中厚板多層多道焊接焊道尺寸與工藝參數相關性研究*
2022-10-28 05:03:42王強,沈濤,郭超
機械工程與自動化 2022年5期
王 強,沈 濤,郭 超
(宜賓職業技術學院,四川 宜賓 644003)
0 引言
中厚板焊接在重型機械、交通運輸、船舶工程等領域有著十分廣泛的應用[1],但因焊接工藝的復雜性、焊接件的大型化和環境因素的多變性,導致中厚板焊接生產效率低、焊接質量難以保證。隨著人工智能的發展,運用工業機器人焊接替代傳統焊接作業已成為解決該問題的有效途徑。
在工業機器人焊接中,焊接路徑規劃是首要問題,而焊接工藝成型參數規劃又是焊接路徑規劃的重要基礎[2,3]。因此,本文以CO2氣體保護焊為基礎,通過熔敷焊接試驗,重點研究分析了中厚板焊道尺寸與成型工藝參數之間的相關性,并建立起相應的方程模型,為焊接路徑規劃選擇合理工藝參數提供數據參考。
1 試驗方案設計
考慮到中厚板焊接過程中的影響因素較多,為減少試驗次數,更好地獲得旋轉性和便于直接尋找最優區域,本次試驗采用旋轉回歸設計方法,以CO2氣體保護焊為基礎進行熔敷焊接試驗。旋轉回歸設計方法的組合設計參數如表1所示。其中,p為因子變量數,即工藝參數數目;mc為全面試驗點數;r為星號臂長度;m0為重復試驗次數;n為總試驗次數。
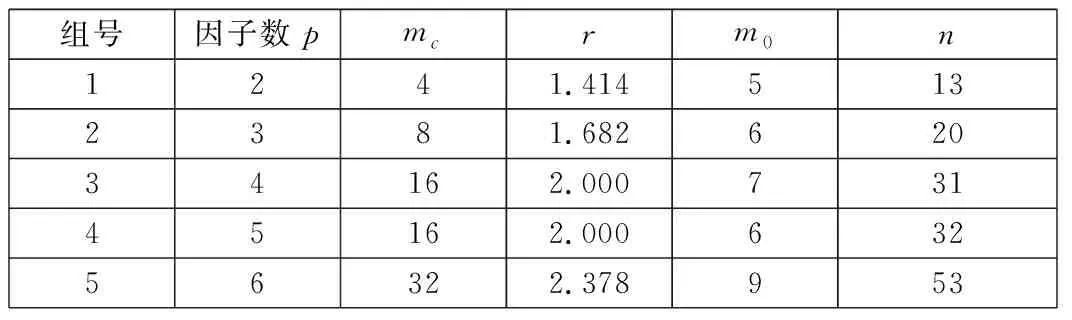
表1 組合設計參數
本試驗采用FANUC焊接機器人Pulse MIG-500RP,焊接試件材料為Q345,尺寸為200 mm×60 mm×20 mm,焊絲采用直徑為1.2 mm的ER50-6。考慮到噴嘴高度和焊接電壓對CO2氣體保護焊的熔敷焊道尺寸影響有限[4],故本試驗主要將焊接電流I和焊接速度v作為因子變量,即p=2,根據組合設計參數可計算得到本試驗的參數,如表2所示。

表2 試驗參數
2 試驗結果獲取
首先取試樣中段,沿焊縫橫截面切割,經拋光打磨去除氧化層及毛邊,用高清相機拍攝焊道橫截面,便可得到一組焊縫橫截面外形照片。然后再利用Image-Pro Plus軟件對焊縫橫截面外形照片進行標定和數據處理,可獲得選擇不同焊接工藝參數時的焊縫成型參數。最后算出測試結果的平均值,即可作為本次試驗的最終熔覆焊縫成型參數,如表3所示。
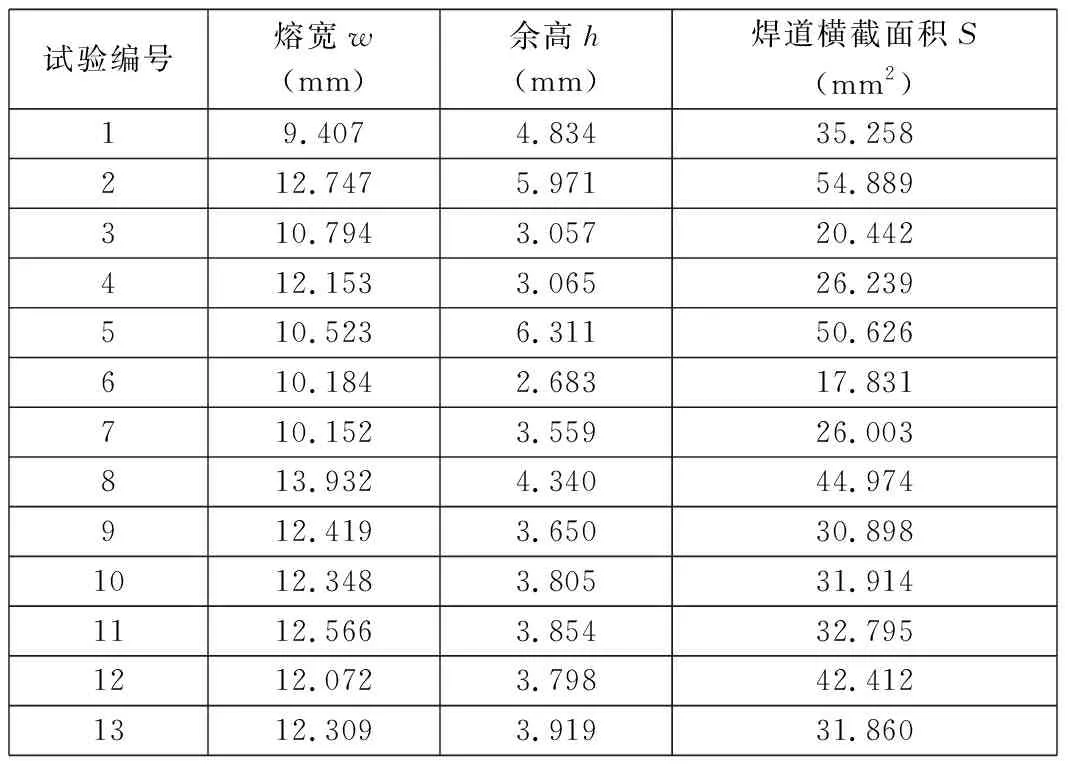
表3 焊道成型參數
3 試驗回歸分析
通過對上述測試數據的整理分析,建立二次回歸數據結構表達式,再根據顯著性和擬合性檢測結果,修正優化參數后得到熔寬、余高和焊道橫截面積的回歸方程,最后利用反編碼計算獲得通用旋轉回歸方程。
3.1 建立回歸表達式
在本試驗中,我們僅把焊接電流和焊接速度作為因子變量,因此本試驗屬于二因數試驗,則可把回歸數據結構表達式簡化為:
(1)
其中:b0、b1、b2、b12、b11、b22為回歸系數;x1、x2、x12、x11、x22為自變量的值。
以熔寬為例,在二次通用旋轉組合設計計算參數表[5]中選取相應參數,經過計算得到回歸系數,從而建立起熔寬的回歸方程:
(2)
余高和焊縫橫截面積的回歸系數計算與熔寬的計算過程相似。
3.2 方程的回歸檢測
方程的回歸檢測是指擬合效果和可信程度的檢測,主要包括方程的顯著性檢測、方程的擬合性檢測和回歸系數的顯著性檢測三個方面。依據F檢測方法的原理,結合試驗數據和參考試驗優化設計與分析中的臨界檢測表,經過分析計算可得到回歸方程和回歸系數的檢測數據,如表4和表5所示。
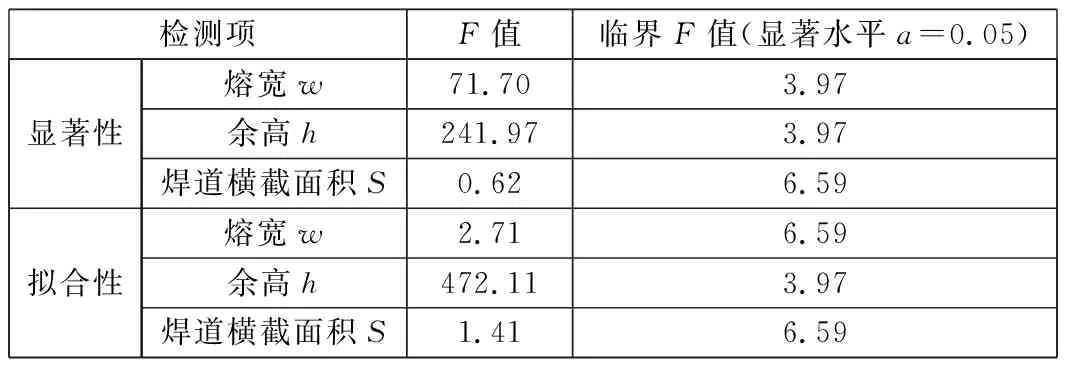
表4 回歸方程檢測數據
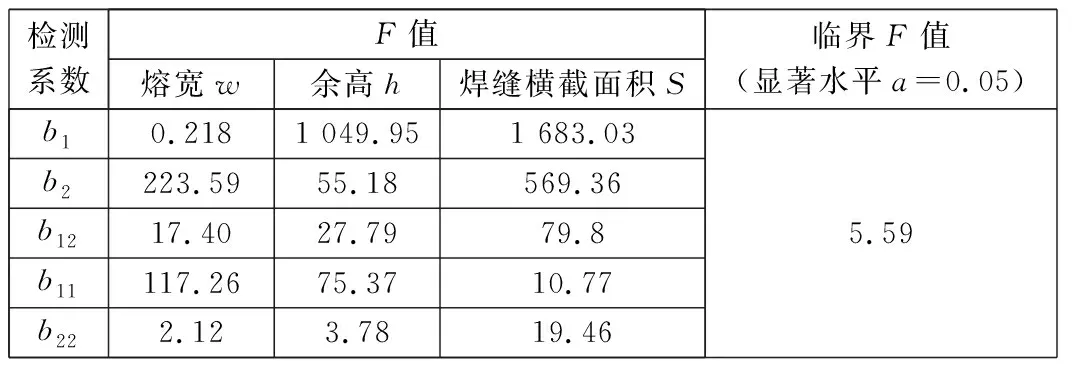
表5 回歸系數檢測數據
通過分析表4和表5,可以發現:
(1) 在a=0.05水平下,回歸方程的顯著性和擬合性均符合預期。
(2) 在a=0.05水平下,在熔寬回歸方程中,系數b1和b22屬于不顯著項;在余高回歸方程中,系數b22也屬于不顯著項,均應剔除。
3.3 方程的反編碼
經過上述回歸檢測,剔除不顯著項參數后,再經過回歸系數的二次計算便可得到新的回歸方程。但為了方便直接使用,我們還應對方程進行反編碼計算,即將因子變量換算成編碼前的實際變量。根據本試驗的編碼轉換原則,其轉換表達式如下:
(3)
(4)
將轉換表達式代入剔除不顯著項后的回歸方程中,即可得到焊接工藝參數與焊接成型參數的關系方程如下:
w=-16.160 64+0.203 34I+0.164 62v-
0.001 22Iv-0.000 29I2.
(5)
h=0.520 87-0.011 88I+0.155 85v-
0.000 7Iv+0.000 1I2.
(6)
S=-11.459 61+0.330 23I-0.807 39v-
0.008 52Iv+0.000 29I2+0.032 52v2.
(7)
4 焊接參數與成型參數關系曲線圖
利用本試驗所建立的方程模型,可以繪制出焊接工藝參數與焊道成型參數的關系曲線圖和等高線圖,如圖1~圖5所示。這些圖可以更加直觀地反映和描述出各參數之間存在的相關性,同時還可以在已知焊道尺寸參數的前提下,借助關系圖直接獲取工藝參數,為焊道路徑規劃提供了更便捷的數據來源。

圖1 焊接電流I與焊道橫截面積S的關系曲線 圖2 焊接速度v與焊道橫截面積S的關系曲線 圖3 熔寬等高線
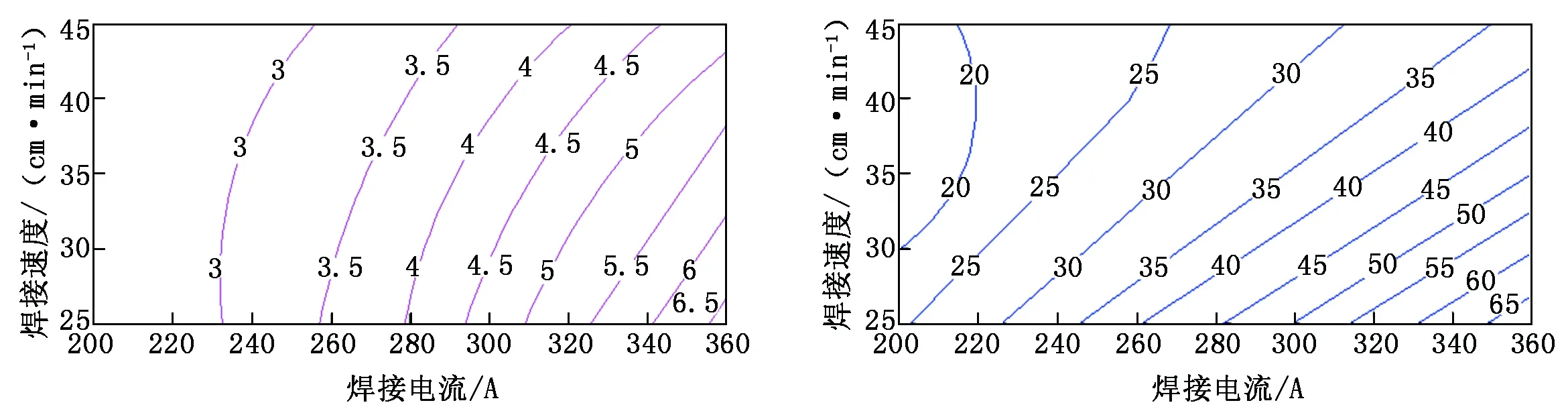
圖4 余高等高線 圖5 橫截面積等高線
5 結論
本文依據旋轉回歸設計方法的原理設計了本試驗,并進行了相關性分析,經過一系列技術處理后獲得了焊接成型試驗數據,建立起了回歸方程模型。然后通過回歸檢測優化了方程參數,并經過反編碼計算獲得了焊接參數關系表達式。最后根據表達式繪制了焊接工藝參數與焊道成型參數的關系曲線圖,為中厚板機器人多層多道焊接焊道路徑規劃提供了數據參考。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
銅業工程(2015年4期)2015-12-29 02:48:39