性漆的最高耐熱等級,同時對比國內典型鋼廠生產硅鋼基板與二次涂層的兼容性,選擇國內五大典型鋼廠生產的硅鋼成品為基板。具體油性二次涂漆成膜工藝和老化試驗方案見表5,國內典型鋼廠生產的50W250硅鋼基板表面二次涂層的脫落情況見圖4~圖9。由圖4~圖9可知,老化工藝(155℃~170℃)×48 h時,全部硅鋼基板二次涂層均未脫落,老化工藝達到175℃×48 h時,二次涂層開始出現輕微脫落,老化工藝達到180℃×48 h時,二次涂層均出現嚴重脫落。

圖4 老化工藝155℃×48 h條件下二次涂層表面

圖9 老化工藝180℃×48 h條件下二次涂層表面
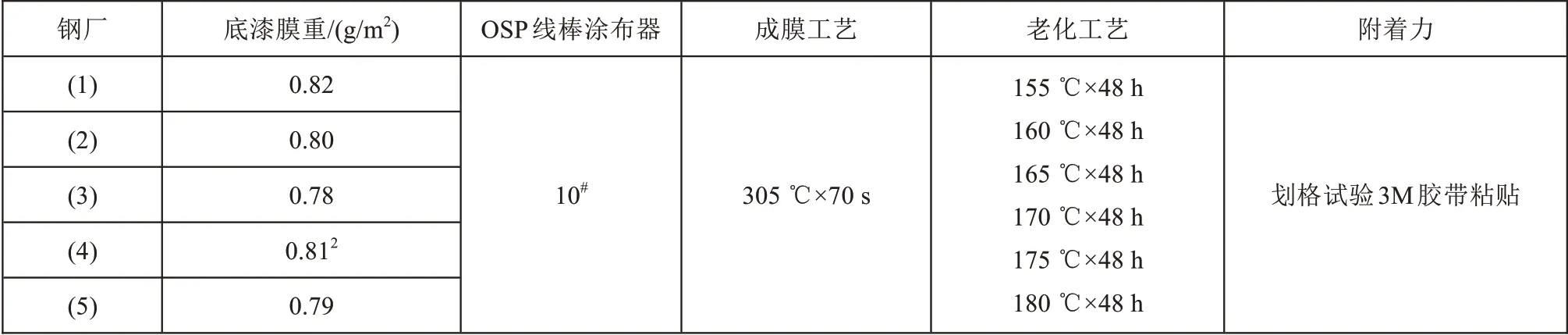
表5 油性二次涂漆老化試驗方案
由以上試驗可得出,油性二次涂層滿足155℃×48 h(F級)要求,最高耐熱等級可達到175℃×48 h,且國內五大典型硅鋼生產廠生產的硅鋼基板與油性二次涂漆匹配性基本一致。因此,本研究認為油性二次涂漆適用于國內五大典型鋼廠生產的硅鋼片。

圖5 老化工藝160℃×48 h條件下二次涂層表面

圖6 老化工藝165℃×48 h條件下二次涂層表面

圖7 老化工藝170℃×48 h條件下二次涂層表面
2.5 分析與討論
油性二次涂層表面形貌情況見圖10,由圖10可看出,油性二次涂層表面較為致密。油性二次涂漆主成膜物質為環氧樹脂和酚醛樹脂,金屬與非金屬材料表面具有優異的粘結強度,主成膜物質具有介電性能良好、收縮率小、制品尺寸穩定性好、硬度高以及對堿及大部分溶劑穩定等優點,因而作為澆注、浸漬、層壓料、粘結劑和涂料等用途,廣泛應用于國防、國民經濟各部門。
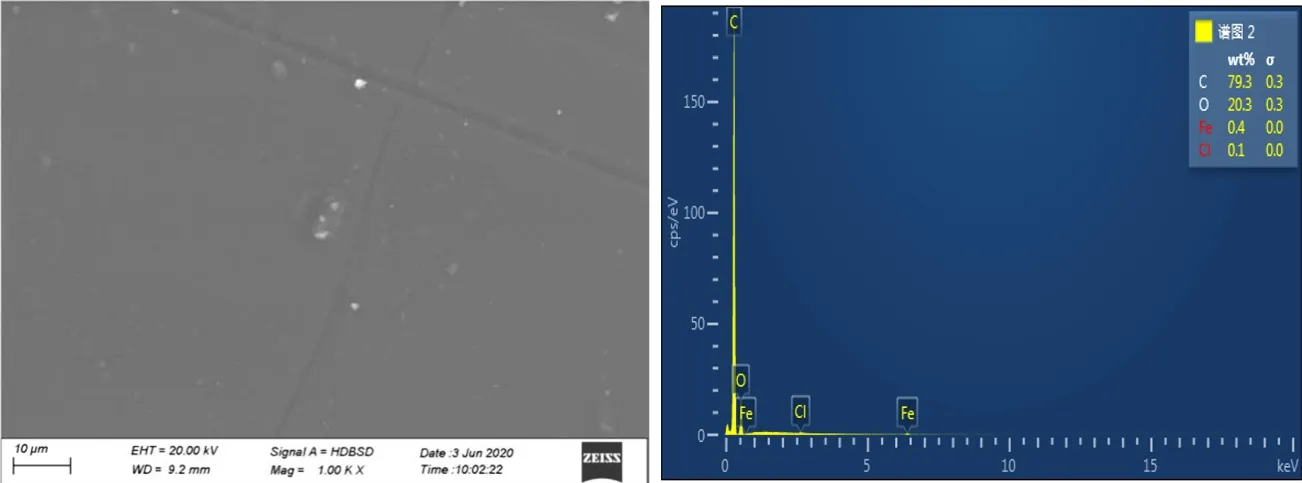
圖10 油性二次涂層表面形貌及能譜

圖8 老化工藝175℃×48 h條件下二次涂層表面
同時通過添加耐熱性能良好的酚醛環氧樹脂改善油性二次涂層的耐熱性,采用芳香胺固化劑或者酸酐固化劑加熱固化,在這種條件下固化的環氧樹脂熱變形溫度一般在150℃~180℃。所以油性二次涂漆充分利用了環氧樹脂的特性,具有優良的附著性及性能穩定性。根據油性二次涂漆的成分特性,以及油性二次涂漆的耐熱性,一般設計適用于B級(長時耐熱溫度130℃)和F級(長時耐熱溫度155℃)大中型交直流電機、大型汽輪發電機、水輪發電機、變壓器和特種電機的硅鋼片、沖片涂層。本研究成果對大型工業電機的定子鐵心涂漆工藝,以及選擇油性二次涂漆的電機的服役溫度范圍具有重要的參考價值。
3 結論
(1)溫度低于285℃時,油性二次涂漆欠固化,溫度高于330℃時,油性二次涂漆過燒;時間短于50 s時,二次涂漆未固化,長于80 s時,油性二次涂漆過燒;
(2)油性二次涂漆在70 s時,最佳成膜溫度為300℃~330℃;305℃時,最佳成膜時間60 s~80 s;
(3)油性二次涂漆滿足155℃×48 h(F級)要求,最高耐熱等級可達到175℃×48 h;
(4)國內五大典型鋼廠生產的硅鋼基板與油性二次涂漆匹配性基本一致。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
