復雜異型零件小直徑螺紋優質高效加工工藝研究與應用
2022-10-25 05:05:10陳寶來王軍王梓懿張昌菊王戰璽
航空工程進展 2022年5期
關鍵詞:工藝
陳寶來,王軍,王梓懿,張昌菊,王戰璽
(1.中國航發貴州紅林航空動力控制科技有限公司工藝研究所,貴陽 550009)
(2.中國人民解放軍93147部隊某代表室,貴陽 550009)
(3.西北工業大學 機電學院,西安 710072)
0 引言
復雜異型殼體類零件是航空發動機控制附件的關鍵零部件,它在控制附件中起支承和功能集成的作用,影響整個機器的裝配精度、使用性能、壽命以及工作精度。該類零件通常形狀各異,表面分布有大量小直徑螺紋孔,導致加工量大,工藝較為復雜,且對加工質量要求較高。而復雜異型殼體類零件表面的螺紋孔加工工序一般處于整個產品加工工序的末端,如果螺紋孔加工出現質量問題,就會導致產品質量不合格甚至報廢,因此小直徑螺紋孔的加工質量對于整個零件的生產至關重要。
針對鈦合金這類難加工材料殼體類零件上小直徑螺紋孔的加工,由于該材料的切削性能差,螺紋孔分布在結構復雜的殼體類零件上,加之螺紋孔加工精度、質量和加工效率要求高等原因,難加工材料小直徑螺紋孔的加工還存在諸多難點。目前,殼體小直徑螺紋孔一般采用螺紋銑刀銑螺紋或絲錐手工加工。螺紋孔銑削是利用螺紋銑刀進行螺旋插補銑削而形成螺紋,加工小直徑螺紋時一般采用剛性攻絲的方法,但是由于螺紋銑刀切削刃過長,在同樣切削力作用下易發生讓刀,從而導致螺紋不合格,甚至發生刀具折斷;而絲錐攻絲無法加工出有一定深度的螺紋,對于小直徑螺紋攻絲刀具消耗量大且易折斷在基體內。為解決這一問題,應對現有螺紋銑刀進行改進,優化工藝流程。
國內外已對鋁合金、鈦合金、高溫合金等材料的螺紋孔切削工藝開展了許多研究。張兆飛等針對小直徑螺紋孔的銑削過程中刀柄和銑齒部分的尺寸過小、銑刀剛性不足等問題,研制錐形新型內螺紋銑刀,并通過實驗驗證其可行性,但是錐形銑刀很難應用于常見的豎直型螺紋孔加工;G.Fromentin等針對銑削螺紋孔時發生的超差現象,提出一種迭代修正方法消除過切現象,提高了銑削螺紋孔的精度;K.Shirase等證明了在均勻的螺距銑刀上使用可變螺距,可以將表面誤差降低多達20%;吳東針對鈦合金小直徑螺紋的加工,通過對比試驗分析得到鈦合金攻絲后,其小徑和中徑都會收縮,加工余量越大則收縮量越大,因此在工藝改進后可通過將螺紋底孔的直徑適當擴大來降低螺紋孔加工后的收縮量;A.C.Araujo等為了探究螺紋銑削工藝,對螺紋銑削參數進行分析,以此來優化銑削刀具,并通過測量切削力和扭矩,分析了銑削參數與銑削力之間的具體關系;張勇等通過優化螺紋底孔尺寸、設計專用絲錐、優化工藝步驟等手段,形成了獨有的鈦合金小直徑盲孔攻絲技術;A.C.Araujo等通過分析螺紋孔銑削加工仿真過程,建立了銑削螺紋孔的切削力模型,進行試驗后對其結果進行分析,得到銑削螺紋孔過程中切削力和刀具幾何形狀之間的具體關系。上述研究雖然對難加工材料小直徑螺紋孔的加工改進有促進改善的作用,但是還存在加工過程耗時過大,無法在保證產品加工精度的同時提高產能。
本文為解決這一難點,設計加工刃部長度為1~3個螺距的專用螺紋銑刀,同時為解決由刀具刃部縮短產生的加工編程問題,提出采用宏程序編程來實現小直徑螺紋的數控加工,并在試切合格后,分別對兩批零件加工不同螺紋,通過實驗結果對比分析,驗證該加工工藝改進的有效性和可靠性,以期實現加工工藝的降本增效。
1 小直徑螺紋孔加工工藝及難點
殼體類零件為起連接作用,表面設計了各種不同功能、不同規格的小直徑螺紋,包含:普通螺紋M2~M6,過 盈 螺 紋AG4~AG10,絲 套 螺 紋ST3~ST10,如圖1所示。目前小直徑螺紋孔加工工藝主要分為銑刀銑螺紋和絲錐攻螺紋。
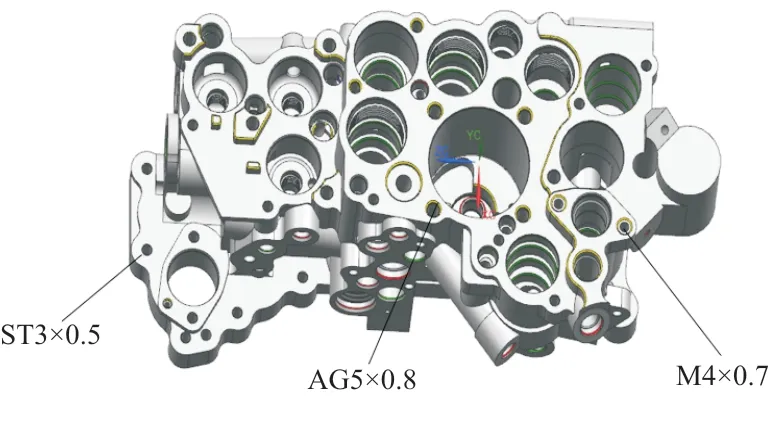
圖1 殼體表面小直徑螺紋Fig.1 Small bore thread on shell surface
數控銑削加工螺紋孔時不受螺紋結構和螺紋旋向的限制,通常,銑螺紋的銑刀其切削刃比螺紋的長度要稍長一些,銑削時銑刀在內孔中走出一圈螺旋線即可。對于小直徑螺紋,由于螺紋銑刀長徑比過大(大于5),螺紋切削刃過長,在同樣切削力的作用下容易讓刀,造成加工的螺紋中徑呈正錐狀或公差做大導致螺紋不合格,甚至斷刀。
攻絲分為機器攻絲和手工攻絲,機器攻絲借助鉆床或銑床等設備,手工攻絲只需要一般夾具。絲錐切削時切屑易咬住絲錐,尤其在加工盲孔過程中排屑不暢的問題等都可能造成螺紋撕裂,并且對于鈦合金、高溫合金等難加工材料,經常會出現絲錐折斷或換刀頻繁的情況。加工小直徑螺紋時,絲錐過細,加工過程中磨損嚴重,甚至發生斷絲,使其折斷在零件基體內,降低加工效率。實踐證明,采用機用絲錐加工螺紋盲孔底部時,機用絲錐停下來進行反轉回退時,很容易出現絲錐折斷的現象。此外,在對難加工材料小直徑螺紋進行加工時,由于刀具磨損較快,且加工過程中很難對刀具的磨損量進行預測,僅通過銑削來加工難加工材料的螺紋很容易出現超差現象,加工出的螺紋孔非小即大。同時由于螺紋在重復加工時,非常容易出現“爛牙”現象,因此無法對其采用先粗銑再精銑加工的加工工藝。
基于上述原因,目前主要采用手工攻絲手段加工小直徑螺紋。鋁合金殼體小直徑螺紋孔加工流程:在數控加工中心鉆中心孔、鉆螺紋底孔和倒角,再由人工用絲錐完成攻絲攻螺紋。鈦合金、高溫合金殼體小直徑螺紋孔加工流程:鉆中心孔、鉆螺紋底孔、倒角、銑螺紋在數控加工中心由一道工序不同工步完成,銑螺紋留精加工余量0.01~0.02 mm,攻螺紋單獨設置工序采用手工攻絲完成。但是采用手工攻絲仍存在如下問題:一是質量不穩定,主要表現在工件的表面一致性較差,在放大鏡觀察下即可看到攻絲后的孔存在毛刺;二是加工效率低,采用手攻攻絲平均3 min完成1個螺紋孔加工;三是工裝多,不同規格、不同功能的螺紋需要不同的專用絲錐、專用工裝(攻絲導板、攻絲底座、攻絲導套、夾持桿)等,通用性較差。
2 面向數控加工的工藝改進方案
2.1 技術方案
為了盡可能消除攻絲缺陷,同時考慮鈦合金、高溫合金難加工屬性,優化工藝流程,加工方案還需從銑螺紋著手,在加工小直徑螺紋時,必須減小加工時的徑向力對加工刀具的影響。相應工藝流程調整為:鉆中心孔、鉆螺紋底孔、倒角、銑螺紋安排在一道工序,可保證第一個螺紋一定不會很大。由于整體螺紋銑刀在加工時受力較大,會造成零件尺寸出現正錐現象,故現有整體螺紋銑刀需進行改進。為了減小加工時產生的徑向力,需設計加工刃部為1~3個螺距的專用螺紋銑刀,其外徑一般比大徑小1~4 mm左右,視加工螺紋孔的直徑而定。為了保證刃具的加工強度,刀具材料最好選擇整體硬質合金。對于不同螺距的零件需定制不同的刃具,但相同螺距的各類零件,均可用同一把刀具進行加工。該款螺紋銑刀設計與制造難度不大,可以直接采購,但該刀具刃部的縮短給加工編程帶來了挑戰。為了解決編程問題,通過加工中心,利用數控機床的三軸聯動功能,采用宏程序編程來實現小直徑螺紋的數控加工。
2.2 加工設備及工藝參數
(1)要求機床在三個軸向(x-y-z)上進行螺旋插補銑的能力,其中x軸和y軸決定螺紋直徑,z軸控制螺距。根據要求選擇成都普瑞斯三軸立式加工 中 心:PL1000,FANUC系 統,主 軸 轉 速40~8 000 rpm,主軸孔錐度BT40,切削進給速度(x、y、z):2~20 000 mm/min,刀庫容量24把,x、y、z定位精度0.008 mm,重復定位精度0.004 mm。
(2)螺紋銑刀的耐用度是普通絲錐的十多倍甚至數十倍,特點是不受螺紋結構和旋向的限制。由于整體螺紋銑刀在加工時受力較大,需選擇加工刃部僅為1~3個螺距的螺紋銑刀以減小加工徑向力,同時為保證加工強度,刀具材料選取整體硬質合金。選擇的刀具如圖2所示。
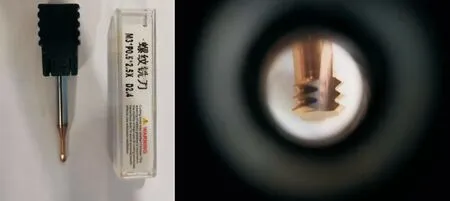
圖2 刀具Fig.2 Tool
2.3 銑削用量的選擇
螺紋銑刀的切削用量包括進給率V、銑削速度V和背吃刀量a。其中,螺紋銑刀與傳統立銑刀的銑削速度和背吃刀量相同。但是其必須降低螺紋銑刀的進給率V。在內圓切削應用中,刀具外圍移動速度V會比刀具中心線的移動速度快,如圖3所示。
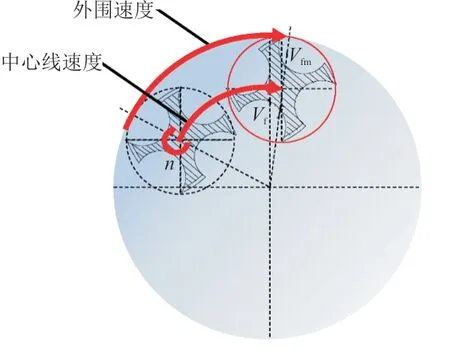
圖3 銑削螺紋示意圖Fig.3 Schematic diagram of thread milling
在大多數數控銑床或加工中心上,進給率指刀具中心點向前切削的速度,因此進給率過高會導致刀具振動、崩刀、降低使用壽命。
(1)進給率(V)選擇如式(1)所示。式中:D為螺紋直徑;D為銑刀直徑。
(2)主軸轉速n如式(2)所示。

首先根據螺紋直徑、螺距及零件材料查切削手冊參數推薦表,選擇每齒進給量f;再根據螺紋直徑、螺距及每齒進給量f查切削手冊參數推薦表,選擇切削速度V;最后根據零件材料實際狀態修正選用的切削速度,通過式(1)~式(2)可得主軸轉速及進給速度。本文加工參數推薦如表1所示。
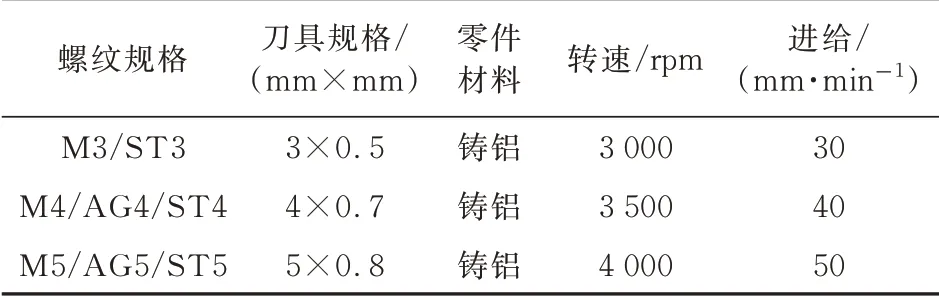
表1 加工參數推薦表Table 1 Recommended processing parameters
2.4 編程要求
在銑削螺紋孔編程前,需考慮刀具的切削直徑,在每個標準刀具上都會標記有“RPRG”-刀具圓角半徑編程值,由此獲得最佳螺紋質量所需要的圓角半徑修正值。通常在編程時,將“RPRG”值作為偏移量即可使加工的螺紋在合理的誤差范圍內,在后序加工時根據標記的要求值可輕松調整程序。本文使用定制銑刀,其上沒有標記“RPRG”值,因此在編程時無法使用標準程序模塊,本文提出通過數控宏指令來解決這一問題。
該螺紋孔加工的編程是比較復雜的,但是可以提取螺紋尺寸要素使其變得簡單些,主要包括以下數據:螺距、螺紋公稱直徑、螺紋銑刀的刀具半徑、螺紋長度等。編程的原理:通過數控宏程序中的圓弧指令和在軸向增量編程的方法,將螺紋線分解為兩種運動方式——圓弧運動和垂直于圓弧所構成的平面方向的直線運動,在xy平面刀具旋轉一周360°,z值同時移動螺距的距離,如此循環,直至加工出要求的螺紋深度,使刀具軌跡形成一個螺旋線。
經過反復試驗,得到小直徑螺紋宏程序編制方法,走刀路線是從底部向上走刀進行加工,如圖4所示,避免切削過程切屑對刀具的影響。
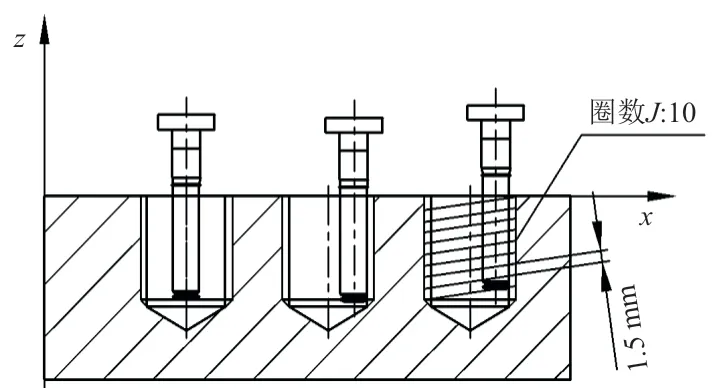
圖4 走刀路線示意圖Fig.4 Schematic diagram of cutting route
(1)程序運行方式
以加工中心FANUC系統為例,程序運行方式使用G65/G66調用方式,主程序調用宏程序加工內孔,調用指令為:G65P8307X-Y-Z-R-E-K-JD-F-V。
循環過程為:主軸先以G0快速移動到指定的x值、y值 位 置;再 以G0快 速 移動 到 安 全高 度R值處;刀具以3倍F值速度移動至螺紋深度位置;刀具按螺距K值以一個或多個(J值)螺旋運動向上銑削螺紋孔;完成J值圈數后,刀具以直線退出方式至圓心位置;刀具快速退刀至循環前主軸z值,循環結束。
(2)螺紋孔銑削宏程序模塊
螺紋孔銑削宏程序模塊如圖5所示。

圖5 螺紋孔銑削宏程序模塊Fig.5 Macro program module of milling threaded holes
(3)銑螺紋程序
以加工M3×0.5為例,程序如圖6所示。

圖6 螺紋孔銑削程序模塊Fig.6 Program module of milling threaded holes
3 應用實例
3.1 加工質量
加工獲得很好的表面光潔度和螺紋精度相當困難,其中一批次為航空發動機附件殼體上的M4螺紋孔,零件號為XXX-630-02,另一批次為航空發動機某附件零件上的M3螺紋孔,零件號為XXX-0000-602。標準為GJB 119.1,其加工要求如圖7所示。
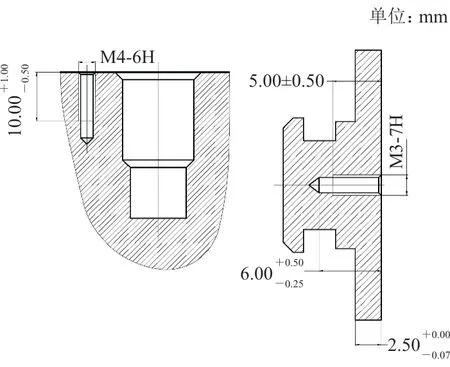
圖7 實驗加工要求Fig.7 Requirements for experimental processing
經過樣件試切合格后,開展產品實物分批次驗證工作,如圖8所示。
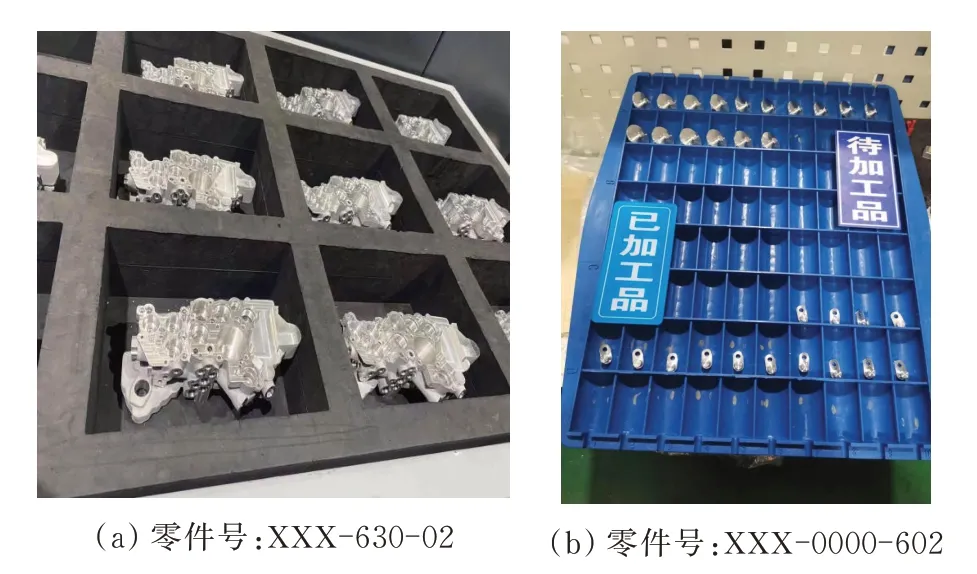
圖8 螺紋孔銑削加工案例Fig.8 Milling threaded holes cases
加工結果如表2所示。
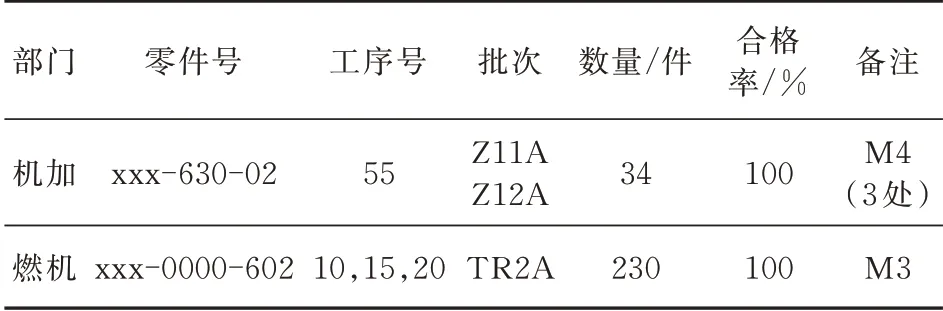
表2 加工結果Table 2 Processing results
螺紋表面質量對比如圖9所示。
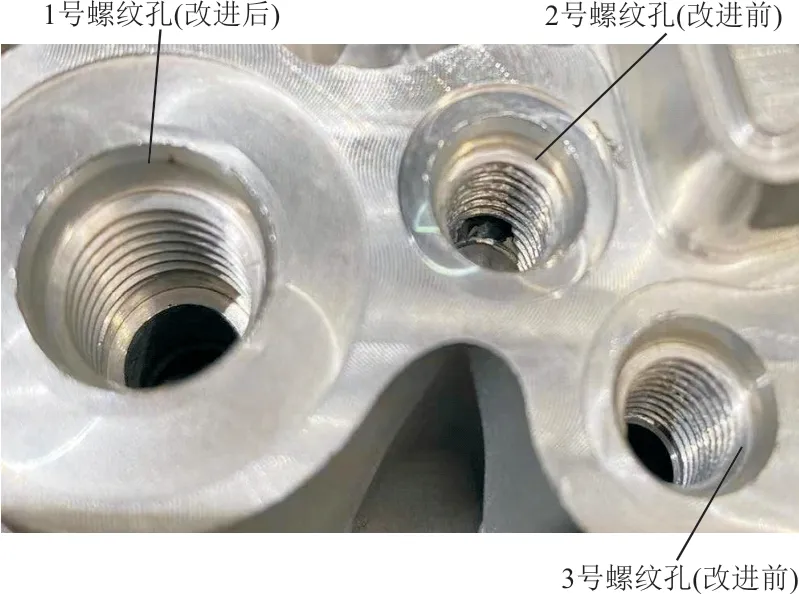
圖9 螺紋表面質量對比Fig.9 Quality comparison of thread surface
工藝改進前絲錐攻絲時的切削速度低,切屑易折斷,因此螺紋孔的表面光潔度和精度較低,從圖9的2、3號螺紋孔可以看出:工藝改進前螺紋上有斷裂、坑點、裂縫,整體的光潔度很差。在工藝改進后,由于加工時的切削速度高、切削力小,故切削表面具有較高的光潔度。同時加工中產生的切屑非常細小,在被冷卻液沖出工件時不會劃傷工件表面,如圖9的1號螺紋孔所示,工藝改進后的螺紋光潔度非常好。
由于特制刀具的刃部長度較短,其在加工過程中只有一排齒在進行切削,使其讓刀量非常小,螺紋的圓柱度得到很好的保證,消除了傳統銑螺紋在銑削螺紋孔時出現的正錐現象,如圖10所示。

圖10 傳統刀具與改進刀具加工對比圖Fig.10 Machining comparison of traditional tools and improved tools
3.2 加工效益
數控銑削螺紋孔加工時間計算公式:
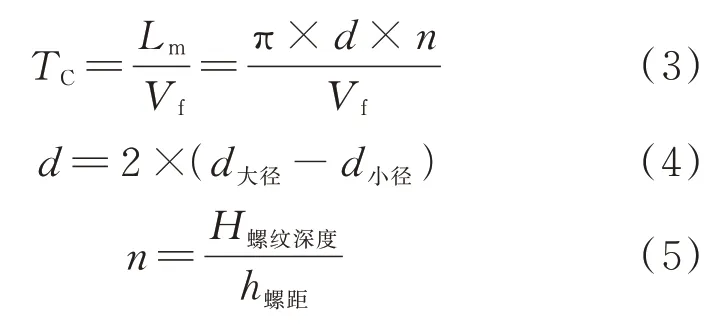
式中:T為加工時間;L為加工長度;V為進給速度;d為移動直徑;n為螺紋圈數。
將式(4)~式(5)代入式(3)分別計算兩批次零件的銑削螺紋孔加工時間:
(1)XXX-630-02三個螺紋單螺距銑刀切削時間計算如下。
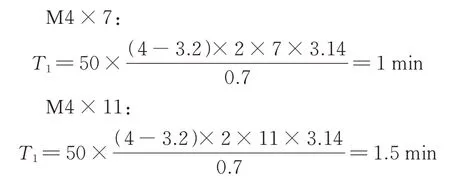
則三個螺紋切削時間:T+2×T=4 min,計算結果與實際加工時間吻合。
(2)XXX-0000-602一個螺紋單螺距銑刀切削時間計算如下。
M3深5:

手工攻絲實作時間與單螺距銑刀銑削螺紋孔時間對比如表3所示。
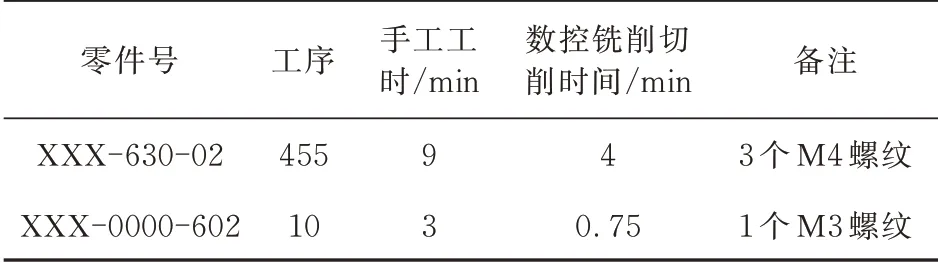
表3 加工時間對比表Table 3 Comparison table of processing time
經過對實物加工驗證,用帶有宏程序的螺紋銑所加工的零件,銑削的螺紋牙型起始端距離可由程序精確控制,表面一致性好,無任何廢品,首件通止檢測后,后面的零件加工質量穩定,合格率可達到100%。單個螺紋孔加工時間由原來的3分鐘/個降為0.75分鐘/個,螺紋與底孔在同一工序加工減少了手工攻絲的工序,準備時間可大幅縮短,而且數控銑削螺紋孔比手工快,經實際驗證帶有宏程序的螺紋銑的加工效率提高50%以上。由于一把刀可以實現相同螺距不同規格的各種螺紋孔加工,所需刀具數量減少2/3,每年可以節省大量的刀具費用。手工攻絲需要大量專用絲錐的同時,還需要大量的專用夾具(如攻絲導板、攻絲底座、攻絲導套、夾持桿等),而螺紋孔銑削不需要上述專用夾具,刀具費用對比如表4所示,可以看出:原有工藝所需費用合計為4 258元,改進工藝所需費用共計1 200元。
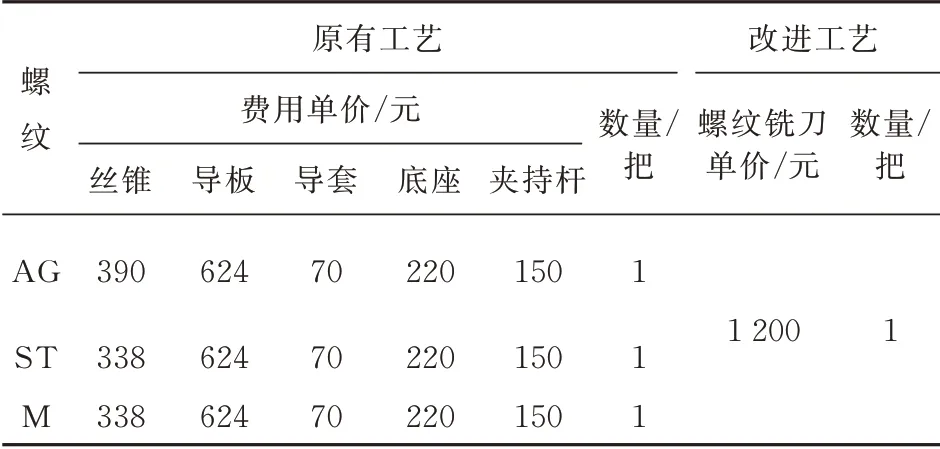
表4 刀具費用對比Table 4 Comparison table of tool cost
其中,導板、導套、底座以及加持桿為一次性費用,絲錐和螺紋銑刀需要根據磨損量進行更換。綜合計算工藝改進后,加工過程的成本可節約50%以上。
此外,通過改變螺紋孔加工方式改變了傳統的殼體加工工藝,工序設計時該類螺紋不用單獨設置工序,減少了整個零件加工過程中的工序數;同時,減少加工工序可大幅減少多余工序的準備工時。
4 結論
(1)應用三軸數控加工殼體小直徑螺紋的方法后,小直徑螺紋孔的加工質量及效率得到明顯提升,經濟效益顯著。
(2)設計的專用螺紋銑刀減小了加工時徑向力對刀具的影響,同時消除了加工零件時出現的正錐現象。
(3)成功開發出小直徑螺紋的數控加工宏程序,解決了專用螺紋銑刀刃部縮短給加工編程帶來的挑戰,為難加工材料小直徑螺紋孔找到了有效的加工方案。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
