激光焊接技術在鋁合金鑄件中的應用
2022-10-27 08:35:26陸永祥蘭志鵬
科學技術創新 2022年31期
關鍵詞:焊縫
陸永祥,呂 杰,蘭志鵬
(1.甘肅鋼鐵職業技術學院,甘肅嘉峪關 735100;2.武漢天之逸科技有限公司,湖北武漢 430070)
引言
由于現階段鑄造工藝有限,對鋁合金元件壁厚的控制效果較差,導致出現壁厚差、抗拉強度低等質量問題,為解決上述問題,一般會采用焊接的方式縮小鋁合金元件之間的縫隙。參考文獻[1]和文獻[2]等焊接技術是最為基礎的焊接技術[1-2],一般多被應用在金屬元件或者建筑元件的焊接工作中,具有焊接范圍大、易加工、結構復雜、方便連接等優勢,雖然上述焊接模式可以完成預設的鑄件目標,但是效果并不明顯,對元器件焊接精度及差異值的把控較弱,在復雜的環境下對于鑄件的精細化處理存在一些問題,導致所鑄元件的抗拉強度并未得到明顯提升。激光焊接技術是目前階段較為常用的一種動態化焊接方式,自身具有速度快、深度大、變形小等優勢,對使用環境的要求并較低,且可以通過電磁場,在氣體環境中施焊,對異性材料的施焊效果較佳[3]。將激光焊接技術融入鋁合金鑄件工作中,可以一定程度上增加鑄件工作的靈活性與緊密性,最大程度地提升焊接差值的控制效果[4]。因此,本文對激光焊接技術在鋁合金鑄件中的實際應用情況進行分析與研究。
1 設計激光焊接技術的鑄件應用方案
1.1 鑄件坡口調整
鋁合金鑄件的坡口設定對后續的焊接處理及鑄件調整效果而言十分重要[5]。可以先以空心軸作為鑄件的支撐核心點,采用雙向抗拉的方式在坡口的兩側設定輔助標記結構,作為初期的焊接環境,并測算出具體的焊接間距,具體如公式1 所示:

1.2 激光焊接入射角度確定
在使用激光焊接技術時,還需要確定激光焊接入射角度[8]。首先,調節激光束沖擊角度,采用MIG 電弧焊連的方式將兩塊鋁合金板焊接,隨后,使用厚320 mm×100 mm×10 mm、長200 mm×180 mm×15 mm 的方式過渡板對兩塊鋁合金板進行承壓處理,形成一個穩定的構筑結構[9]。隨后,利用激光焊接技術在鋁合金板的核心位置打下若干個氣孔,按照EN 15085-3 焊接標準調整此時的鑄件坡口覆蓋范圍,將整體的形狀逐漸調整為I 形坡口或者Y 形坡口,測出此時的激光束覆蓋區域,如公式2 所示:

式中:j 表示激光束覆蓋區域,μ 表示坡口實時移位差值,τ 表示填充空間,κ 表示焊縫背部側方長度。結合覆蓋的位置及變動范圍,調整鋁合金板的母材形態[10]。促使墊板強制成形,成形之后的鑄件從兩側到核心位置均需要打下氣孔,根據激光的順延角度測定激光束的焊接拉伸角度,具體如公式3 所示:

式中:S 表示焊接拉伸角度,?表示迎合距離,h 表示焊接重疊距離,ω1表示鑄件坡口移位差,ω2表示鋁合金板移位差。通過得出的焊接拉伸角度進行鑄件激光焊接的雙向調整。隨后,在不同的環境下進行焊接入射角度的推算與設定,若移位距離為5~10 m,焊縫距離為2.51 m,則設定鑄件焊接入射角度為65°;若移位距離為11~21 m,焊縫距離為3.05 m,則設定鑄件焊接入射角度為78°;若移位距離為22~29 m,焊縫距離為3.65 m,則設定鑄件焊接入射角度為95°,以此確保后續焊接的穩定性與可靠性。
1.3 焊縫激光布設及分層錘擊處理
焊縫設定一般具有較強的關聯性,可以先在鋁合金鑄件的坡口處設定一處均衡焊接點,利用激光焊接設備設定好入射角后,測定出鑄件焊縫的連接面積,在標記范圍內分階段設定焊接接頭,具體見表1。
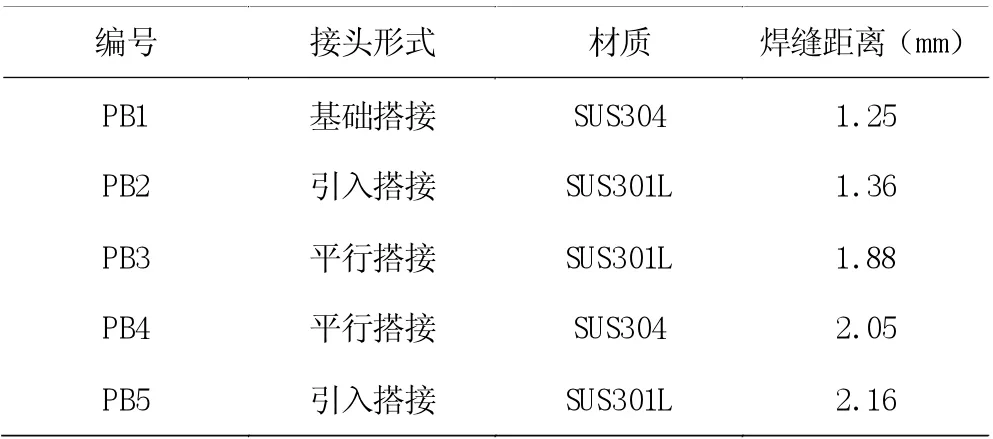
表1 焊接接頭設定表
隨后,將焊接電機軸與激光所指的方向進行順延設定,與焊縫、角焊縫形成搭接,設定入射角度為95°,并構建激光焊縫布設結構,具體見圖1。
結合圖1 布設,結合激光焊接技術,對焊縫進行標記處理及應變布設。再采用錘擊法對逐鑄件對焊縫進行適當鍛延,以減少鑄件內部的縫隙,增強關聯密度,補償收縮,減小變形問題發生的概率。需要注意的是,對鑄件的錘擊也需要適宜的溫度進行輔助焊接,在焊接過程中應確保周圍的鑄件的溫度在225 ℃~480 ℃之間。需要利用高溫回火處理零件和及鑄件的焊接工具,消除焊接殘余應力,最大程度縮小零件尺寸標準位移,當爐內緩冷,鑄件溫度鑄件恢復正常后,依據焊接的形式尺寸大小及結構形式選取合理的焊接數值,完成焊縫布設,至此,基本鑄件框架形成。
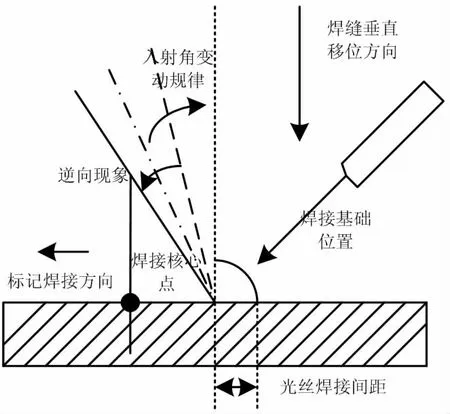
圖1 光焊縫布設結構圖示
1.4 鑄件激光焊接側向拉伸
這部分主要是對鑄件中標定的焊接氣孔進行關聯,采用激光進行指引,逐步形成拉伸的狀態,擴大鋁合金鑄件的等效應用范圍,實現關聯。通過KEYENCE VHX -1000E 顯微鏡對鑄件中不同材質的搭接板進行打孔,降低鑄件過程的空氣阻力。再進行熔合性焊接,同時利用激光焊接模式測定出每一個氣孔之間的距離,對鑄件進行拉伸式焊接。可以從四個方向利用承接板進行拉伸過渡,并利用激光作為指引,嘗試首次拉伸,如果鑄件出現斷裂的狀態,可以通過增溫的方式提升鑄件的柔軟度,在此過程中激光焊接設備會迅速將拉伸斷裂的位置進行修補,降低出現裂縫的概率。但需要注意的是,拉伸的距離需要與激光焊接移位的距離保持一致,以最大程度減少鋁合金鑄件的承壓情況,促使焊接過程中的外在壓力均勻分攤,這對后方的焊接拉伸也具有積極影響。
1.5 剛性固定法實現鋁合金鑄件焊接
剛性固定法實際上是一種對鋁合金鑄件的多反向固定焊接模式,一般情況下,會先測算出激光焊接過程中的移位距離,根據移位狀態設定拉伸方向及長度,利用獲取的數據性測算出剛性固定的范圍,具體如公式4 所示:

式中:t 表示剛性固定范圍,m 表示焊接移位距離,n 表示焊縫偏差,σ 表示焊縫數量表示激光覆蓋區域,w 表示激光焊接次數。結合得出的剛性固定范圍,劃定鋁合金鑄件的實際固定區域,再根據引入搭接的位置及方向調整入射角,不斷變化實際的焊接位置以及作用面積,在合理的范圍之內重新布設鑄件各個位置的焊接點位,搭接成動態化的焊接面,采用固定焊接搭配激光焊接的混合方式,進一步擴大焊接的層級效果,縮小焊接應用的差值,確保鋁合金鑄件的順利焊接處理。
2 實驗分析
本次主要是對激光焊接技術在鋁合金鑄件中的實際應用效果進行分析與研究,對比方法為傳統等離子焊接技術和CMT 焊接技術(文獻[1]、文獻[2]方法)。考慮到最終實例分析結果的真實可靠,選擇A 鑄件廠的三個批次產品作為測試的主要目標對象,測定的環境保持一致,鑄件應用的標準可協調,結合激光焊接技術獲取最終的應用分析結果。
本次主要針對A 鑄件廠中的三條生產線上的商品進行焊接輔助處理。采用激光描述技術對鑄件的基礎數值和外形參數獲取,采用單道焊的形式進行單向連接,并測算出鑄件的焊縫距離,依據得出的焊縫距離進行焊接點位的標記與部署,見圖2。
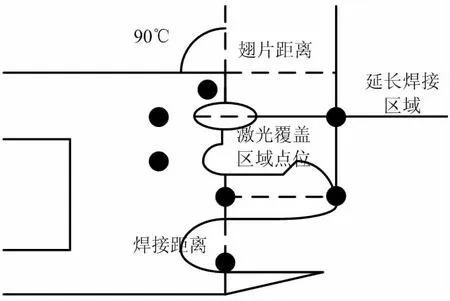
圖2 焊接點位及區域設定圖示
結合圖2,根據實際的焊接需求及情況,布設核心焊接點位以及輔助焊接點位,利用激光焊接技術進行焊接對接與鑄件熔合,焊接完成后如果未出現熔合現象,表明焊接效果達標。在三個生產線路中取樣6 個鑄件作為測試目標,采用CHW-50C3 焊絲標記鑄件的裂口位置,實測承壓值為256 MPa。此時,為調整鑄件的焊接位置,利用焊接設備的激光對鑄件的母材進行分割,標定出熔合線,設定焊接氣孔,避免出現焊縫未熔合的情況。為測定出最終的焊接應用結果,測定其抗拉強度,具體如公式5 所示:

式中:G 表示抗拉強度,δ 表示焊接距離,μ 表示焊縫寬度,v1表示預設延長焊接距離,v2表示實測延長焊接距離,表示焊接承載值。結合得出的抗拉強度,測定出鑄件的焊接效果,見表2。

表2 測試結果比照分析表
由表2 可知,與傳統等離子焊接鑄件應用測試組、CMT 焊接鑄件應用測試組相比,本文所設計的激光焊接鑄件應用測試組最終得出的移位距離較小,僅為0.76 mm,抗拉強度較高,為560 MPa。表明在實際焊接過程中,本文方法具有實際的應用價值和創新意義。
3 結論
綜上所述,便是對激光焊接技術在鋁合金鑄件中的實際應用效果的分析與研究的全過程。對比于傳統等離子焊接技術和CMT 焊接技術,本次使用的激光焊接技術的覆蓋范圍相對更大,應用過程中所形成的焊接環節更為靈活、多變,具有更強的針對性,能夠加強對焊接點的控制,提升鋁合金鑄件的抗拉強度,具有一定應用價值。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
