
全焊接球閥主焊縫超聲相控陣成像檢測(cè)技術(shù)工藝研究
2022-11-02 06:36:52王樂(lè)超劉貴超李文艷
中國(guó)設(shè)備工程 2022年20期
王樂(lè)超,劉貴超,李文艷
(渤海卡麥龍流體控制設(shè)備(天津)有限公司,天津 300280)
1 概述
全焊接球閥主要用于油氣田、長(zhǎng)輸管線等領(lǐng)域,實(shí)現(xiàn)對(duì)油、氣等介質(zhì)的截?cái)嗪徒油üδ埽情L(zhǎng)距離、高壓輸油、輸氣管道安全運(yùn)行的關(guān)鍵設(shè)備。近年來(lái),隨著石油、天然氣長(zhǎng)輸管線、儲(chǔ)氣庫(kù)的長(zhǎng)足發(fā)展。作為該領(lǐng)域的關(guān)鍵設(shè)備之一,由于油氣管道建設(shè)對(duì)運(yùn)行高安全、可靠性的特殊要求,對(duì)其也提出了非常苛刻的要求,其產(chǎn)品需具有較高的可靠性、密封性和強(qiáng)度性能,保證球閥投入使用后可連續(xù)運(yùn)行30年以上。全焊接球閥主焊縫的焊接質(zhì)量關(guān)乎產(chǎn)品的強(qiáng)度和密封性能,必須采用有效的檢測(cè)手段保證焊縫的可靠性和安全性。
超聲相控陣成像檢測(cè)技術(shù)可通過(guò)對(duì)信號(hào)進(jìn)行處理,系統(tǒng)生成、顯示不同方向投影的高質(zhì)量圖像。相控陣檢測(cè)使用的探頭是由若干壓電晶片組成陣列換能器,通過(guò)使電子系統(tǒng)控制陣列中的各個(gè)晶片按照一定延時(shí)法則發(fā)射和接收超聲波,實(shí)現(xiàn)聲束的掃描、偏轉(zhuǎn)與聚焦等功能。不僅大大提高檢測(cè)范圍聲束覆蓋,同時(shí)可提高缺陷檢測(cè)準(zhǔn)確性和檢出率。超聲相控陣檢測(cè)技術(shù)的高速、高效、適合復(fù)雜結(jié)構(gòu)件以及能實(shí)時(shí)成像等優(yōu)點(diǎn)在全焊接球閥產(chǎn)品檢測(cè)領(lǐng)域的應(yīng)用中成為閥門行業(yè)制造領(lǐng)域的迫切需求。
2 超聲相控陣成像檢測(cè)技術(shù)優(yōu)勢(shì)
對(duì)于全焊接球閥焊縫及母材的超聲波檢測(cè)可以采用相控陣超聲波檢測(cè),與傳統(tǒng)脈沖反射法相比較可以體現(xiàn)出以下優(yōu)點(diǎn):
(1)檢測(cè)速度快、效率高、重復(fù)性高。
(2)缺陷定位準(zhǔn)確、方便,圖像可呈現(xiàn)S(扇面)、B(橫斷面)、C(水平面)、D(側(cè)面)型顯示標(biāo)繪精確、成像直觀。
(3)電子配置、探頭性能強(qiáng)、可以應(yīng)用復(fù)雜檢測(cè);
(4)檢測(cè)數(shù)據(jù)采集、分析、保存。
(5)可以拓展全聚焦檢測(cè)技術(shù)。
利用相控陣超聲波檢測(cè)全焊接球閥焊縫具有很大優(yōu)勢(shì),因小規(guī)格高壓全焊接球閥,結(jié)構(gòu)形式受限,焊縫兩側(cè)沒(méi)有足夠的檢測(cè)空間,采用常規(guī)脈沖反射法檢測(cè),需要把焊縫余高打磨或機(jī)加工平整光滑后(圖1),使用直、斜探頭,單面單側(cè)掃查,因掃查空間受限,探頭掃查距離不足,即使采用45°、60°、70°橫波斜探頭掃查,聲束也無(wú)法實(shí)現(xiàn)全面覆蓋,對(duì)于焊縫中某些特定位置及特殊危害性缺陷,如焊縫側(cè)壁及層間未熔合缺陷具有較大的漏檢可能性,同時(shí)檢測(cè)效率很低。

圖1 常規(guī)超聲波檢測(cè)焊縫余高應(yīng)處理平整
采用相控陣檢測(cè),只需要合理編制檢測(cè)工藝,優(yōu)化掃查方式,可不用打磨焊縫余高(圖2)。提高檢測(cè)效率。利用聲束的掃描、偏轉(zhuǎn)與聚焦等功能。不僅增大檢測(cè)范圍,同時(shí)可提高缺陷檢測(cè)準(zhǔn)確性和檢出率。

圖2 相控陣檢測(cè)無(wú)需處理焊縫余高
3 超聲相控陣成像檢測(cè)技術(shù)工藝方法
(1)檢測(cè)部位(4英寸Class600全焊接球閥):閥體與閥端環(huán)向?qū)雍缚p(手工電弧焊),壁厚25mm,母材A350LF2,V型坡口。
(2)檢測(cè)時(shí)機(jī):焊后24h。
(3)執(zhí)行及驗(yàn)收標(biāo)準(zhǔn):NB/T47013.15-2021,檢測(cè)等級(jí)B級(jí),檢測(cè)比例100%。
(4)儀器:PHASCAN II相控陣檢測(cè)儀器。
(5)探頭、楔塊、耦合劑:D10系列7.5S16-0.5×10,探頭頻率(7.5MHz),楔塊:D10系列SD10-N60S,鋼中折射角度(60°SW),掃描角度(45~75°)。應(yīng)采用曲率適合的凸面楔塊并進(jìn)行適當(dāng)修磨,保證楔塊與被檢工件接觸面的間隙小于0.5mm,耦合劑采用甘油,為保證耦合效果。
(6)儀器、探頭及其組合性能確認(rèn):
每年至少對(duì)檢測(cè)儀器和探頭組合性能中的垂直線性、水平線性、衰減器精度、組合頻率、扇掃成像橫向縱向分辨力、扇掃角度范圍及分辨力進(jìn)行校準(zhǔn)并記錄,按照NB/T47013.15-2021 4.2.2.3.1 表1執(zhí)行。
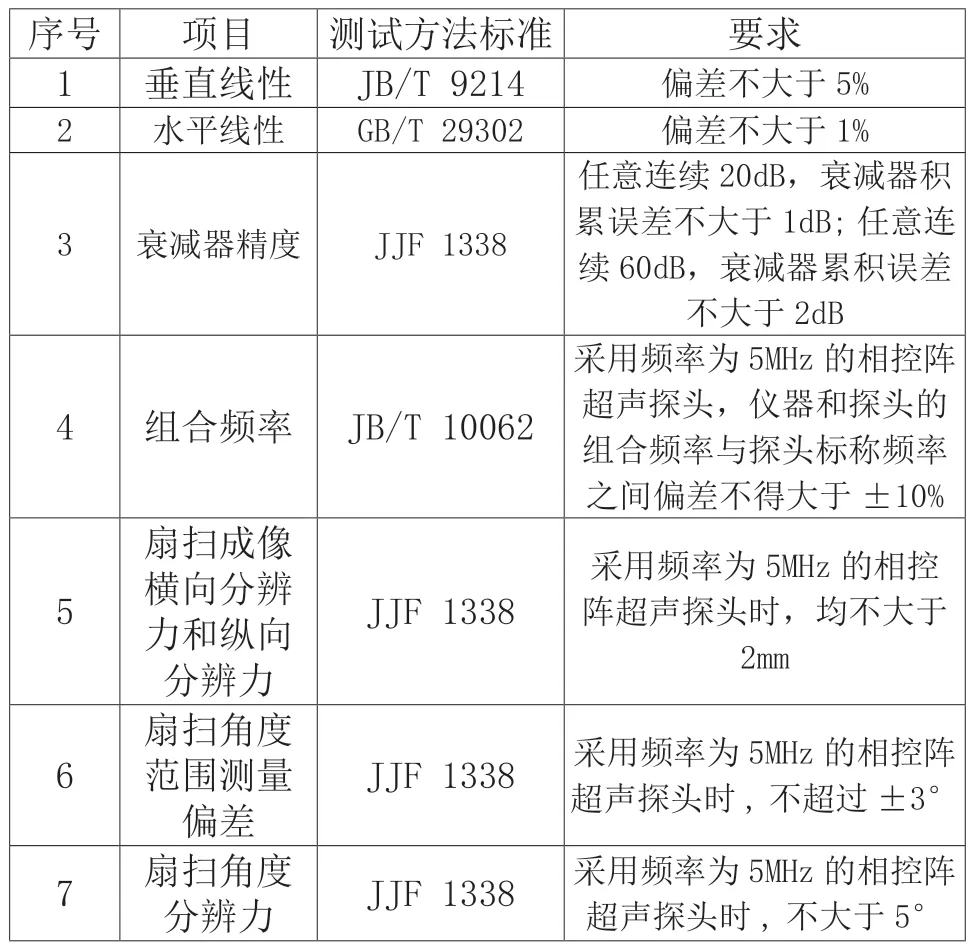
表1 檢測(cè)儀器和探頭組合性能的測(cè)試方法及合格要求
(7)校準(zhǔn)試塊:CSK-IA、B型相控陣試塊。
(8)模擬試塊:采用與球閥實(shí)際焊接同規(guī)格、同材質(zhì)、同焊接工藝制造的模擬試件,并加工人工當(dāng)量缺陷(外徑掃查靈敏度調(diào)整利用人工制造φ2mm橫通孔。內(nèi)徑掃查靈敏度調(diào)整利用表面2mm深開(kāi)槽),詳見(jiàn)圖3。
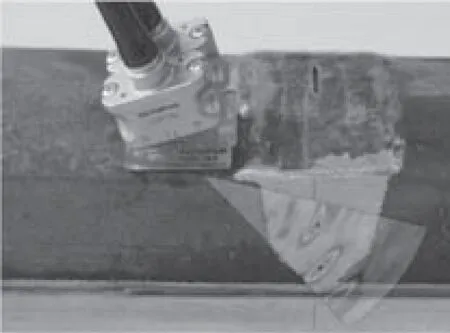
圖3 模擬試塊
(9)靈敏度及儀器設(shè)置:采用TCG法(時(shí)間增益修正)進(jìn)行靈敏度設(shè)置,評(píng)定線φ2-16dB,定量線φ2-10dB,判廢線φ2-4dB【1】,確保聲束覆蓋焊縫及熱影響區(qū),確定聚焦距離、重復(fù)頻率、探頭掃查點(diǎn)距焊縫距離、掃查速度等參數(shù),利用掃描及偏轉(zhuǎn)特性,可以在探頭不移動(dòng)的情況下實(shí)現(xiàn)對(duì)檢測(cè)區(qū)域的掃查,激發(fā)多角度聲束對(duì)檢測(cè)區(qū)域進(jìn)行較大面積覆蓋掃查,從而提高檢測(cè)效率及缺陷檢出率,如圖4所示。
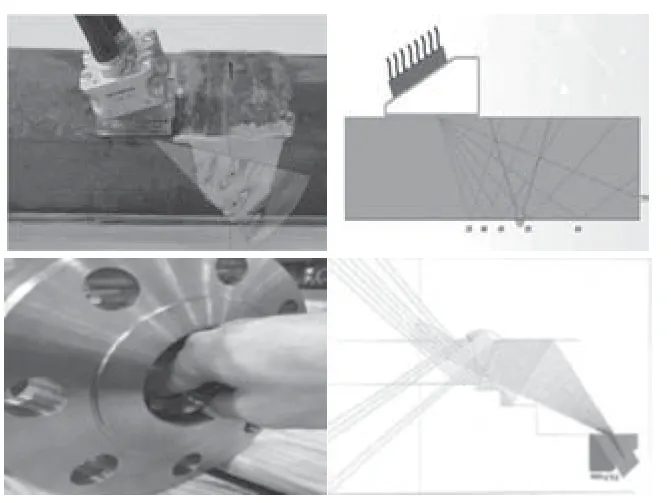
圖4 測(cè)量方法
(10)掃查面:
①主焊縫兩側(cè)掃查(橫波斜入射);
②球閥內(nèi)徑面(橫波斜入射);
③主焊縫45°斜面(縱波垂直入射),詳見(jiàn)圖5。
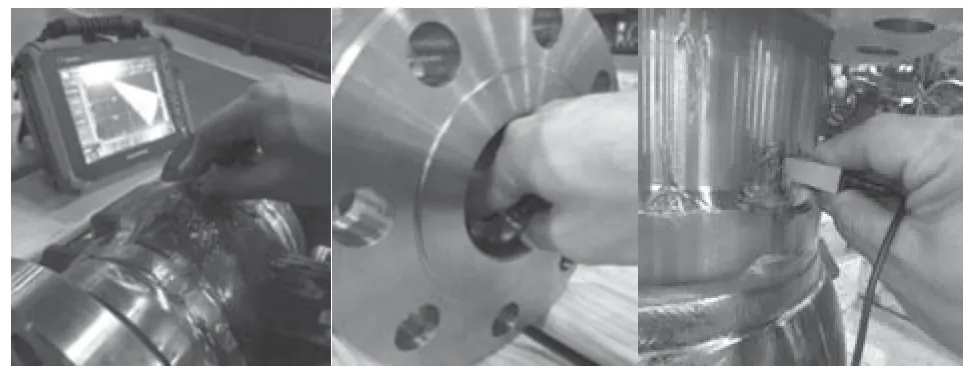
圖5 工件掃查
(11)掃查方式:縱向平行線掃查+扇掃描。
采用此掃查工藝超聲波聲束軸線與焊道軸線相互垂直,有利于檢出如側(cè)壁未熔合、裂紋等面積型危害缺陷。
(12)掃查工裝:為保證探頭在球閥內(nèi)通徑面掃查耦合穩(wěn)定,設(shè)計(jì)專用掃查工裝,在特定規(guī)程的管上開(kāi)孔、限位槽、刻度,用來(lái)夾持探頭,掃查時(shí)按指定刻度放入球閥內(nèi)通徑檢測(cè)面,涂抹耦合劑并勻速旋轉(zhuǎn),從而保證耦合效果,詳見(jiàn)圖6。
圖6 耦合方式
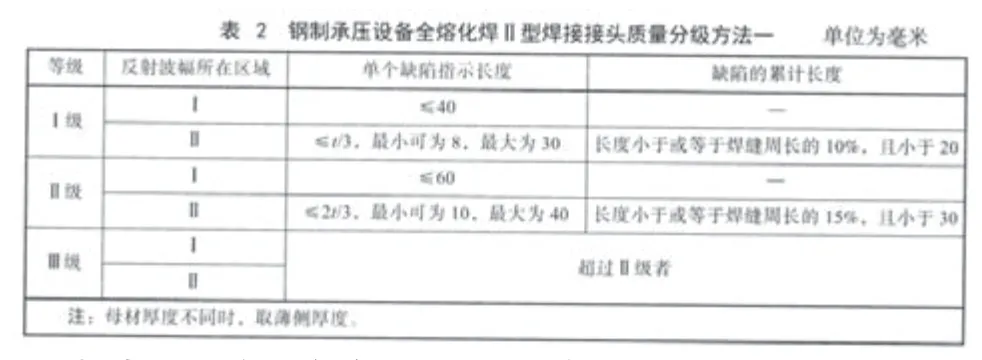
(13)缺陷評(píng)定和質(zhì)量分級(jí)。
凡判定為裂紋、未熔合、密集缺陷且缺陷顯示為Ⅲ級(jí)(不合格)。檢測(cè)質(zhì)量等級(jí)I級(jí)合格。按照NB/T47013.15鋼制承壓設(shè)備全熔化II型焊接接頭質(zhì)量分級(jí)方法一,表2執(zhí)行。
?
4 超聲相控陣成像檢測(cè)工藝驗(yàn)證與分析
未熔合缺陷是全焊接球閥,埋弧自動(dòng)焊工藝中常見(jiàn)危害性焊接缺陷,由于其缺陷的難檢測(cè)、難觀測(cè)、難避免的特點(diǎn),作為重點(diǎn)驗(yàn)證和分析。
(1)形成機(jī)理:熔化的鐵水會(huì)流到焊絲的前面覆蓋到焊縫或坡口側(cè)壁表面上,由于焊道溫度表面溫度太低,使覆蓋在上面的鐵水來(lái)不及與母材或焊層熔合就已凝固,造成未熔合缺陷。未熔合缺陷產(chǎn)生位置分為層間、側(cè)壁、根部未熔合,屬于面積型缺陷,缺陷形態(tài)在焊縫中呈特定角度,由于小規(guī)格球閥檢測(cè)空間受限,常規(guī)脈沖反射法檢測(cè)無(wú)法進(jìn)行雙面雙側(cè)掃查,容易導(dǎo)致漏檢,如果檢測(cè)不到,會(huì)對(duì)整個(gè)球閥設(shè)備質(zhì)量造成嚴(yán)重影響。
(2)未熔合對(duì)設(shè)備的危害性:缺陷減小焊縫有效承載強(qiáng)度,且在球閥設(shè)備使用過(guò)程中,未熔合缺陷邊緣處容易產(chǎn)生應(yīng)力集中,會(huì)在其邊緣處向外擴(kuò)展形成裂紋,有導(dǎo)致整個(gè)焊縫的開(kāi)裂的質(zhì)量風(fēng)險(xiǎn)。由于此缺陷形狀細(xì)長(zhǎng)、呈一定角度、顏色呈金屬色等特點(diǎn)(見(jiàn)圖7),返修人員肉眼很難觀察到,只有在返修過(guò)程中多次滲透檢測(cè)確認(rèn)或擴(kuò)大返修范圍、角度,方可觀測(cè)出缺陷形態(tài),但此做法不僅效率低,同時(shí)存在由于過(guò)度返修導(dǎo)致的焊縫局部材質(zhì)強(qiáng)度受損的隱患。建議推薦采用高效、精準(zhǔn)、高質(zhì)量成像的相控陣檢測(cè)技術(shù)應(yīng)用,可有效解決以上難題。
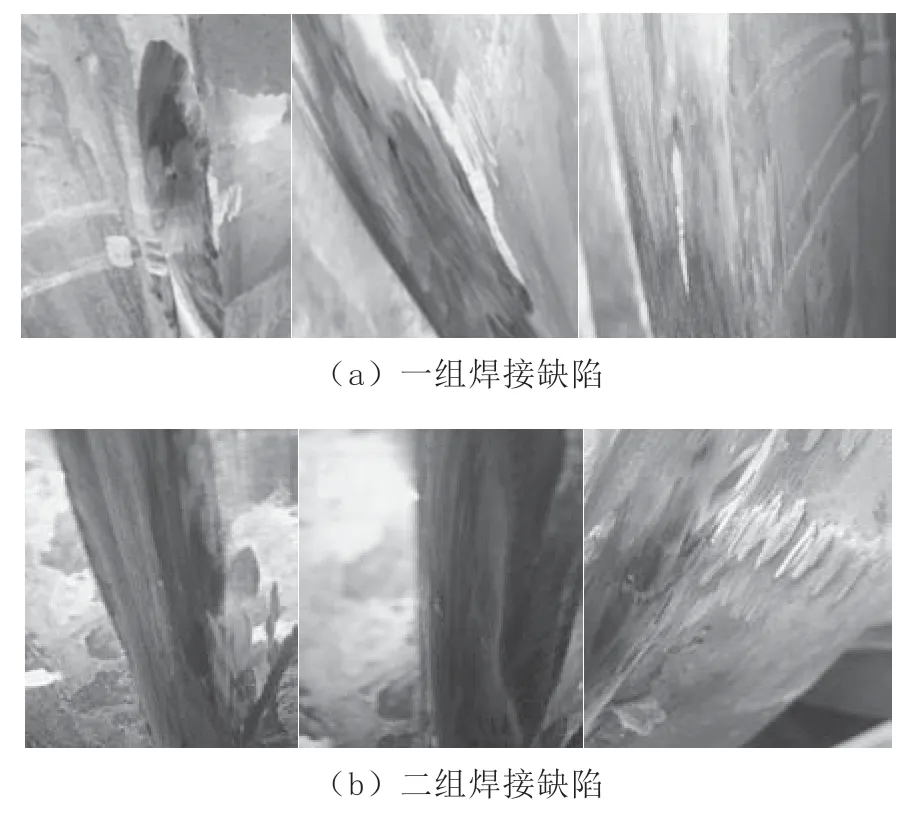
圖7
圖7上兩組圖片為:坡口(側(cè)壁)未熔合缺陷,打磨發(fā)現(xiàn),此缺陷很難用肉眼發(fā)現(xiàn),因缺陷為面積型(存在高度約5mm長(zhǎng)度約40mm,但厚度很小約1~2mm),并且平行焊縫、近似垂直母材和焊縫表面。打磨并觀察缺陷,需要擴(kuò)大返修范圍同時(shí)對(duì)打磨人員水平要求高。
(3)超聲相控陣成像檢測(cè)工藝驗(yàn)證。
針對(duì)未熔合缺陷制作焊接試件,焊接試件與球閥焊接工藝、材質(zhì)、坡口形式相同,焊接人員人為制作埋藏層間、側(cè)壁未熔合缺陷。同時(shí)采用射線檢測(cè)確認(rèn)缺陷的類型及位置后,最后使用校準(zhǔn)調(diào)校合格的相控陣設(shè)備進(jìn)行檢測(cè),采集分析數(shù)據(jù)圖像與底片中缺陷影像進(jìn)行對(duì)比,最終確認(rèn)相控陣檢測(cè)工藝及未熔合缺陷圖像符合標(biāo)準(zhǔn)(NB/T47013.15-2021)要求,可進(jìn)行實(shí)際檢測(cè)工作,詳見(jiàn)圖8。
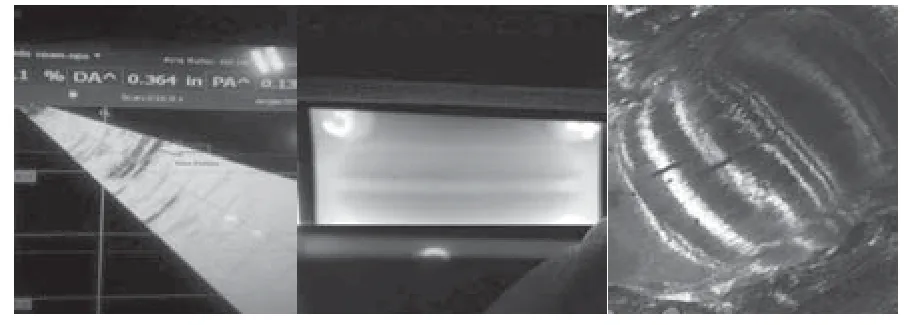
圖8 相控陣檢測(cè)未熔合圖像、射線檢測(cè)未熔合底片影像、焊縫中未熔合缺陷
實(shí)際檢測(cè)工作中相控陣超聲波檢測(cè)發(fā)現(xiàn)未熔合缺陷影像,后經(jīng)過(guò)返修處理,可見(jiàn)未熔合缺陷實(shí)物形態(tài)。可利用聲束聚焦、偏轉(zhuǎn)功能確定缺陷呈現(xiàn)形態(tài)及角度,分析缺陷屬于層間或側(cè)壁未熔合,有利于返修合格和焊接工藝問(wèn)題優(yōu)化,提高焊接合格率,詳見(jiàn)圖9。
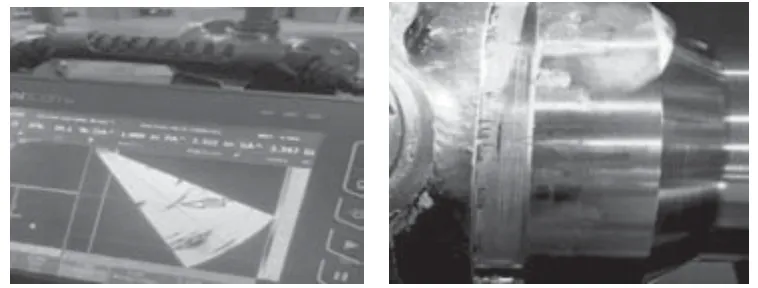
圖9 儀器屏幕顯示未熔合缺陷、焊縫中未熔合缺陷
5 結(jié)語(yǔ)
全焊接球閥采用相控陣檢測(cè)技術(shù),按標(biāo)準(zhǔn)(NB/T47013.15-2021)要求編制工藝、執(zhí)行檢測(cè),并經(jīng)過(guò)工藝驗(yàn)證及實(shí)際檢測(cè)返修確認(rèn),缺陷檢出準(zhǔn)確性高,缺陷定性、定量、定位準(zhǔn)確。對(duì)于焊接中常見(jiàn)的未熔合危害性缺陷,利用聲束聚焦、偏轉(zhuǎn)、掃描的特性,提高聲場(chǎng)信號(hào)強(qiáng)度、回波信號(hào)幅度和信噪比,從而提高缺陷檢出率,提高缺陷深度、長(zhǎng)度的測(cè)量精度,同時(shí)能呈現(xiàn)高質(zhì)量的缺陷影像,檢測(cè)工程師依據(jù)相控陣超聲波檢測(cè)采集的有效數(shù)據(jù)、影像、經(jīng)驗(yàn),最終評(píng)估缺陷性質(zhì)更為準(zhǔn)確、高效。
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
