彈性金屬塑料推力瓦國產化改造研究與應用
2022-10-25 05:27:36羅先洪首建威劉小云
水電站機電技術 2022年10期
關鍵詞:檢測
羅先洪,首建威,劉小云
(1.五凌電力有限公司掛治水電廠,貴州 錦屏 556700;2.湖南省水電智慧化工程技術研究中心,湖南 長沙 410004)
1 引言
在立式水輪發電機中,彈性金屬塑料推力瓦是承載轉子、轉輪等轉動部件重量、軸向水推力等載荷的重要設備。結構上分為三層,瓦體層由普通鋼材加工而成,在外徑側設置有溫度探頭埋設孔。彈性層由青銅絲繞制而成,釬焊在金屬瓦基上。此彈性層具有一定的彈性模量,起到均衡瓦面各負荷的作用。表層由聚四氟乙烯塑料板熱壓在彈性層上。瓦面設有預置磨損檢測環,每組環設4個同心環槽,各環槽深度差為0.05 mm。
2 面臨的問題
(1)推力瓦屬進口設備,已無法聯系原廠家。庫存備件數量逐漸減少,威脅機組安全穩定運行。整體更換進口設備周期長,價格昂貴。
(2)設備運行時間長,故障率逐年升高。隱患排查難度大,若未及時發現根本原因,造成損失大。
(3)引起推力軸承損壞的原因很多,如機組振動故障造成的不穩定性,結構設計及加工質量的影響,安裝和運行管理的影響、水推力和電磁力的影響等。同時,所使用推力瓦的材質以及推力軸承的油膜特性也對推力軸承的運行穩定性有著較大影響。
(4)需進行大修時才能整體更換,技術要求高。
(5)彈性金屬塑料瓦是巴氏合金推力瓦的升級產品,在JB/T 10180 《水輪發電機推力軸承彈性金屬塑料瓦技術條件》中規定:年啟停機數不超過1 200次,年運行5 000 h以上的條件下,工作年限不少于15年。但在實際應用中,推力瓦需進行整套更換,在轉子起吊后進行安裝,綜合考慮設備安全性和更換經濟性,在運行兩個大修周期后進行更換或者換型改造是目前多數電廠采用的管理方式。
(6)國產化產品面臨“國產歧視”。管理層害怕承擔風險“不敢用”,對國外產品形成依賴“不愿用”。
(7)雖然近些年我國推力瓦制造水平已有所提高,但是大部分水電站在選擇時仍然傾向于進口設備,對于國產設備不想用,不敢用,在當前疫情風險嚴峻、地區沖突營商環境不穩定的背景下,產生極大的運行維護成本。
(8)沒有一套系統的推力瓦國產化改造技術路線圖。影響因素考慮不全,改造成功與否存在不確定性。
本文從推力瓦設備問題缺陷、運行評估、國產化改造可研性研究、設計階段復核、生產制造質量控制、運輸裝配質量控制等多方面對推力軸承國產化改造進行研究,依據科學嚴謹,實事求是的原則對彈性金屬塑料推力軸瓦國產化改造的可行性進行論證,并提出質量控制、結構優化措施,推動國產化改造的成功實施。
3 設備缺陷及隱患排查
推力瓦發生缺陷主要表現為推力軸承溫度升高,但是由于造成推力軸承溫度升高的因素很多,隱患較為隱蔽,未及時發現易造成燒瓦事故。下面介紹某電廠推力瓦隱患排查過程:
(1)某水電廠2號機組C級檢修后,機組運行中出現了推力及下導組合軸承油溫瓦溫較檢修前有明顯升高的情況,并且在環境溫度較高時,機組長時間高負荷運行后,還會出現油溫及推力瓦溫一級越限報警。油溫瓦溫上升顯著,幅度達7~8 ℃。
(2)針對該情況,統計分析組合軸承油溫、瓦溫及各振動擺度數據,均無顯著變化;停機檢查組合軸承油位、油質均正常,取油樣化驗,各項指標均正常。
(3)判斷原因有可能為軸瓦間隙偏小或者機組軸系直線度偏大導致軸瓦與大軸摩擦,致使溫升變大。需要檢修時盤車驗證。
(4)對軸承散熱性能進行排查。
1)對1~3號發電機風洞內散熱設備進行溫度測量,分別測量油冷器進出水、進出油、供水總管進出水溫度,根據各溫度數據,繪制熱平衡圖,見圖1。
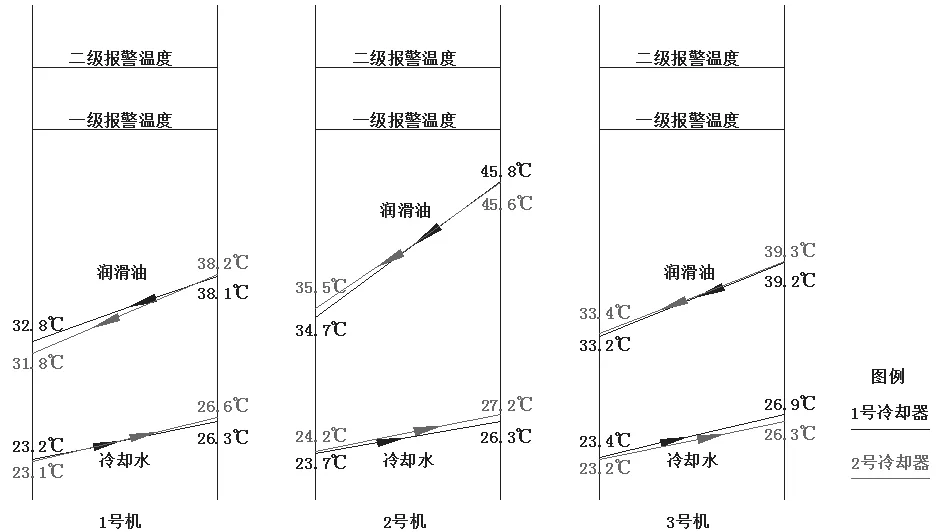
圖1 油冷卻器熱平衡圖
2)對于兩種流體,在理想的熱交換情況下,Q=ρ水V水C水Δt水=-ρ油V油C油Δt油,相對流量比為:
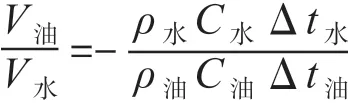
式中:ρ、V、C、Δt分別為相應介質的密度、體積流量、比熱容、溫差,計算油、水的相對流量比值如下:
3)可以發現1、3號機油冷卻器的油、水流量比值差別不大,而2號機的則小得多,由于該機組合軸承油溫瓦溫較高,在冷卻水流量不會發生大變化的情況下,判斷2號機經過冷卻器的循環油流量較小。需要在檢修過程中對密封環間隙進行核實。
(5)在機組C修中對上述兩種可能性進行核實。
1)對稱抱4塊下導瓦、4塊水導瓦盤車,測量計算聯軸法蘭對下導滑轉子相對擺度為0.002 5 mm/m,遠小于要求值0.03 mm/m,說明軸系直線度非常好;僅對稱抱4塊下導瓦盤車,測量計算水導滑轉子對下導滑轉子相對擺度為0.009 8 mm/m,比要求值0.05 mm/m小很多,說明軸系靜態擺度很小;因此排除軸線及導軸承間隙的因素。
2)該水電廠密封環間隙設計值為0.3~0.5 mm,實測間隙多處在1 mm以上。檢修中對密封環進行更換。
3)檢修后調試,統計推力軸承狀態數據發現,密封環處理后下導軸承瓦溫恢復正常。推力瓦溫有所減小,但是與以前相比仍然偏高。判斷可能是推力瓦本體出現問題。
4)在機組A級檢修時,發現2號推力瓦小頭中部彈性金屬復合層與金屬瓦基發生開焊,脫開長度25 cm、深4 cm。此時推斷,推力瓦溫存在上升趨勢的根本原因為推力瓦彈性復合層與金屬瓦基開焊。檢查發現全部推力瓦4個預置磨損檢測環已嚴重磨損,其中2號、8號推力瓦磨損量達到0.23 mm。
(6)對推力瓦的運行狀態進行科學評估,是及時發現隱患的先決條件,也是推力瓦國產化改造的重要依據。對推力瓦的狀態評估主要步驟為:
1)統計推力軸承油溫、瓦溫、冷卻器進出口溫度,通過繪制熱平衡圖及時掌握系統溫度變化情況。
2)統計機組開停機次數、運行小時數、小修中檢查推力瓦磨損量,掌握磨損量與機組運行方式的規律。
3)除此之外,部分推力瓦已安裝有油膜溫度、厚度、瓦溫的傳感器,可直觀掌握推力瓦的運行狀態,應定期進行傳感器校驗。
4 國產化改造可行性研究
4.1 國產化改造原則
(1)改造方式為更換整臺套推力軸承瓦,在機組A修期間實施。
根據標準要求:同套瓦的力學性能應基本相同,彈性模量、硬度值相差不應大于2倍,或瓦面柔度值相差不超過2倍。瓦間負荷不均勻偏差不得大于3%,從而保證瓦溫均勻。部分更換推力瓦,所有瓦面磨合情況不一致,可能會導致部分瓦磨損嚴重。因此建議進行整臺套更換。
(2)新推力瓦采用高性能、應用廣泛、環保型、成熟可靠的彈性金屬塑料推力瓦。
(3)新推力軸承瓦應滿足DL/T 622《立式水輪發電機彈性金屬塑料推力軸瓦技術》及JB/T 10180 《水輪發電機推力軸承彈性金屬塑料瓦技術條件》的相關要求。
(4)應對原推力軸承相關尺寸進行測量、復核,新推力軸承瓦結構、重要尺寸應與原推力軸承瓦保持一致。
(5)新推力軸承瓦應進行熱彈性流體動壓潤滑計算復核。
4.2 原推力軸承尺寸復核
原推力瓦采用國外進口產品,根據供貨商提供的材料特性進行推力軸承潤滑特性及推力瓦尺寸設計。現考慮進行國產化替代,則需要對推力軸瓦的尺寸及軸承潤滑特性進行復核,必要時調整推力瓦尺寸以滿足推力軸承長期安全穩定運行的要求。
推力瓦的重要尺寸為:瓦基內徑、外徑及厚度,瓦基與彈性層的邊距。這些數據決定瓦的承載面積及性能。彈性層總厚度,塑料層有效厚度。周向偏心距(指推力軸瓦支撐中心與瓦面有效承載面積的幾何中心在圓周方向的弧長距離)。進出油邊的形狀及尺寸,決定了油膜的成型及質量。
4.3 計算復核
某電廠每臺機組安裝12塊彈性金屬推力軸瓦,推力瓦廠家提供設計參數見表1。
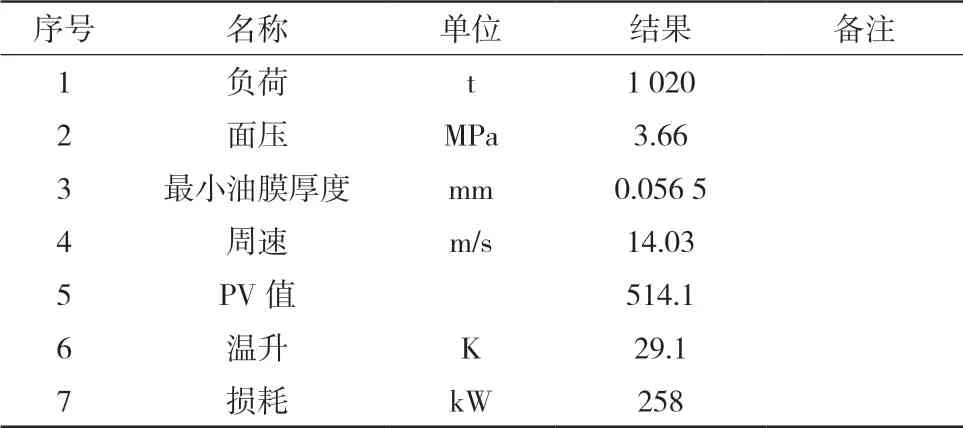
表1 推力設計參數
負荷計算通常采用經典計算、采用有限元計算復核的方法。
4.3.1 經典計算復核
采用經典計算復核推力軸承的損耗小于原計算值。油膜厚度比原計算結果減小0.005 mm,屬于可接受誤差。溫升等其他參數不變。
4.3.2 熱彈性流體動壓潤滑計算復核
熱彈性流體動壓潤滑計算復核結果見圖2~圖5。
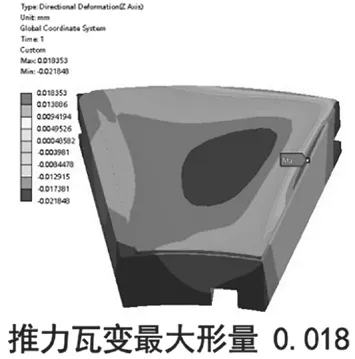
圖2 推力瓦變形
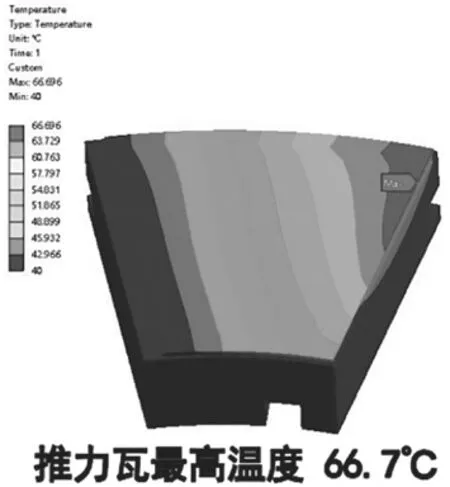
圖3 推力瓦溫度分布
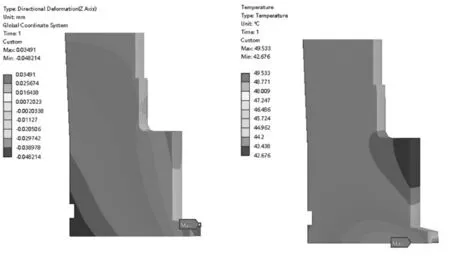
圖4 鏡板的變形及溫度分布
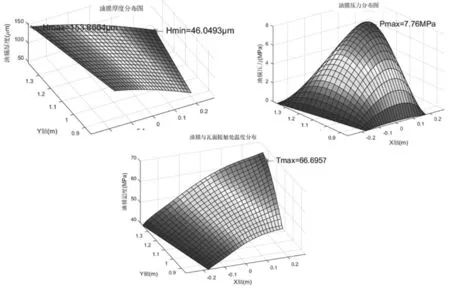
圖5 鏡板與推力瓦之間的油膜
4.3.3 復核結果
正常運行工況下,油膜的最高溫度為66.7 ℃,由于彈性層的導熱性差,可以保證油槽溫度處于較低水平。推力軸承的最小油膜厚度為46 μm,大于設計基準30 μm,可以滿足機組長期的安全穩定運行。
4.3.4 復核結論
對比推力軸承經典潤滑計算和熱彈性流體動壓潤滑計算結果,油膜厚度和瓦溫略有差異,但是都滿足設計基準的要求,確定按照現有尺寸進行加工制造,可以滿足機組長期安全穩定運行。
5 推力瓦的制造工藝流程及質量控制
推力瓦的生產制造周期為30~55 d,為了不影響機組A修的主線工期,應提前策劃,合理安排合同簽訂等工作的時間,避免因疫情等不可抗拒的因素,影響最終的主線工期。
5.1 原材料質量控制
5.1.1 金屬絲質量把控措施
外觀:目測線徑均勻、表面顏色一致、無氧化油污現象;線徑:數顯卡尺測量;抗拉強度:參考供方提供的材質報告或性能試驗報告中性能參數。
5.1.2 粉料質量把控措施
外觀:白色粉末,潔凈、質地均勻無色差,不允許夾帶金屬雜質;粒度:過篩;性能:參考供方提供的材質報告中性能參數。
5.1.3 鋼基體質量把控措施
外形:符合圖紙要求,用樣板檢測;厚度:符合圖紙要求,檢測工具為卡尺;材質性能及化學成分:參考供方提供的材質報告單,取樣進行化驗;內部缺陷:按NB/T 47013.3《承壓設備無損檢測 第3部分:超聲檢測》中質量等級Ⅲ級進行無損檢測。
5.2 鋼基體退火
加熱爐進行退火處理,并做記錄。
5.3 鋼基體外形加工
銑平面→車內外徑及槽→銑兩側邊。
質量把控措施:厚度及外形尺寸符合圖紙要求,檢測工具卡尺。
5.4 瓦面制作
金屬絲纏繞、剪斷、鋪撒、初成型→混料→壓制→真空燒結→水切割→真空浸錫。
質量把控措施:混料時環境溫濕度控制,混料配比及混合料外觀;瓦面壓制后,用千分尺檢測瓦面四點厚度,并用強光手電照射瓦面檢查無裂紋、氣泡、金屬絲外露等不良;瓦面燒結時,設置規定溫度及真空度,出爐后用強光手電照射瓦面檢查無鼓包、凹坑、裂紋等不良;水切割后用卡尺檢查尺寸符合圖紙要求;真空浸錫后目測外觀光亮無雜質附著、無氣孔,金屬絲不外露。
5.5 釬焊及超聲波檢測
將掛錫瓦面與鋼基體釬焊成一體,按圖中四點用卡尺檢測厚度符合圖紙要求,并按JB/T 10180 中的相關規定檢測釬焊質量。
5.6 推力瓦精加工
鏜床加工瓦基四周螺孔→加工中心加工瓦基底面U型槽及螺孔→精磨平面→立車精車瓦基底面圓臺。
質量把控措施:四周螺孔用卡尺檢測孔徑、深度及位置;瓦基底面螺孔用卡尺檢測孔徑、深度及位置;U型槽卡尺檢測深度,用百分表檢測寬度;瓦面精磨后,用千分尺在4個點位置檢測厚度、粗糙度儀在5個點位置檢測瓦面粗糙度、用塞尺檢測平面度并目測瓦面外觀質量;精車圓臺后,用帶表外卡規檢測圓臺直徑、用深度千分尺檢測圓臺高度。
6 裝配
6.1 安裝技術標準
推力瓦的裝配應系統思考,綜合考慮下機架、上下彈性圓盤。
6.2 預裝配工藝
(1)推力瓦回廠后,進行單件尺寸檢查,并做好記錄。
(2)對于采用彈性圓盤作為支撐結構的,復測上、下彈性圓盤的單件高度,并做好記錄。 根據各測量尺寸,將推力瓦與已配對的上下彈性圓盤進行擇優組合,要求組合高度盡量一致。
(3)搭設模擬下機架,將配對的上彈性圓盤和推力瓦裝配,依次組裝其余各零件。
(4)檢查銷與推力瓦凹槽之間的間隙、支持環與推力瓦之間的間隙,并做好檢查記錄。
(5)吊裝推力鏡板放置于推力瓦表面,檢查推力鏡板與工裝板(模擬下機架)之間的距離,用塞尺檢查推力鏡板與推力瓦之間的間隙,要求各組推力瓦與彈性圓盤的組合高度差在0.02 mm以內(0.02 mm塞尺通不過)。
(6)預裝合格后,推力瓦與彈性圓盤打上配對標記,并按推力軸承裝配圖對推力瓦按No.1~No.12進行編號。
6.3 下機架水平檢查調整
6.3.1 下機架水平測量
在打緊銷釘和螺栓的情況下,用塞尺檢查下機架支臂與基礎板結合面無間隙,選取下機架機加工面4個方位用光學合像水平儀測得下機架水平度。
6.3.2 計算下機架最大水平度
綜合下機架各方位兩個水平度測量值取平均,得出Y方位水平度=(0.07+0.05)/2=0.06 mm/m,X方向水平度=(0.03+0.02)/2=0.025 mm/m,如圖6所示,根據勾股定理,得出下機架最大水平方位在5號支臂與6號支臂之間,與Y軸逆時針方向夾角為23°,最大水平度為0.065 mm/m。

圖6 下機架示意圖
已知下機架基座直徑9 000 mm,最大水平度0.065 mm/m,計算得出下機架最大加墊厚度=0.065 mm/m×9 m=0.585 mm。
6.3.3 下機架支臂加墊計算
根據計算結果,下機架最大水平方位在5號支臂與6號支臂之間,與Y軸逆時針方向夾角為23°,最大水平度為0.065 mm/m。通過圓心作直徑與Y軸逆時針方向夾角為23°,標出下機架最大水平方位,以每0.05 mm加墊厚度為單位,將下機架最大水平方位直徑12等分,各支臂加墊厚度為:
1號:0.15 mm;2號:0.45 mm;3號:0.55 mm;4號:0.45 mm;5號:0.10 mm;6號:0 mm。
6.3.4 依據鏡板水平調整下機架支臂加墊厚度
推力瓦改造后,下機架各支臂按此方案進行加墊后將鏡板落放在下機架上,選取鏡板4個方位用光學合像水平儀測得鏡板水平度,已知下機架基座直徑9 000 mm,鏡板最大水平方向為+Y側高0.03 mm/m,計算得出下機架最大加墊厚度=0.03 mm/m×9 m=0.27 mm。以每0.05 mm減墊厚度為單位,將下機架最大水平方位直徑5等分,各區域減墊厚度如表2。
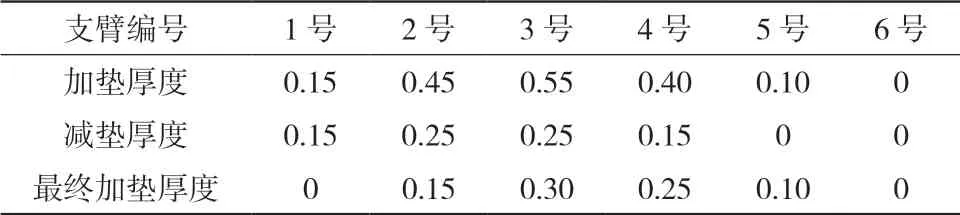
表2 各區域加墊厚度
7 結語
實施前,設備均采用進口產品,維護成本高。受限于疫情等因素,設備成本急劇上漲。改造后推力瓦及傳感器等附屬部件均采用國產產品,有效降低了設備采購成本和采購周期。
習近平總書記強調:創新是企業經營最重要的品質,也是今后我們爬坡過坎必須要做到的。關鍵核心技術必須牢牢掌握在我們自己手中。實現推力瓦及附屬傳感器國產化,整體性能指標達到了同類設備先進水平,解決了“關鍵部件過于依賴進口,關鍵技術受限于人”的問題,創新了設備國產化改造的技術路線圖,具有良好的推廣效益。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
